粗轧打滑与翘头原因分析及对策 |
您所在的位置:网站首页 › 翘头龙鱼图片欣赏图 › 粗轧打滑与翘头原因分析及对策 |
粗轧打滑与翘头原因分析及对策
|
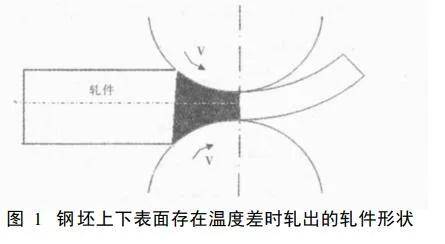
由上式可见 ,轧辊直径增加 ,道次最大压下量可以增加 ,降低了打滑的可能性。在摩 擦系数和轧辊直径一定的情况下, 必须控制 最大压下量 ,超过最大压下量就会出现打滑 现象, 但是降低压下量增加轧制道次的同时, 降低了轧制效率, 所以选择合理的轧制道次 至关重要。同时轧制速度过高, 会导致摩擦 系数降低, 也会导致打滑, 在轧制容易打滑的 钢种时应低速轧制。 增加轧制道次, 减小压下量。合理分配 负荷, 或增加轧制道次, 减小单道次压下量。举例:安阳钢铁 1780热连轧线轧制 Q235B, 来料 230mm, 轧制道次为 5 时易打滑 , 但改 为 7道次之后打滑现象消失。 2.3、 其它减少打滑的措施 增加轧辊表面粗糙度 。很多厂粗轧都采用高 Cr钢的轧辊, 这种辊硬度高, 耐磨 ,但摩 擦系数较一般的铸铁轧辊要小, 因此容易打 滑 。可以人为干预,增加粗糙度 ,应用刻痕和 堆焊的轧辊 ,增加轧件摩擦系数。但刻痕对 轧件表面质量产生有害影响 ,此法通常仅在 粗轧前几道次使用。 当压下量超过允许数值时, 把轧件端部 加工成截锥形,以减小咬入角。降低轧制速度,增加摩擦系数,增加除鳞 水的冷却,降低板坯表面的温度 ,使氧化铁皮 不熔化 。 3 、翘头原因分析及调整措施 翘头发生的根本原因是带钢上下表面的 延伸率不均匀 。由于粗轧板坯较厚, 上下表 面容易出现温度不均的现象 ,所以翘头一般 在粗轧出现的比较多 。翘头严重的板坯会撞 击到保温罩 ,影响飞剪切头 ,甚至影响到精轧 穿带困难,影响轧制节奏。 3.1、 板坯上下表面温差的影响 a.上下表面加热初始温度差较大, 导致 上下表面延伸率不均匀。 b.粗轧轧制中温降,上表面比下表面下降快。 带钢上表面接触到的各种水比下表面 多 :如粗轧刮水板效果不好 ,导致轧辊冷却水 将带钢上表面冷却;上表面接触到带钢吹扫 水 、除鳞水、压尘水和机架间冷却水会堆积在 带钢上表面 ,蒸发及传导带走上表面热量 ,而 下表面由于重力作用会直接掉落下去 。导致 上表面的温度比下表面的温度要低, 上下表 面金属的变形程度不同 , 温度高的一侧变形 大 ,因此带坯向温度低的一侧弯曲,也就是产 生翘头现象 (如图 1)。改善加热条件, 在上 下表面轧制条件相同的情况下, 减小同板温 差可以明显的改善翘头。优化轧机结构, 减 少刮水板漏水,机架辊除水效果 ,也可以减少 上表面温降 ,从而降低翘头量。
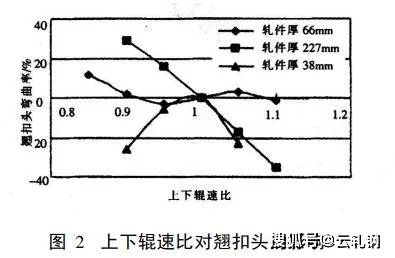
3.2、 轧制线标高的影响 轧制线高易翘头 。轧制线高度过高, 下 表面压下量比上表面大 , 所以延伸率比上表 面大, 翘头明显。调整下阶梯垫高度。根据 工作辊及支撑辊直径不同 , 下阶梯垫是用来 调整轧制线高度的, 阶梯垫等级一般按要求 补偿量有一定的计算方法,不能随意更改。因 为调整轧线高度可能使钢板插入导板与轧辊之 间,造成轧钢事故 。但是在翘头量较大时, 可 适当降低阶梯垫高度 , 调节翘头效果明显。一般不要调节太多,否则容易出现轧钢事故。 3.3 、上下辊辊径差的影响 为了使带钢不发生扣头撞击辊道, 一般 工作辊上辊直径比下辊直径小 ,使上辊轧制 线速度略小于下辊线速度 , 上表面延伸量小 于下表面延伸量 ,使带钢发生微量翘头。但 是如果上下辊直径相差过大 ,则会大大增加 翘头的可能性。 3.4、 轧辊速度比对翘扣头的影响 当 轧 件 厚 度 分 别 为 227mm、 66mm、 38mm,上下辊半径均为 600mm, 轧件平均温 度 :1180℃,压下率均为 20%时 , 仅改变轧辊 速度比 。测得的翘扣头弯曲率结果如图 2所 示 。当板坯厚度为 227mm时,随着上下辊速 比的增大,翘扣头弯曲率成线性下降。上下辊 速比小于 1时,产生翘头现象 ,上下辊速比大 于 1时,产生扣头现象。
当板坯厚度为 66mm时,上下辊速比在 0.9 ~ 1.1之间对轧件的翘 扣头现象影响不大。当板坯厚度为 38mm时, 翘扣头弯曲率先增大后减少 ,当上下辊辊速相 同时 ,轧件保持在最佳的水平状态。而辊速 比大于和小于 1时,都会造成扣头现象。粗轧的上下工作辊是通过两个独立的转 速可调电机传动的, 雪橇值的原理就是调节 上下辊转速比。
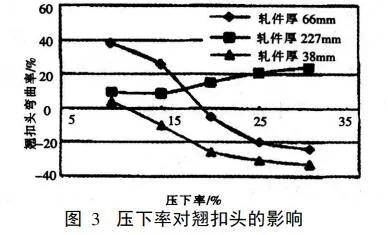
轧钢操作工在轧钢过程中一 般调节雪橇值来在线调节翘头量。图 3显示了压下率对翘扣头的影响。 从 图中可以看出,当板坯厚度为 227mm, 压下 率变大时, 翘扣头弯曲率变大, 这是因为配辊 时一般上辊直径比下辊小 , 压下率的增加导 致上下表面延伸量都增加 , 但是下表面延伸 量更大 。当板坯厚度为 66mm和 38mm, 压下 率变大时, 翘扣头弯曲率反而减少。对于薄板爬坡咬入时, 上工作辊压下量比下工作辊 的压下量要大, 使板坯上表面的延伸率大于 板坯下表面的延伸率, 造成轧件出口处板坯 上表面速度大于下表面速度 ,从而形成板坯 出轧机厚向下弯曲, 即扣头现象。当压下率 增大时 ,此现象更加严重。 4 、结语 针对该厂生产实际,得出以下结论: a.调整工作辊直径 、合理分配轧制负荷、 降低温度等措施可以防止粗轧打滑现象 ; b.调雪橇值、控制上下表面温差、调整下阶 梯垫高度、调节压下量可以有效改善翘头现象。通过以上调节措施,该厂生产中出现的打 滑与翘头事故率明显降低,收到了良好的效果。 更多精彩内容,尽在【云轧钢】公众号。返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |