管道用 PE100 级树脂的性能分析及发展趋势 |
您所在的位置:网站首页 › PE100N价格 › 管道用 PE100 级树脂的性能分析及发展趋势 |
管道用 PE100 级树脂的性能分析及发展趋势
|
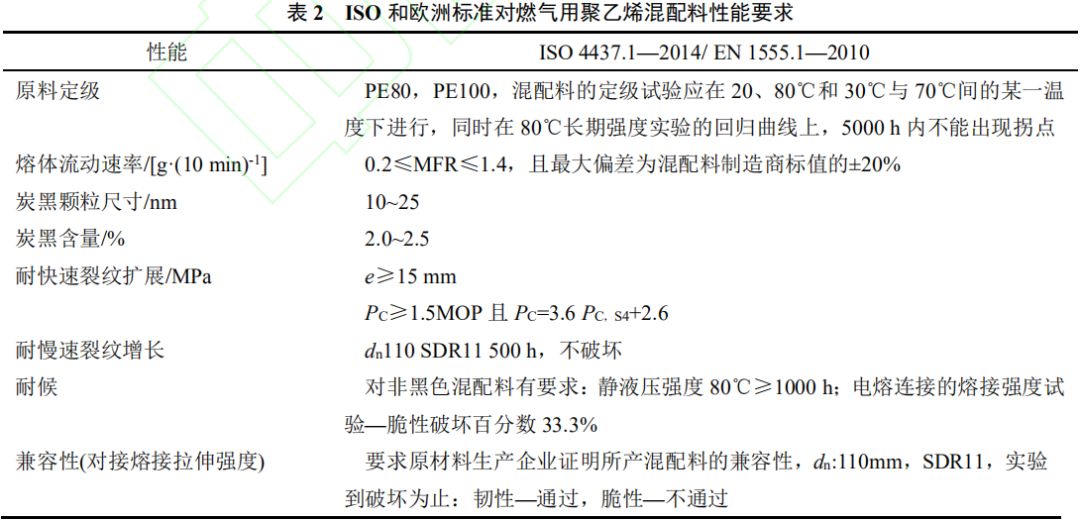
燃气管材专用料的性能,国际标准化组织采用 ISO 4437.1—2014,欧洲采用 EN 1555.1—2010。ISO 4437.1—2014 和 EN 1555.1—2010 对燃气管聚乙烯专用料的要求是完全一致的,见表 2。GB 15558.1—2015 在内容上已经大致与国际标准保持一致。
2 不同等级 PE100 性能分析 材料对内部压力的每一次增加都必须伴随着对其他潜在失效模式的抵抗的增加。除第三方损伤外,现场最常见的管道失效模式是由 SCG 引起的“脆性”破坏。根据 PPDC 统计数据,聚乙烯管道配件失效占失效总数 53%,接头失效占 13%。随着压力的增加,管壁应力增大,管道对裂纹的萌生和扩展更加敏感。因此,PE100 管道必须通过更严格的 SCG 性能规范。例如,在 920 kPa 的缺口管道测试中至少需要 500 h,与 PE80 在 800 kPa 下进行测试相当。在 PE 树脂发展过程中必须考虑的另一种失效模式是快速裂纹扩展 (RCP)。在高内部气压与低使用环境温度共同作用下,RCP 性能受到关注,因此在开发 PE100 时引入了这一附加要求。图 1 概述了用于压力管道应用的 PE 树脂关键材料性能的改进发展。
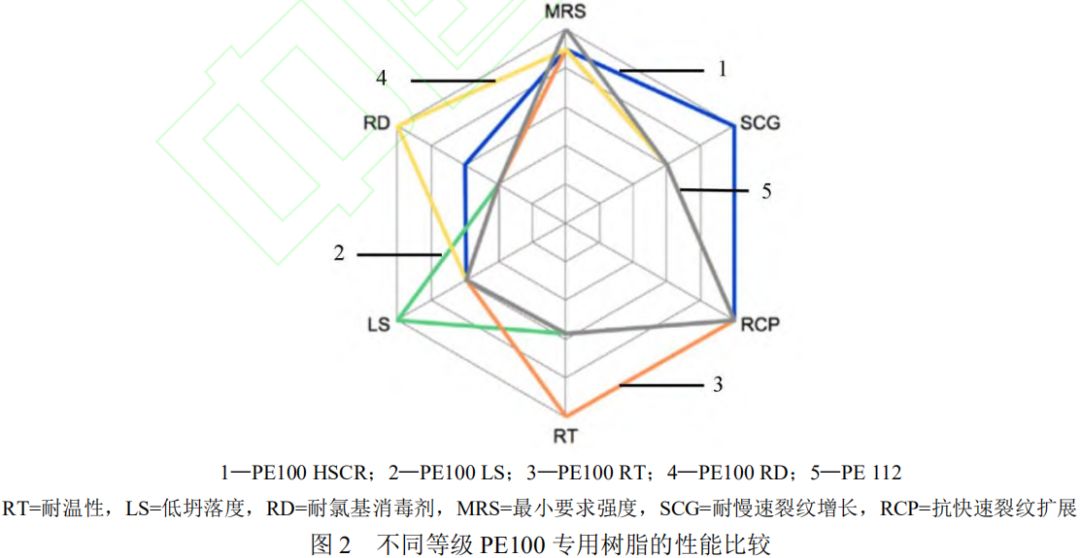
PE 树脂发展的另一个重要因素是长时间抗氧化降解的能力。聚乙烯管材受到环境中光照、氧、湿气 等自然因素的影响,逐渐发生老化,性能逐渐降低,从而影响使用寿命。针对最新一代 PE100 材料已经开发了先进的稳定保护层,在正常使用条件下可提供 100 多年的保护。当温度超过 20℃和/或使用管道输送含有高浓度氯基消毒剂的水时,会加速氧化并缩短管道寿命。系带分子链、短支链含量及分布、片晶厚度等微观结构影响聚乙烯管材性能。随着基于 PE100 材料类的聚乙烯管材树脂的发展,出现了具有特殊性能、适用于不同环境的 PE 树脂,各种缩略语也被引入。这里说明了主要的几种 PE100 树脂,并在图 2 中总结了 PE100 的不同等级的性能。
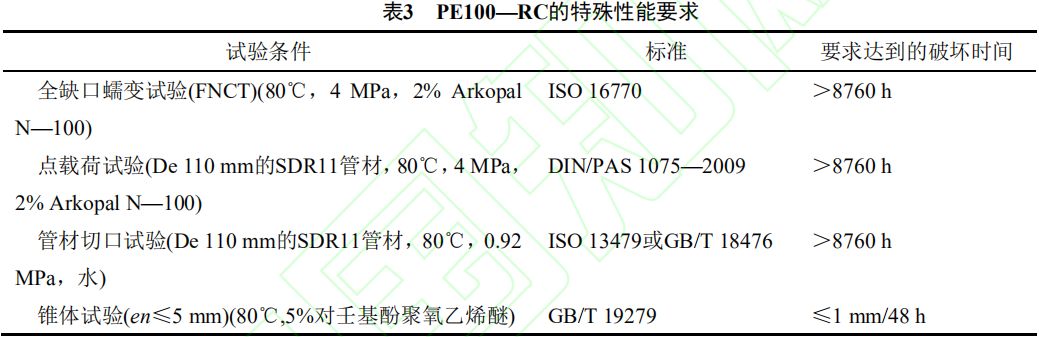
2.1 低熔垂PE100(PE100 LS) PE100 的耐高压特性使其能够用于需要直径超过 750 mm 的管道系统。当大直径管的管壁厚度超过 80 mm 时,对尺寸公差的控制就变得具有挑战性。由于随着管壁厚度的增加,从表面到内部的冷却速度变慢,聚乙烯在自身重力的作用下发生下垂现象然后才完全凝固,导致管壁的薄厚不均,PE 管材零切黏度越大抗“熔垂”性能越好。从微观结构分析,相对分子质量低的聚乙烯分子链决定了加工性能,与此对应高相对分子质量部分决定了管材的抗熔垂性能。因此,平衡加工性能和力学性能的关系,开发出低熔垂 PE100 树脂具有重要意义。目前,低熔垂大口径 PE 管材专用料的生产技术相对成熟,牌号较多,国外主要生产商有北欧化工、道达尔、英力士等公司,国内有大庆石化公司、吉林石化公司、独山子石化公司已开发出了低熔垂 PE。 2.2 高抗应力开裂PE100(PE100HSCR) 非开挖管道安装可以减少交通中断和对社区的影响,使之在城市环境的土建工程中越来越受欢迎。PE 管材在生产过程中余留的催化剂残渣或在铺设过程中与岩石碰撞产生的划痕等原因,会使得管材整体结构不均匀,导致管材在环向应力下出现局部应力集中,当局部集中应力大于材料屈服临界点时,片晶被拉伸变形,随后部分片晶里的折叠链展开,形成微纤和大量空穴即银纹区;银纹随着持续的环向应力缓慢扩展成裂纹,系带分子链解缠引起断裂,最终管材失效。为了说明有可能导致 SCG 的缺口或损坏管道的较高可能性,PE100HSCR 采用了额外的安全系数。聚乙烯管材料在长时间、小载荷作用下的破坏形式为脆性破坏,本质是应力开裂,系带分子链数量、分子质量及其分布、短支链含量及其分布和片晶厚度等都影响 PE 应力开裂性能。为进一步提高管道的 SCG 性能,在有外部损伤或点载荷的作用下,能满足 100 a 的设计使用寿命,已开出产品 PE100—RC,其特殊性能要求见表 3。按照 ISO 12162—2009 的定义,其仍然是PE100级的压力管道材料。PE100 HSCR的开发旨在为慢速裂纹增长SCG的故障提供更高的安全裕度。它在缺口管道测试失效前持续超过 5 000 h,与传统的 PE100 相比增加了 10 倍。
2.3 耐高温PE100 (PE100 RT) PE100的设计基础是20℃下50 a寿命。当埋有足够的覆盖深度时,在温和气候下的PE管道将不会经历高于20℃。PE100越来越多地用于工业应用,特别是石油和天然气工业。常规PE100可在高达60℃的温度下使用,但同时伴随着设计安全系数和使用寿命的降低。例如,在60℃时,使用PIPA的POP013准则中的温度测量表,管道寿命将缩短到只有7 a。PE—RT材料是乙烯和辛烯的共聚树脂,特有的线性乙烯主链和辛烯短支链分支,通过在聚合反应中对聚乙烯分子链上支链的数目和分布进行适度控制,可使其具有耐热性能(70~110℃)和优良的耐长期静压能力。宏观性能主要由熔体流动速率、密度等基本参数控制;在微观上,主要由分子结构决定(如相对分子质量及其分布、共聚单体的类型及分布、系带链数量等)。通过合理的分子设计,使用C8(辛烯)单体在聚合物分子内均匀分布,使聚合物分子受力均匀,并且通过控制其数量,提高了热稳定性和长期耐压性能,这就是PE—RT耐热性能较好的根本原因。PE—RT在高温下 表现出更高的强度,从而允许降低安全系数。PE100 RT在60℃下的外推寿命超过60 a,非常适用于煤 层气工业,高压电缆管道、自流水井提取和温泉给水等典型的高温应用。使用PE100 RT材料的管道设计指南已经在最近更新的工业管道系统ISO 15494标准中给出。 2.4 耐消毒剂PE100(PE100 RD) 聚乙烯管道已在饮用水分配网络中应用超过了 70 a。生活饮用水通常用氯、氯胺、二氧化氯等方式消毒。饮用水中含氯消毒剂都带有较强的氧化性,塑料管材中的抗氧化剂会与次氯酸等反应,导致抗氧剂提前耗损,管材在未达到预期寿命情况下就发生破坏。PE 管树脂通常耐低浓度的氯基消毒剂,用于确保饮用水水质和安全标准。然而,在世界上某些地区,如法国南部和意大利北部,更多的侵蚀性消毒剂如二氧化氯被引入水网系统,导致 PE 管道过早失效。同样,非常高浓度的次氯酸盐与升高的水温相结合也被认为能缩短管道使用寿命。PE100 RD 是一种专门开发用于耐受侵蚀性消毒环境 的新型树脂。与常规 PE100 相比,在加速老化试验中耐受力更强。现在,在经常向饮用水中添加二氧化氯的地区已经被规定使用 PE100 RD。 2.5 PE112 在 20℃的置信下限(σLPL)中,大多数可供商业使用的 PE100 树脂在 50 a 内的 σLPL 远高于 10 MPa,从而提供了额外的安全裕度。某些管道树脂在 20℃下 50 a 的 σLPL 为 11.3 MPa,属于下一个 11.2~12.5 MPa 的定义等级。根据 ISO 12162,这些材料被命名为 PE112。尽管 PE112 的 MRS 等级较高,但由于 PE112 树脂在相关产品和安装标准中没有规定,因此该材料不允许增加标准柔性压力管的 MAOP 或降低壁厚。对于特定应用,相关产品标准要求满足其他机械和物理特性。PE112 的强度增加不足以允许 SDR 的变化。要指定为 PE100 树脂,产品必须满足所有不同性能的所有规范,如产品标准(ISO 4427/4437 和 AS/NZS 4131/4130)中所述要求。ISO 技术委员会 TC138/SC4 于 2000 年同意 PE 压力管 道等级的下一个产品标准分类为 PE125,PE112 不再进行标准化工作。5 种不同种类 PE100 特点比较 及典型应用如表 4 所示。
3 下一代 PE 管材树脂 为了将管壁厚度降低整个 SDR 尺寸,下一代 PE 压力管材树脂将需要至少 12.5 MPa 的 MRS。这种树脂将被归类为 PE125,可以提高聚乙烯管的 MAOP。例如,3 120 kPa 下用于供水和 1 950 kPa 用于输气,它的 SDR 为 7.4,这些值考虑了常用的安全系数 1.25(水)和 2.0(气体)。但是,在推出之前,需要制定出有意义的 PE125 性能要求,并将其纳入产品标准 ISO 4427/4437 和 AS/NZS 4131/4130。这种方法将极大地促进 PE125 在现场的使用。由于壁厚和承受的管道压力变化,PE125 管道的焊接、安装等都工艺条件都需要重新评估。目前许多公司和学术研发实验室正致力于开发 PE125 树脂,市场上还没有商用。预计 PE125 树脂将在 10 年内实现商业化。 4 总结 PE100 仍然是目前用于压力管道应用的最先进的市售聚乙烯树脂。为了提升聚乙烯管道产品质量,需要对聚乙烯混配料的标准进行跟踪研究,欧盟标准 EN 1555.1—2010 和国际标准 ISO 4437—1: 2014 均要求燃气用埋地 PE 管材原料采用混配料。我国 GB 15558.1 和 GB∕T 13663.1 对特殊 PE 树脂持续创新和开发,提高特定性能起到了规范促进作用,使得 PE100 的应用范围扩大,以适应更大的孔,非开挖安装,更高的温度和更具侵蚀性的介质。 聚乙烯(PE)管材一般需要能够长期服役,其中一个重要指标是耐慢速裂纹扩展(SCG)性能。而分子质量及其分布、短支链含量及分布是影响 PE 的耐 SCG 性能的重要因素。因此,建议原材料生产商多从共聚单体组成、含量、分布等角度出发,优化催化剂和合成工艺,提高 PE 原料的性能。另一方面,开展焊接工艺及检测表征技术研究。由焊接参数选择不当引起的工艺缺陷极容易被忽视,PE 管道焊接接头处最容 易发生破坏失效,给聚乙烯管道系统留下了重大隐患。如何提高焊接质量,避免焊接过程中工艺缺陷的产生,以及发展无损检测技术对焊接接头快速准确的评价分析也是未来的重要方向。然后,随着 PE 管道的优越性越来越明显,需要适用于更高的工作压力及安全系数。这就需要在 PE100 和 PE112 基础上开发更高 MRS。就目前看,PE125 树脂还处于研究阶段,PE125 将是最有可能产品化,实现商用。为了充分利用下一代管材树脂带来的性能优势,所有利益相关者提早参与 PE125 材料的性能规格标准制定,对规范和引导 行业发展尤其重要。现阶段 PE 管材的耐氯性能评价存在的问题及发展趋势为:①氯基消毒剂破坏机理的研究仍需深入研究,因为耐氯氧化过程随着不同的含氯介质、温度和应力等因素变化而变化;②水源和消毒剂种类存在差异,PE 管材耐氯性能评价的试验条件难以统一,新方法研究应成为下一步方向。 作者 |林金梅,黄国家 素材来源 | 《现代化工》 声明: 本图文内容来源于公开资料或者互联网,转载的目的在于传递更多信息及用于网络分享,若您发现图文内容(包含文字、图片、表格等)等对您的知识产权或者其他合法权益造成侵犯,请及时与我们取得联系返回搜狐,查看更多 |


【本文地址】