飞秒激光给先进工业制造带来最高品质与效率 |
您所在的位置:网站首页 › 飞秒激光最高多少度 › 飞秒激光给先进工业制造带来最高品质与效率 |
飞秒激光给先进工业制造带来最高品质与效率
|
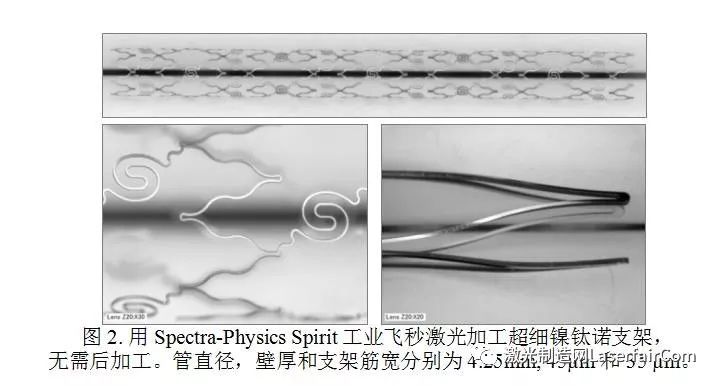
几乎从一开始,支架制造就运用了纳秒激光切割技术。然而,纳秒激光与金属的相互热作用通常使加工完的金属表面达不到最理想,毛刺、熔化和重铸都是激光熔融切割的标准特征。此外,材料中热积沉在切口旁边产生了热影响区(HAZ)。在热影响区中,材料的物性或构成会被改变。因此,清洁、去毛刺、蚀刻和最终抛光因此也被纳入常规加工工序中,使支架表面性能达到植入设备标准水平,而通过使用飞秒激光进行支架加工可以避免一些前面提到的后加工步骤。图1显示了由Spirit®激光加工的镍钛诺微型支架。关键特点包括严密的加工公差、无热影响区,脆性晶格结构无热诱导变形,以及非常干净的切割边缘。
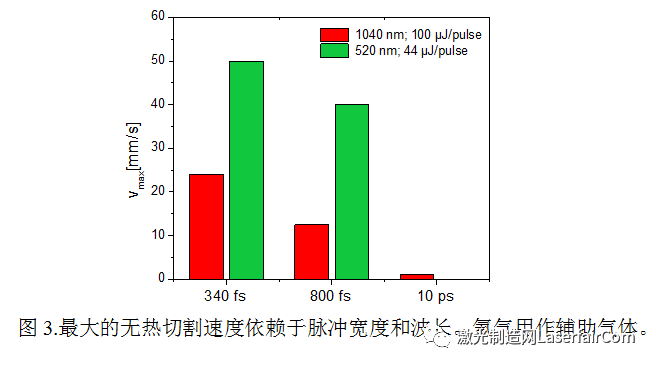
生物可吸收材料是一类非常有趣的化合物,因为它们可以随着时间的推移被人体所吸收[6]。用生物可吸收材料做出的支架有助于避免一些使用金属支架时会产生的内科并发症。生物可吸收聚合物在生物可降解支架生产中的应用已经持续不断地在引起外界对生物可吸收聚合物微加工的关注。用何种激光加工支架取决于材料种类与切割细节,由于生物可吸收聚合物的熔点很低(通常低于200 C°),激光加工时周围环境的任何热负荷都应该减少到最低。由于激光材料耦合的非热性质以及构造非常小的微米尺度的可能性,因此使用超快激光脉冲用于生物可吸收聚合物的微加工是非常适合的。 Spirit®HE激光系统已被用于研究通过单扫描消融来切割80μm厚的生物可吸收材料聚左乳酸(PLLA)带的可行性。使用光学显微镜研究了加工质量,图3总结了在无热式(无HAZ,无熔融,无重铸等)机器框架内最大切割速度,波长和脉冲宽度值都是实验中用到的函数关系。为了提高激光切割性能,要使用6巴压力的氦气作为辅助气体。
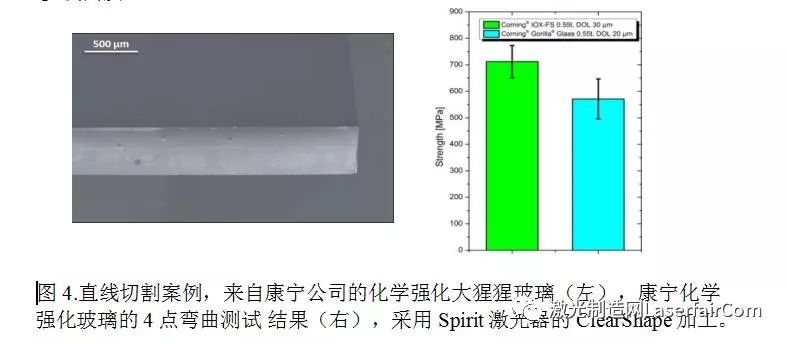
结果显示,切口效果和最大切割速度很大程度上取决于选择用于加工PLLA材料的激光参数,使用波长520nm、脉冲能量44µJ、340飞秒的激光脉冲切割厚度为80µm的PLLA带,最大切割速度可达到每秒50mm。获得的结果强调了Spirit®HE用于聚合物切割应用时的高脉冲能量的重要性,50mm/s的切割速度比以前的Spirit ®1040-8-SHG激光器高3倍以上,后者在520nm处具有最大脉冲能量为20μJ[5]。 3.2 透明、脆性材料切割 虽然飞秒直接消融方法提供了高质量的激光切割,但在玻璃材料的情况下,我们的研究结果表明,300μm和1mm之间厚度的切割速度低于1mm/s[7],显然这对制造商们并无太大吸引力。由Spectra-Physics开发并拥有专利的基于非烧蚀方法的ClearShape™工艺,与直接消融技术相比,可以提高速度并进一步提高质量。
例如,切割康宁的厚度为0.55毫米化学强化大猩猩玻璃,应力层深度(DOL)为20μm,速度可达4米/秒。除了切削自由边缘,使用ClearShape工艺实现了激光切割(由截面的平均粗糙度定义) |
【本文地址】
今日新闻 |
推荐新闻 |