6061 |
您所在的位置:网站首页 › 铝板怎么弯圆弧形的 › 6061 |
6061
|
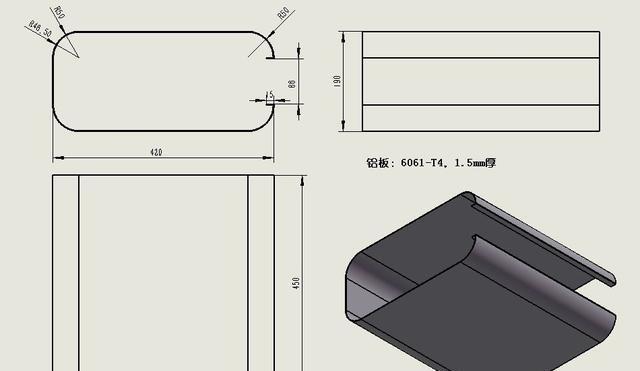
jhldjam(楼主): 材料为6061-T4铝板,厚度1.5 恳请哪位大哥去支招,多谢!
carlosliu: 先压口部的两个R50圆弧边,再压底部的两个R48.5,最后再折15的边。3套单工序模具 jhldjam(楼主): 多谢! 四个角 外R 都是50,内r 是48.5,板厚1.5。问题是这种 AL6061-T4的铝板弹性太大, 吃不准上下模放多大的R不会算。 另外,请问如果下模贴一层聚胺酯对于R角精度的调节会不会有帮助(受上模的压力控制)? guwq0724: 飬飬R/T*K: 1>R/T=48.5/1.5=32.33 2>KС tiancaiashuai: 这种可以做成型材吧,那样的话就没必要折弯啦 guwq0724: 没有辣么大的型材吧? tiancaiashuai: 这个倒是真不清楚了,我们这个铝型材宽度在350左右,不到400 guwq0724: 产品较大,工程搞起。 1>剪板机开料 2>两端直角L折,左右共用 3>两端弧形V折,左右共用 4>中间U形预折,弧形补正 5>中间U形折弯,弧形补正 jhldjam(楼主): 预折和折弯用同一付模吗?还是两付?如果是这样,其实第2步可能也要预折吧? 那就太麻烦了啊! guwq0724: 楼主需要多用点心,看仔细了。两端弧形做成类似V折(单折有位置放回弹),左右共用一副模具。 预折跟折弯能放一块还需要叫预折吗? jhldjam(楼主): 哦,明白,谢谢!主要是这种牌号的铝板回弹太大了,R很难掌握。 但我想如果在下模贴一层聚胺酯(类似桌毯的那种),通过调整上模行程能不能在较小的范围内控制R角的精度? 这样是否可以将预折和折弯两道工序并一道,也省去一付模? guwq0724: 这个牌号的铝板回弹太大?那是相对于铝材来讲滴。 相同条件下,铝材是常用材料最软的,回弹最小的。 guwq0724: 楼主多去看书,读书,查资料。量产不建议用软模。 回弹理想状态由R/T*K决定: 1>R/T=48.5/1.5=32.33 2>铝材较软,K值相应较小 综上数据,按部就班, 做好细节,绝无问题。 发布于:江西 |
【本文地址】