热轧棒材表面加工缺陷的产生及控制 |
您所在的位置:网站首页 › 钢材是怎么加工出来的图片 › 热轧棒材表面加工缺陷的产生及控制 |
热轧棒材表面加工缺陷的产生及控制
|
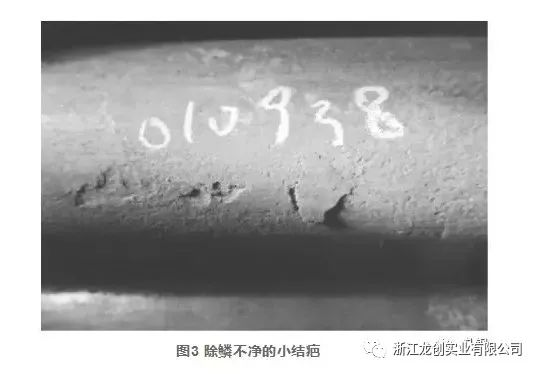
棒材结疤缺陷的产生与铸坯原始表面质量、轧制操作、轧后头尾剪切及设备状态等密切相关。结疤缺陷虽然形态各异,但相对于裂纹、折叠等隐性缺陷,属于较为直观的缺陷,易于分析和定位其产生环节。 图3所示的小结疤缺陷是在涡流探伤后发现的,回查当时的生产条件发现:该批钢材因除鳞水碱度过高,造成除鳞喷嘴堵塞,除鳞效果不佳,表面氧化铁皮残留较多,一些粘连在钢坯表面的氧化铁皮轧后即在钢材表面出现不连续的小结疤[2];此外,还会造成大量的麻坑缺陷。因此,保证除鳞水水质、定期清理和维护喷嘴可减少该类缺陷。
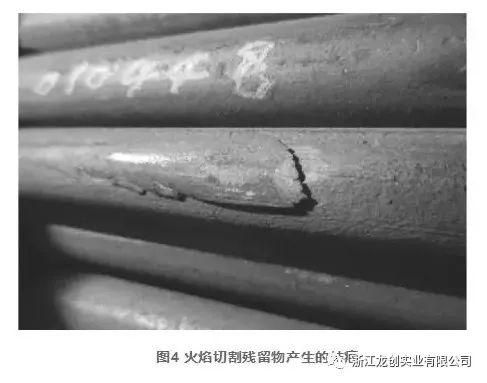
图4所示结疤缺陷多产生在钢坯头尾部,是连铸坯火焰切割产生的火切残余物在轧制过程中粘附在钢材头尾部位,进行头尾剪切时未完全切净产生的。因此,连铸坯分定尺切割时需保证切割质量,尽量减少残留物。使用助燃剂等补充火焰切割枪的熔断能力、轧后适当增加切头尾长度是控制此类缺陷的有效措施。
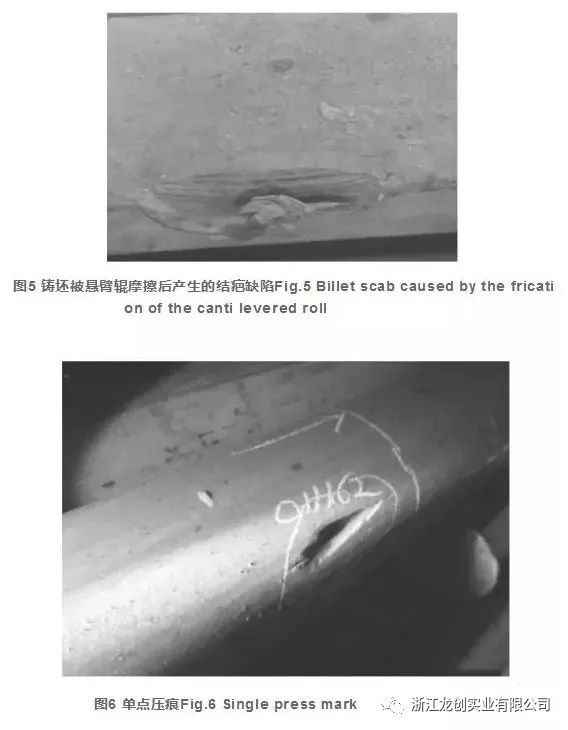
图5所示坯料的角部磨损产生于连轧厂加热炉内。连轧厂加热炉为端进侧出步进梁式加热炉,出炉采用固定于炉墙探入炉内的悬臂辊方式出炉,出炉操作步骤为动梁带料抬起、向前运动、动梁下降(钢坯放置在悬臂辊上)、转动悬臂辊出炉。定梁高度与悬臂辊上辊沿平齐,如装料过密或者钢坯偏斜,则转动悬臂辊出炉前一支钢坯时,后一支钢坯的下表面也被悬臂辊辊沿反复摩擦,出现如图5所示的坯料损伤,后续轧制即出现大片结疤缺陷。 图6所示的压入型单点深坑,也可归为结疤类缺陷,这种缺陷多产生于钢材近头部位置。连轧厂轧机的前6架粗轧机为平立交替箱方型孔型系统,入口采用滑动导卫,轧件顺利咬入和稳定轧制而不发生扭转依赖于入口导卫和上辊环之间的夹持力,因此入口导卫与上辊环间距应与前架次轧件尺寸一致。轧件出平轧机后头部上扬、平立轧机轧制线对中不好、入口导卫过高都会导致在咬入瞬间坯料头部被轧机辊环辗起铁角子,粘附在轧件表面,在后续生产中继续轧制、脱落后即会造成这种缺陷。在生产中,尤其是变换钢种和坯型时,适当调整滑动导卫的高度、规范粗轧道次轧件尺寸可以减少这种缺陷。
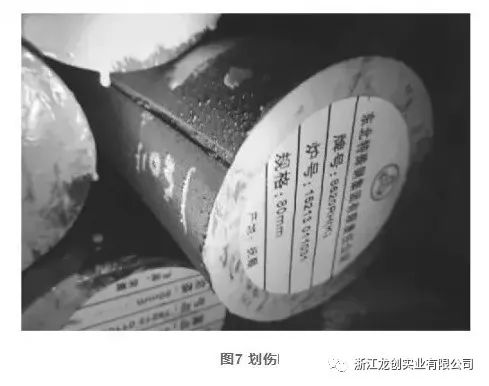
2.3划伤 钢材表面划伤完全是一种加工缺陷,划伤漏检可能造成用户使用过程中的表面开裂,尤其是用户冷镦使用时危害更大,往往造成批量性废品。 其主要产生于钢材轧后的输送辊道及通道侧壁部位。由于辊道轴承抱死、铁皮等异物卡死导致辊道停止转动,通道侧壁立辊调整不当或连接处突出,这些不动的硬点与运动着的红热钢材相接触即产生划伤,这种划伤往往较浅,如图7所示;另外还有一种较为严重的划伤,是产生于轧机入口导卫夹板及出口导管处,由于导卫导管安装或对中不当,钢材经过时产生划伤。要杜绝划伤需要从设备定检维护、报警装置使用、轧钢工定期对轧机导卫巡检等方面入手。
2.4辊伤 辊伤产生于有缺陷的旋转部件处,可能是轧机轧辊、滚动导卫辊、通道地辊、通道侧立辊、矫直辊等处。辊伤的最主要特征是在棒材的长度方向上呈规律性分布,缺陷以固定的长度周期出现,图8为典型的矫直辊伤。
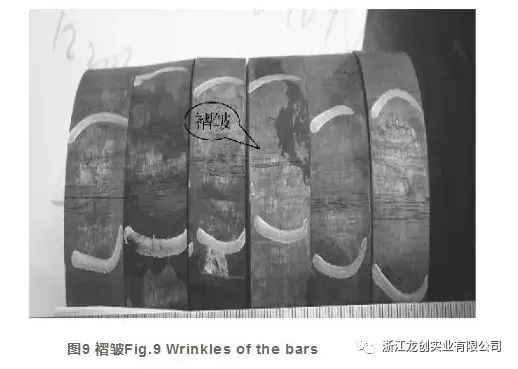
发生堆钢事故后要对轧辊和导卫辊表面进行确认,查看是否粘附着铁皮;对于变形抗力较大的高合金品种应切除头部,避免头部冷却快产生的硬点损伤轧辊,轧后应检查轧辊表面是否存在硬伤凹坑;轧后勤取小样,小规格材取小样的长度应适当加长,酸洗后勤检查可以及时发现辊伤,根据辊伤分布规律及时找出产生的位置,可以减少辊伤废品量。 2.5其他表面缺陷 2.5.1褶皱 褶皱缺陷表现为钢材表面纵向多条堆积状缺陷,深度不等,见图9。在成品钢材上多与成品孔型的辊缝位置相对应,褶皱与孔型的使用状况及孔型结构与轧制变形有关,轻微的褶皱不会对钢材的使用产生不良影响,严重的褶皱缺陷同裂纹等一样深入钢材表面,形成严重缺陷,漏检后会影响客户使用。
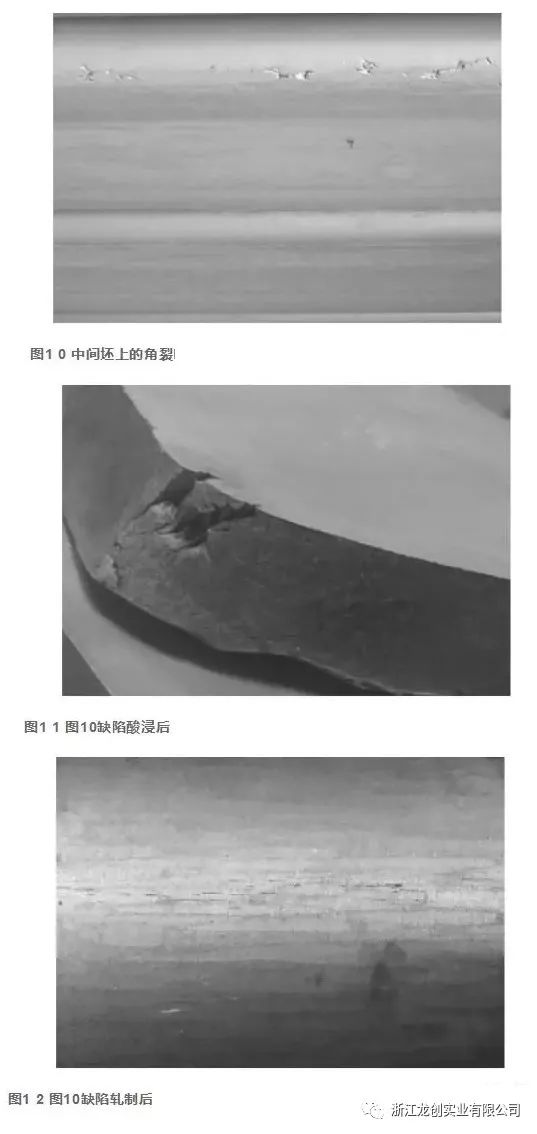
文献[3]通过金相缺陷分析及有限元模拟技术指出:褶皱是在棒材轧制的初期形成的,是一种再结晶现象,模拟结果显示温度和变形能等级是控制表面缺陷形成的最重要参数,通过改变孔型,限定变形能可以减少不稳定性。这个结论与抚钢连轧厂生产实际相吻合,轧制头几道次的孔型越不光洁,轧材表面褶皱的程度越重;轧制初期孔型越光洁,轧材表面褶皱程度越轻。 因此控制孔型的使用寿命、过钢量、合理的孔型设计是解决热轧棒材表面褶皱缺陷的主要手段。 2.5.2中间坯料角裂 在连轧生产环节中,连铸坯加热工艺制度对轧材表面质量有重要的影响;生产过程发现的另外一种较为典型的缺陷如图10~图12所示,缺陷的产生与加热工艺相关。加热时预热段温度与钢坯热状态不匹配,易使原始晶粒粗大塑性差的钢坯产生裂纹。
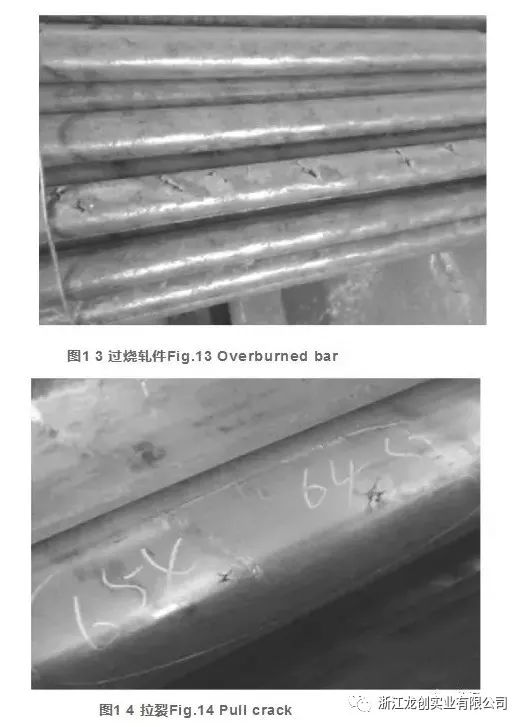
对于冷坯加热的情形,因为存在铁素体/渗碳体→奥氏体转变,该转变将导致铸坯表面产生拉应力,故在该相变温度附近不能过快加热(加热速率不高于4℃/min),否则就容易产生表面裂纹。对于铸坯热送热装的情形,由于在表面和内部可能同时存在两个相反的相变过程(铁素体/渗碳体奥氏体转变),这使得铸坯表面的应力状态更为复杂,因而更易产生表面裂纹。只有当入炉温度远离相变温度范围,才能有效避免表面裂纹的产生。对于热送钢种,应避开裂纹敏感温度区间进行装炉,即不高于600℃装炉。 2.5.3过烧、拉裂 高合金工具钢、高碳钢对加热温度较为敏感,易出现过烧裂纹,钢材表面表现为横向裂口,裂口边缘粗大、有氧化色,见图13、图14。严重者甚至在轧制中即断为几节,严格来讲应属于一种轧制质量事故。通过制定合理加热工艺制度、轧机主线出现故障时候及时调整加热温度可以减少过烧及低温拉裂事故。
|

 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】
今日新闻 |
推荐新闻 |