模具晒纹(咬花)工艺流程 |
您所在的位置:网站首页 › 长虹玻璃竖纹分细纹和宽纹吗 › 模具晒纹(咬花)工艺流程 |
模具晒纹(咬花)工艺流程
|
最浅的咬花深度是2umm,常被使用在压克力的表示窗,防止光。 最深的咬花是3mm,仿大理石,常被用在浴室的磁砖。 【四】晒纹模具材料的选择 一般情况下,选用NAK80 SKD61 8407 S136 模具不同晒纹的斜度也有不同: 1,10万模次内 NAK80 36-38度 NAK80:咬花效果较好,一次可咬花成功;但易生锈,易靡损纹路,一般维持3万模次,在保养及量产中需特别注意。 2,10-50万模次 SKD61 48-50度 SKD61:咬花效果较NAK80差,但咬花纹寿命长;耐酸性较差,须参照塑料原料物性,两次可咬花成功;材质易造成咬花布纹(条纹),与材质结构分步有关,须在咬花前用特殊药水处理,一般达到10万模次。 3,50-100万模次 8407或S136 50-52度 8407:咬花效果好,模具咬花寿命一般可达20万模次,模具硬度高,2次可咬花成功。 S136:咬花效果较差,一般须3-5次方可加工成功;耐酸性好,咬花靡损较慢,可使用20万模次 【五】模具晒纹工艺流程 目前晒纹加工有2种:A一种是药水晒纹,B一种是激光晒纹 以下为晒纹前需要检测的事项:
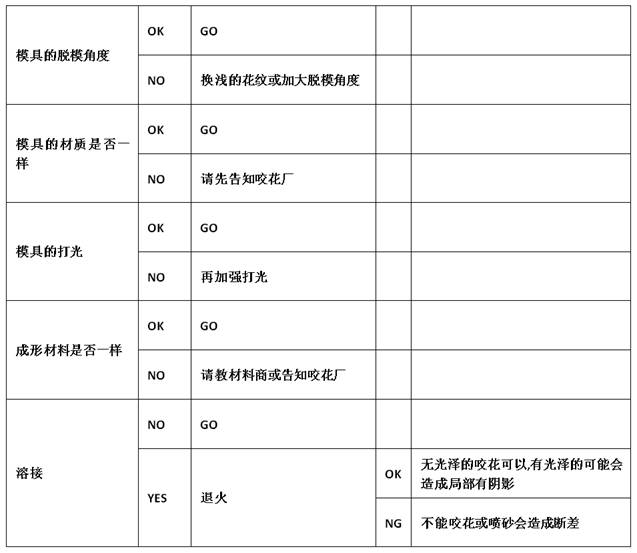
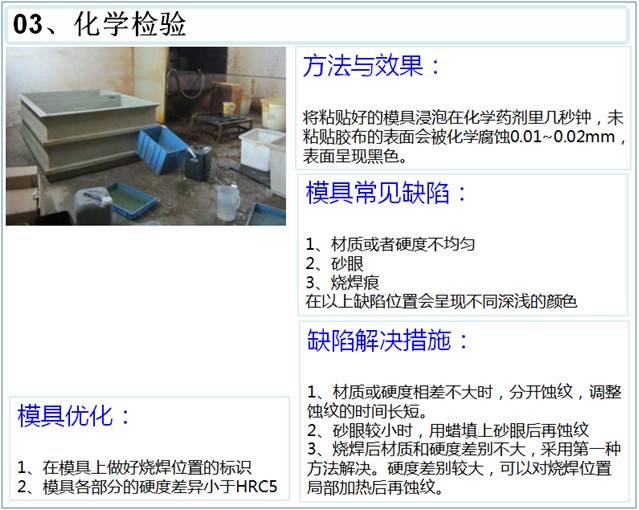
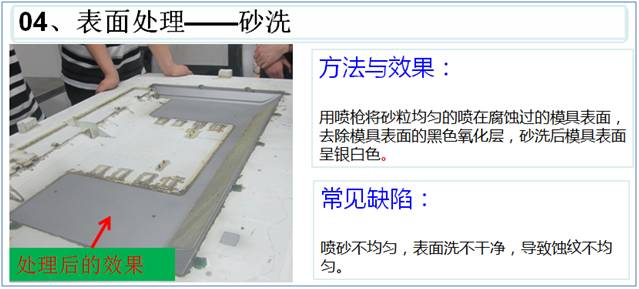
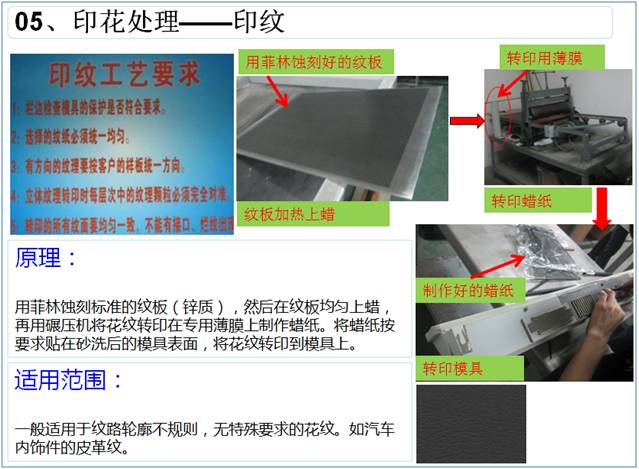
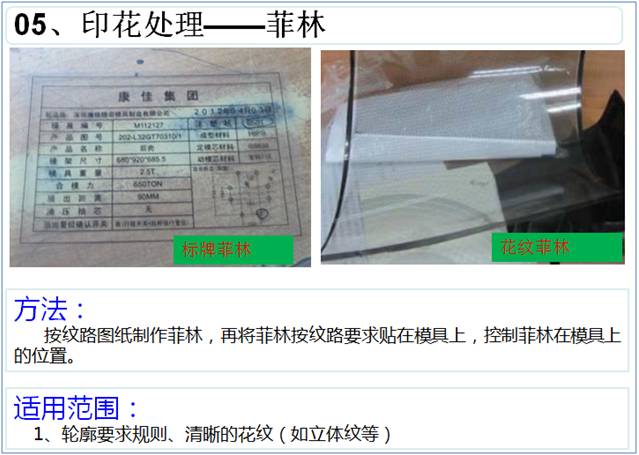
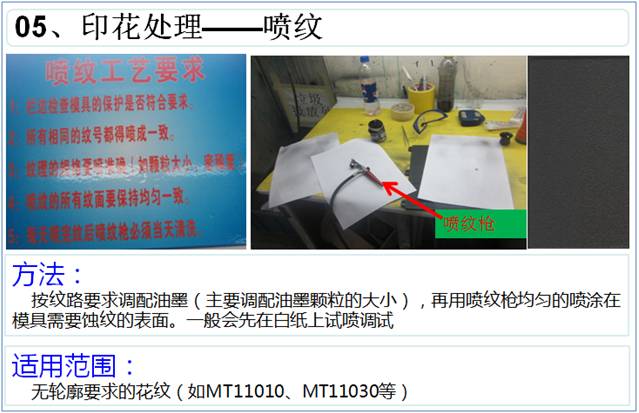
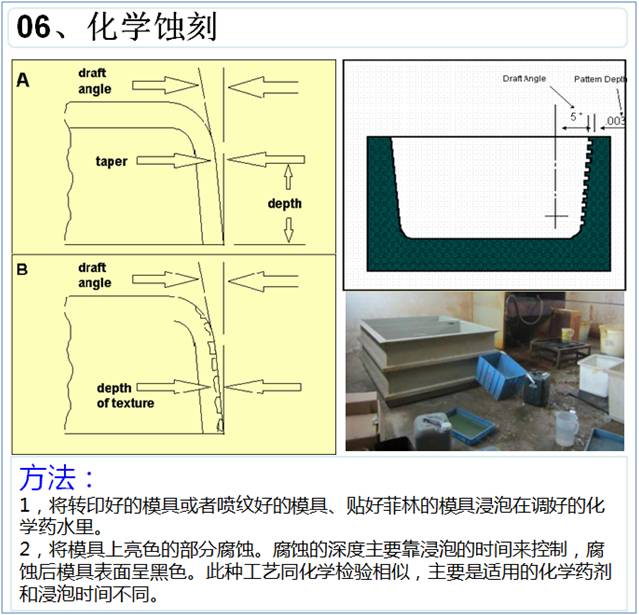
A,药水晒纹流程如下: 除油洗模→粘模→化学检验→表面处理→印花处理→修花处理→化学蚀刻→表面处理→QC→防锈处理→包装(点击以下图片可放大)
到这里基本完成,后续就是检查,防锈处理与包装
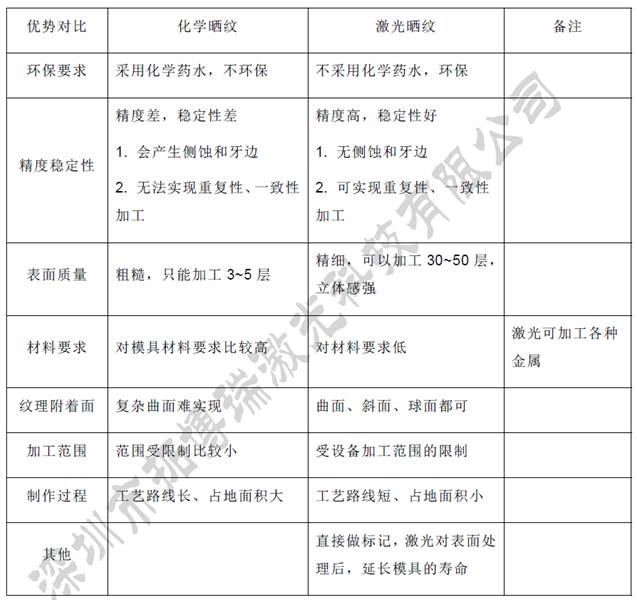
B,激光晒纹加工流程如下: 除油洗模→制图→打样→激光加工→光泽处理→QC→防锈处理→包装 激光蚀刻法是利用激光对模具金属表面进行蚀刻的原理,对模具表面进行蚀纹加工而得到的各种各样的效果。 具体流程就不贴图了,这个跟五金件激光镭雕字符加工方法相同。 下面为药水晒纹与激光晒纹的优劣对比:
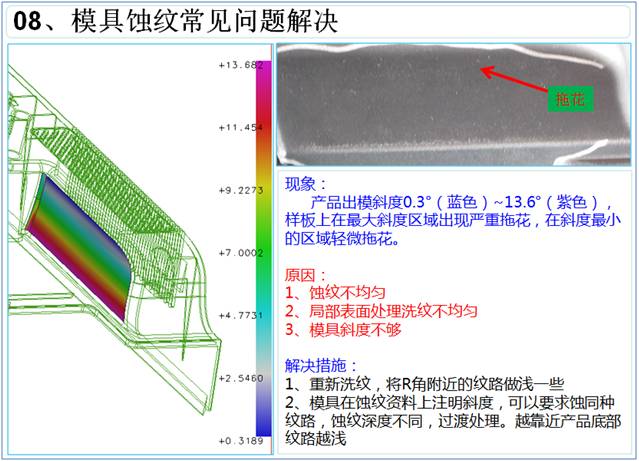
【六】晒纹后常出现的问题及解决方案 问题: 模具经过咬花以后由于型腔表面变的粗糙,最容易出现的问题有拉模、粘前模。在某些地方,由于拔模角原本较小,经过咬花后拔模斜度会变的更小,甚至出现负向的拔模角而造成拉模,在顶出的时候,由于脱模不顺,常常出现顶白现象,给零件的外观造成很大的影响。 解决方案: 解决模具拉模问题,可通过打磨咬花面,减少咬花深度,消除咬花造成的锐角以使脱模顺利。在实际生产当中,由于很难通过调机来解决脱模问题,通常都是在咬花面上打上脱模剂来生产。模具方面,可通过加大拉模面处的拔模斜度,增加顶针的方法来改善。 【结语】晒纹对产品设计有那些要求 1,晒纹深度或者高度越大,则产品拔模角度越大,常规蚀纹产品设计要求拔模在5-8度之间。 2,如产品有亮物区分,则需要设计美工线或者凹凸台阶来区分,防止蚀纹连接处有锯齿状,影响外观。 3,最浅的晒纹咬花深度是2umm,最深的晒纹咬花是3mm,可根据视觉效果与触感而定。 4,晒纹的效果与模具的材料有着密切关联,可根据第四点模具材料选择用做设计参考。 5,晒纹加工周期,普通的火花纹,时间一般在1.5-2天。横纹,竖纹,圆纹,时间一般是3-4天。 棱形纹,钻石纹,皮纹,深度较深,时间最少数5天。 特别鸣谢! 夏鼎精密-夏总 提供纹板以及技术支持! 需要联系方式可在公众号界面咨询 文章转载自结构弹设计公众号,作者一木友人,如有错误欢迎在下方留言吐槽批评。 以上部分图片素材均来自网络,部分信息来自网络,原作者不同意可删 关于更多的CMF材质工艺,不妨关注11月底在广州的2017国际CMF设计大会,15万+的覆盖人群,500+的论坛规模,100+全球CMF领袖精英,一起打开设计新思路。 -- END --返回搜狐,查看更多 |



【本文地址】
今日新闻 |
推荐新闻 |