表面层物理,力学性能及其改善的工艺措施 |
您所在的位置:网站首页 › 零件表层的机械物理性质包括哪些 › 表面层物理,力学性能及其改善的工艺措施 |
表面层物理,力学性能及其改善的工艺措施
|
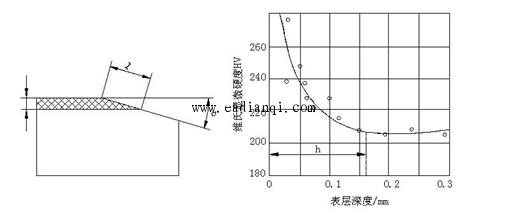
一、表面层的冷作硬化 1.金属的冷作硬化 切削过程中,由于金属表面受到切削力的作用,产生了冷态下的塑性变形,使金属晶格间发生剪切滑移,晶格扭曲、拉长以及破碎,阻碍金属进一步变形,使材料强化,硬度提高,这种变化称之为金属的冷作硬化。当然,在切削过程中,切削温度将使材料弱化。冷作硬化就是这种强化和硬化综合作用的结果。 为了说明这种冷作硬化变化,用退火钢经过表层切削后,再轻轻地研磨出一斜面,在此斜面上用显微硬度计测量出各不同部位的显微硬度,如图1所示。由图可以看出,零件表面硬度比表层下硬度明显提高,且越靠近表面硬度越高。另外由图也可看出冷作硬化程度的大小,硬化层硬度差越大、硬化层深度越深,则冷作硬化程度越大。 2.影响冷作硬化的因素 表面层冷作硬化程度决定于:产生塑性变形的力、变形速度以及变形时的温度。因而,加工时影响冷作硬化的因素主要有刀具的几何参数、切削用量和材料性能等。
图1 已加工表面的冷作硬化 刀具几何参数的影响主要是刃口圆弧半径和其前、后角。当圆弧半径偏大,前角为负值、后角偏小时,导致工件表层的挤压作用增大,且有后面的摩擦,到间距的刃口半径和前后角必须改善。 切削用量方面主要是切削速度的影响最明显,随着切削速度增大,刀具与工件的接触时间减少,塑性变形可相应减轻,同时由于切削温度的增加,有助于冷作硬化的回复作用。 进给量增大,切削力和塑性变形都随之增大,因此冷作硬化程度增加。但进给量太小时,由于刀具的刃口圆角在加工表面单位长度上的挤压次数增多,因此冷作硬化程度也会增加。 工件材料的塑性越大,加工后冷作硬化越严重。 二、表面层的金相组织的变化 1.金属组织变化与磨削烧伤 金属材料只有当其温度达到相变温度以上时才会发生金相组织变化,一般切削加工,切削热大部分被切削带走,加工温度不高,故不会引起工件表面层的进相组织变化。而磨削时砂轮对金属切削、摩擦要消耗大量能量,每切除相同体积的能量消耗比车削平均高30倍。金属磨削时所消耗的能量几乎全部转为热量,由于工件的被磨削层很薄,60%~95%的热量传入被磨得工件,造成工件的温度升高,实际磨削时在磨削区的温度要远远高于这一温度,在正常条件下磨削时的温度为几百摄氏度,在干磨条件下温度可达到1000℃以上,这一温度已超过了相变温度,因此对工件表面质量影响极大。使表面硬度下降,并伴随出现残余应力甚至产生裂纹,从而降低零件的物理、力学性能。这种现象也称为磨削烧伤。 2.影响金相组织变化的因素
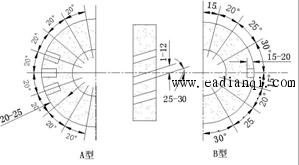
磨削烧伤是由于磨削时表面层的高温和高温梯度引起的,它取决于热源强度和作用时间。影响磨削区温度和温度梯度的因素主要是:砂轮圆周速度 工件材料的导热性差,则热量不易传出,磨削区温度就高,也就容易烧伤。大多数高合金钢如高锰钢、轴承钢、高速钢等,其导热性都很差,故磨削烧伤往往是加工这类材料时的主要问题。 砂轮的切削性能对磨削区温度也有很大影响。如磨粒的刃口锋利,磨削力和磨削功率都可减少,磨削区温度就下降,也就不容易烧伤。 3.防止产生磨削烧伤的措施 磨削热是造成烧伤、裂纹的根源。减轻磨削热对加工的影响可从两方面着手,一方面是减少磨削热的产生,另一方面是尽量使已产生的热少传入工件表层,这就必须合理地选择砂轮、改善润滑冷却系统、正确地选择磨削用量等。 (1)砂轮的选择:当加工导热性能欠佳的材料时,为了避免工件烧伤,应注意选择砂轮的硬度、结合剂和组织。 砂轮硬度要满足工作过程中自锐的要求,即当磨粒磨钝之后,磨削力随之增大,功率消耗增加,这就可能引起局部烧伤。如果已钝的磨粒在磨削力的作用能自动脱落,不断地出现锋锐的新磨粒,这就可以不断地保证砂轮的工作面有良好的切削性能。从这一观点出发,就应选择较软的砂轮。但在精加工和成形磨削时,为了保持磨削尺寸的稳定性和形状的精度,应选用较硬的砂轮。 选择具有一定弹性的结合剂,也有助于避免烧伤,因为砂轮表面突出较高的磨粒所受的磨削力较大,结合剂具有弹性便能作一定的径向退让,使背吃刀量尽量减小,从而缓和由磨削力突增而引起的局部烧伤。橡胶结合剂、树脂结合剂便具有这种性能,它们在防止烧伤方面收到了良好的效果。减少工件与砂轮之间的摩擦热,亦是常用的工艺措施。如果在砂轮气孔内浸入某种润滑物质,如石蜡、二硫化钼、锡等,对防止烧伤也可收到良好的效果。 此外,选择粒度较粗的砂轮,修整时适当增大修整导程都可提高砂轮的切削性能,同时砂轮不易被磨削堵塞,因此都有利于防止烧伤的发生。 (2)改善润滑冷却系统的作用:采用切削液带走磨削区热量可以避免烧伤。然而,目前通用的冷却方法效果较差,实际上没有多少切削液能进入磨削区。如图2所示,切削液不易进入磨削区AB,且大量倾注在已经离开磨削区的加工面上,这时烧伤早已产生。 为了使磨削过程中,切削液能直接进入磨削区,可以在砂轮圆周上开一些斜向槽,其形状如图3所示。这对防止工件烧伤十分有效。图3中的A型是等距开槽,B型是在90°之内变距开槽,后者有利于防止振动。开槽砂轮除了具有将切削液带入磨削区的作用外,还能起扇风冷却作用,即可以扇除一定的热量,减少热应力,从而减轻或消除磨削裂纹。
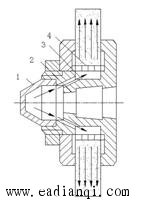
图2 常用的冷却方法 采用砂轮内冷却夹头,是生产部门行之有效的保证磨削质量的措施。图4所示为砂轮内冷却用的夹头,它是利用砂轮回转的离心力和砂轮孔隙渗水的特点,将切削液通过砂轮中心甩入磨削区内。切削液由管子导入锥形盖1,由离心力作用经过夹头上的诸多通水小孔2,将切削液送到了砂轮的中心腔3后,再在离心力的作用下,切削液通过薄壁套4上的砂轮孔隙而进入磨削区。这对消除高温烧伤是有效的措施。为了避免切削液内的切削、磨料等将砂轮孔隙堵塞,可以在冷却系统管道上安置一过滤装置。
图3 开槽砂轮
图4 内冷却砂轮结构 1-锥形壶;2-切削液通孔;3-砂轮中心腔;4--有径向心孔的薄壁套 (3)选择合理的磨削用量:前节曾从表面粗糙度的要求,讲述过切削用量选择的要点。现在是从避免工件表面烧伤出发,介绍磨削用量选择时的理论依据。
减小 三、表面层的残余应力 1.表面层产生残余应力的原因 (1)切削过程中表面层局部冷态塑性变形:切削加工时表层金属冷态塑性变形的影响比较复杂。在切下切削的过程中,原来与切削连成一体的表面层金属产生相当大的、与切削方向相同的冷态塑性变形,切削切离后基部金属阻止表层金属的弹性收缩,使表面带有残余拉应力而里层则为残余压应力。与此同时,表层金属在背向力方向也发生塑性变形,如果刀具是负前角,表层受前、后面的挤压而被压薄,其另两个尺寸方向的尺寸增大,受基部金属的限制,表面会产生残余压应力,里层则为残余拉应力。另外,表层金属的冷态塑性变形使晶格扭曲而疏松,减小密度,体积增大,受基部金属的阻碍,使表面产生残余压应力而里层是残余拉应力。 (2)表层局部热塑性变形:切削(磨削)热使工件表面局部热膨胀,受基部金属阻碍,产生很大的热压应力。如果此应力在工件材料的弹性极限内,则该零件的表层不发生塑性变形,且随着表面温度的下降而下降直至完全消失。 如果表面温度达到800℃以上,对钢铁类材料的零件来说情况就不同了。此时钢铁的弹性已经消失,即表层在高温下升长时,仍受基部材料的限制,应该发生的伸长被压缩,且表层不产生任何应力。当工件冷却到800℃以下时,金属就逐渐恢复了弹性。当冷却到20℃时,表层金属要收缩,由于表层金属与基部金属为一体,收缩必受阻止。这时该层金属已为弹性体,收缩受阻后,必然在表层产生拉应力。这一应力已超过了一般钢材的强度极限,所以磨削区的高温足以使工件产生残余拉应力,残余拉应力严重时会出现表面裂纹。 (3)表层局部金相组织的转变:加工时表面层金属在切削(磨削)热作用下发生相变。不同金相组织的密度不同,马氏体密度最小,奥氏体密度最大,在热作用下表层局部发生金相组织变化时,表层金属体积发生变化,受基部金属的阻碍而引起残余应力。例如淬火钢发生回火烧伤时表层金属的金相组织会由马氏体转变为密度更大的其他组织,金属材料体积减小,受基部材料作用,产生残余拉应力。淬火烧伤时表层金属会由其他组织转变为密度更小的马氏体,金属材料体积增大,受基部材料作用,表面就形成残余压应力。 工件加工后表层残余应力是上述各方面原因综合影响的结果,在一定条件下,往往是其中某些原因起着主导作用。例如:在一般条件下车削时,大多是沿切削力方向的冷态塑性变形起主要作用,故加工后表面往往带有残余拉应力。提高切削速度VC和增大负前角,切深方向的冷态塑性变形所引起的表面残余压应力部分抵消了残余拉应力,故表现残余拉应力有所降低。磨削加工时切削热对表面残余应力的影响较大。在中等磨削条件下,热塑性变形起主导作用,则表面往往形成浅而较大的残余拉应力。在重磨削条件下,表面金属相变成为影响表面残余应力的主要原因。故表面极薄一层带残余压应力,其下面就是深而大的残余拉应力。还应指出:由于表层各处的塑性变形和金相组织都不是均匀分布的,因此表面或距表面同一深度处残余应力的符号和大小往往也不一样。 2.改善表面残余应力状态的措施 表面残余应力对零件实用性能有很大影响,重要零件往往要求表面没有残余应力或具有残余压应力。但在一般切削(磨削)条件下很难保证,通常是另加一道专门工序来控制其表面层的残余应力,例如: (1)采用精密加工工艺:精密加工工艺包括精密切削加工(如金刚镗、高速精车、宽刃精刨等)和低粗糙度值高精度磨削。精密加工工艺系指加工精度和表面低粗糙度值高于各相应加工方法精加工的各种加工工艺。精密切削加工是依靠精度高、刚性好的机床和精细刃磨得刀具用很高或极低的切削速度、很小的背吃刀量和进给量在工件表面切去极薄一层金属的过程。由于切削过程残留面积小,又最大限度地排除了切削力、切削热和振动等的不利影响,因此能有效地去除上道工序留下的表面变质层,加工后表面基本上不带有残余拉应力,粗糙度值也大大减小。 低粗糙度值高精度磨削包括精度磨削(Ra<0.16(m)、超精度磨削(Ra<0.04(m)和镜面磨削(Ra<0.01(m)。低粗糙度值高精度磨削同样要求机床有很高的精度和刚性,其磨削过程是用经精细修整的砂轮,使每个磨粒上产生多个等高的微刃,以减小的背吃刀量(一般小于5(m),在适当的磨削压力下,从工件表面切下很细微的切削。加上微刃显微钝状态时的滑擦、挤压、抚平作用和多次无进给光磨阶段的磨擦抛光作用,从而获得更高的加工精度(经济加工精度IT5级以上)和物理力学性能良好的低粗糙度值表面。 采用精密加工工艺可全面提高工件的加工精度。 (2)采用光整加工工艺:光整加工工艺是是用粒度很细的磨料对工件表面进行微量切削和挤压擦光的过程。它是按随机创制成形原理进行加工故不要求机床有精确的成形运动。加工过程中磨具与工件的相对运动应尽量复杂,尽可能使磨粒不走重复的轨迹,让工件加工表面各点与磨料的接触条件具有很大的随机性。自开始时突出它们间的高点进行相互修整。随着加工的进行,工件加工表面上各点都能得到基本相同的切削,使误差逐步均化而减少,从而获得极小的表面粗糙度值和高于磨具原始精度的加工精度。光整加工的特点之一是没有与背吃刀量相对应的磨削用量参数,只规定加工时磨具与工件表面间的压力。由于压力一般很小,磨粒的切削能力很弱,主要起挤压和抛光作用。而且切削过程平稳,切削热少,故加工表面变质层极浅,表面一般不带有残余拉应力,表面粗糙度值也很小。 由于光整加工时磨具与工件间能相对浮动,与工件定位基准间没有确定的位置,因此不能修正加工表面的位置误差。同时光整加工时切削效率极低,如余量太大,不仅生产效率低,有时甚至会使已取得的精度下降,因此光整加工主要用以获得较高的表面质量,在提高表面质量的同时,对尺寸精度和形状精度也能有所提高。常用的光整加工方法有研磨、磨、超精加工及轮式超精磨等。 (3)采用表面强化工艺:表面强化工艺是通过对工件表面的冷挤压使之发生冷态塑性变形,从而提高其表面硬度、强度,并形成残余压应力的加工工艺。在表面层被强化的同时,表面微观不平度的凸峰被压平,填充到凹谷,因此表面粗糙度值也得到减小(一般情况下表面粗糙度值可降低为强化前的1∕2-1∕4)。常用的表面强化工艺有喷丸强化和滚压强化。珠丸大多采用钢丸,利用压缩空气或离心力进行喷射。该方法适用于不规则表面和形状复杂的表面如弹簧、连杆等的强化加工。 滚压强化是用可自由旋转的滚子对工件表面均匀的加力挤压,使表面得到强化并在表面形成残余压应力,适用于规则表面如外圆、孔和平面等的强化加工。一般可在精车(精刨)后直接在原机床上加滚压工具进行。 表面强化工艺并不切除余量,仅使表面产生塑性变形,修正工件尺寸误差和形状误差的能力很小,更不能修正位置误差,加工精度主要靠上道工序来保证。 除上述三种工艺外采用高频淬火、氟化、渗碳、渗氮表面热处理工艺也可使表面形成残余压应力。 也可采用振动时效等人工时效方法来清除表面层的残余应力。 |
 、工件线速度
、工件线速度 、纵向进给量
、纵向进给量 、背吃刀量
、背吃刀量 和工件材料的导热性等。此外,与砂轮的切削性能和切削液也有密切关系。增大
和工件材料的导热性等。此外,与砂轮的切削性能和切削液也有密切关系。增大 都将使表面层温度升高,故容易烧伤。
都将使表面层温度升高,故容易烧伤。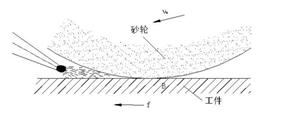
 、提高
、提高 。提高
。提高 比值是防止烧伤的有效措施。
比值是防止烧伤的有效措施。【本文地址】
今日新闻 |
推荐新闻 |