錾削的基本知识与加工方法!高级钳工必备技能! |
您所在的位置:网站首页 › 锯削的操作方法有几种 › 錾削的基本知识与加工方法!高级钳工必备技能! |
錾削的基本知识与加工方法!高级钳工必备技能!
|
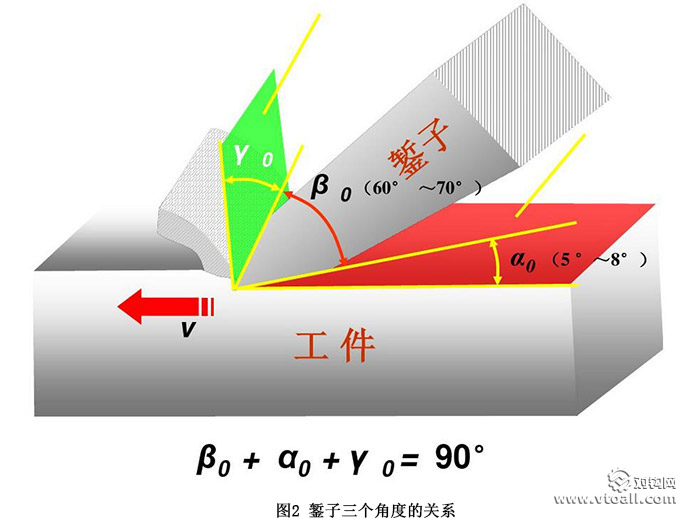
②后角α0:后角与切削平面所夹的锐角。后角的大小决定了切入深度及切削的难易程度。后角越大切入深度就越大切削越困难。反之切入就越浅,切削越容易,但切削效率低,后角为5°~8°较为适中。 ③前角γ0:前面与基面所夹的锐角。大小决定切屑变形的程度及切削的难易程度。由于γ0=90°-(α0+β0)因此楔角与后角确定之后前角也就确定下来了。
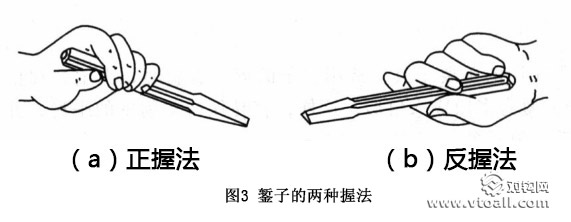
二、錾子和手锤的握法 1、錾子的握法 錾子的握法分为正握法和反握法。 正握法:手心向下,用中指、无名指握住錾子,小指自然合拢,食指和大拇指作自然伸直的松靠,錾子头部伸出约20mm。 反握法:手心向上,手指自然捏住錾子,手掌悬空。
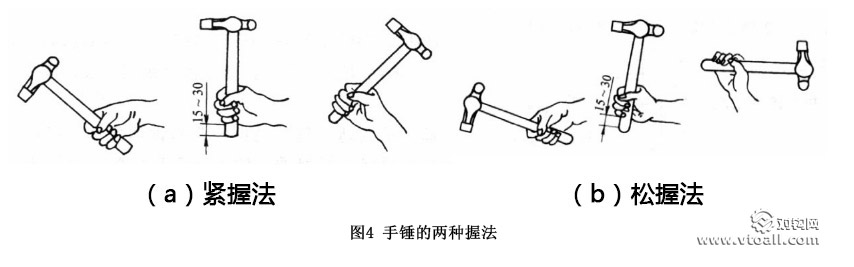
2、手锤的握法 手锤的握法分为紧握法和松握法。 (1)紧握法:用右手五指紧握锤柄,大拇指合在食指上,虎口对准锤头方向,木柄尾端露出15mm~30mm。在挥锤和锤击过程中五指始终紧握。 (2)松握法:只用大拇指和食指始终握紧锤柄。在挥锤时,小指、无名指、中指则依次放松;在锤击时,以相反的次序收拢握紧。这种握法的有点事锤击力大。
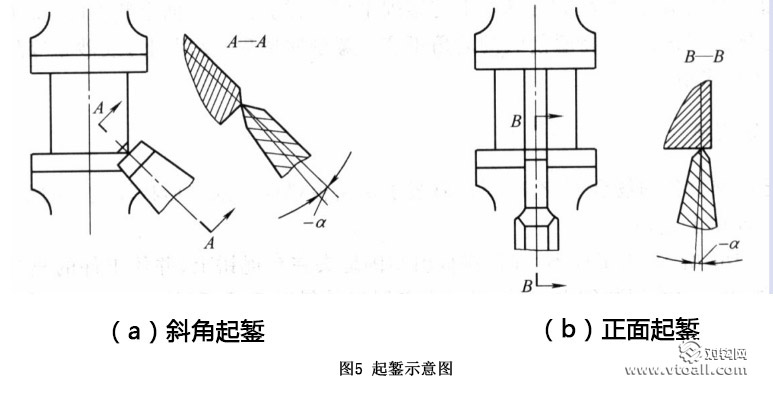
三、錾削三种加工的方法 1、錾削平面 錾削平面主要使用扁錾, 起錾时, 一般都应从工件的边缘尖角处着手, 称为斜角起錾, 如图5(a)所示。 从尖角处起錾时, 由于切削刃与工件的接触面小, 故阻力小, 只需轻敲, 錾子即能切入材料。当需要从工件的中间部位起錾时, 錾于的切削刃要抵紧起錾部位, 錾子头部向下倾斜, 使錾子与工件起錾端面基本垂直, 如图5(b)所示, 然后再轻敲錾子, 这样能够比较容易地完成起錾工作, 这种起錾方法叫做正面起錾。
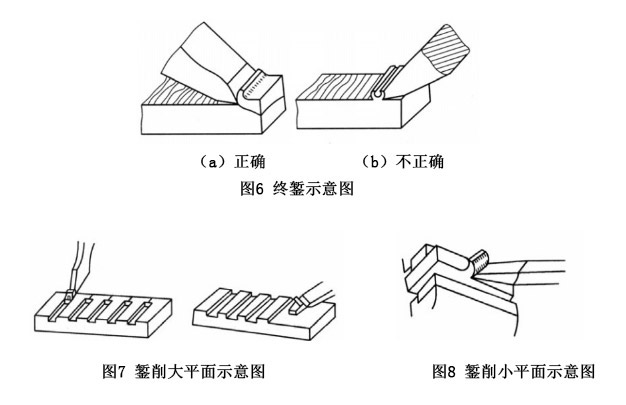
当錾削快到尽头时, 必须调头錾削余下的部分,否则极易使工件的边缘崩裂, 如图6所示。 当錾削大平面时, 一般应先用狭錾间隔开槽, 再用扁錾錾去剩余部分,如图7所示。錾削小平面时, 一般采用扁錾, 使切削刃与錾削方向倾斜一定角度, 如图8所示, 目的是錾子容易稳定住, 防止錾子左右晃动而使錾出的表面不平。
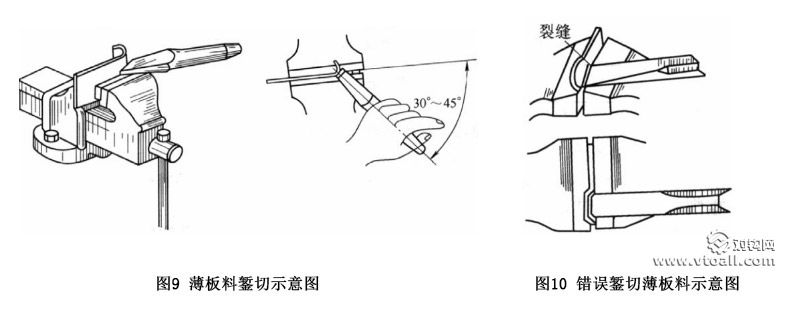
錾削余量一般为0.5mm~2mm。余量太小,錾子易滑出,而余量太大又使錾削太费力,且不易将工件表面錾平。 2、錾削板料 在没有剪切设备的情况下, 可用錾削的方法分割薄板料或薄板工件, 常见的有以下几种情况。 (1 )将薄板料牢固地夹持在台虎钳上, 錾切线与钳口平齐, 然后用扁錾沿着钳口并斜对着薄板料(约成45°)自右向左錾切, 如图9所示。 錾切时,錾子的刃口不能平对着薄板料錾切, 否则錾切时不仅费力, 而且由于薄板料的弹动和变形, 造成切断处产生不平整或撕裂, 形成废品。 图10所示为错误錾切薄板料的方法。
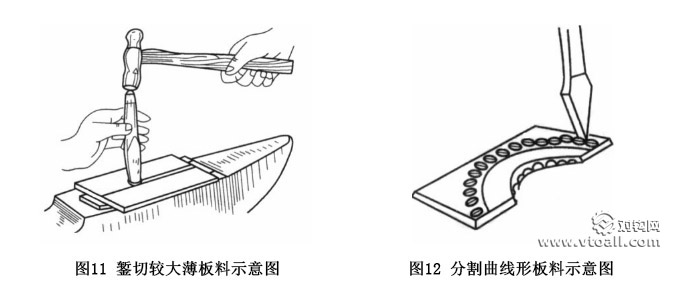
(2) 錾切较大薄板料时, 当薄板料不能在台虎钳上进行錾切时, 可用软钳铁垫在铁板或平板上, 然后从一面沿錾切线(必要时距錾切线2mm左右作加工余量) 进行錾切, 如图11所示。 (3) 錾切形状较为复杂的薄板工件时, 当工件轮廓线较复杂的时候, 为了减少工件变形, 一般先按轮廓线钻出密集的排孔, 然后利用扁錾、 尖錾逐步錾切, 如图12所示。
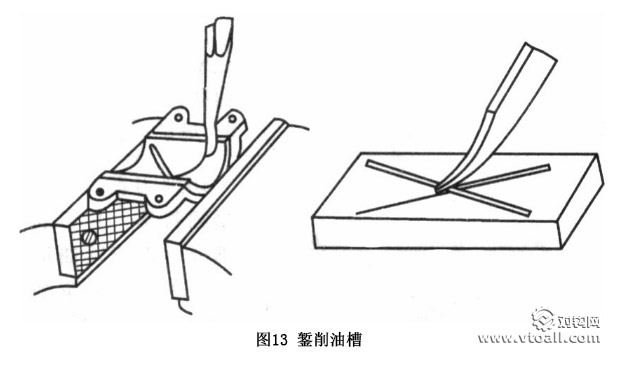
3、錾削油槽 錾削前首先根据图样上油槽的断面形状、 尺寸刃磨好油槽錾的切削部分, 同时在工件需錾削油槽部位划线。 錾削时, 如图13所示, 錾子的倾斜度需随着曲面而变动, 保持錾削时后角不变, 这样錾出的油槽光滑且深浅一致。 錾削结束后, 修光槽边的毛刺。
来源,转载请注明。 更多机加工干货知识请关注对钩网官方微信(微信号:vtoall)返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |