内孔的加工方法及相应的精度级别和粗糙度范围大合集 |
您所在的位置:网站首页 › 粗糙度aarh › 内孔的加工方法及相应的精度级别和粗糙度范围大合集 |
内孔的加工方法及相应的精度级别和粗糙度范围大合集
|
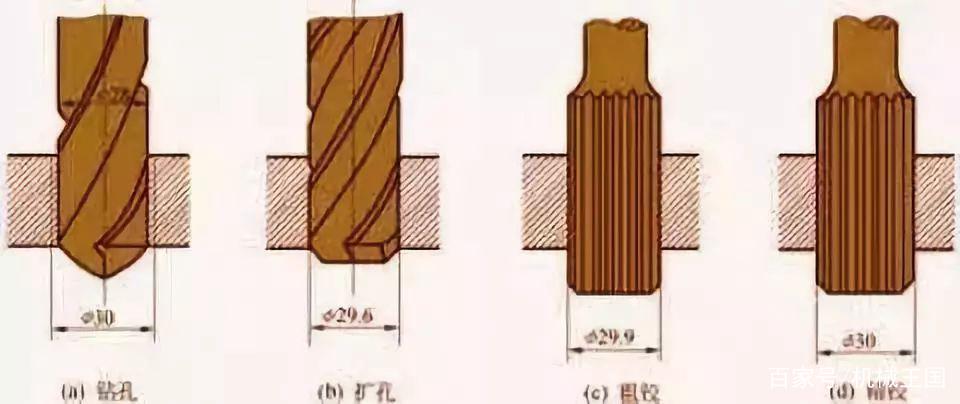
二、铰孔 铰孔是孔的精加工方法之一,在生产中应用很广。对于较小的孔,相对于内圆磨削及精镗而言,铰孔是一种较为经济实用的加工方法。 1. 铰刀 铰刀一般分为手用铰刀及机用铰刀两种。手用铰刀柄部为直柄,工作部分较长,导向作用较好,手用铰刀有整体式和外径可调整式两种结构。机用铰刀有带柄的和套式的两种结构。铰刀不仅可加工圆形孔,也可用锥度铰刀加工锥孔。 2. 铰孔工艺及其应用 铰孔余量对铰孔质量的影响很大,余量太大,铰刀的负荷大,切削刃很快被磨钝,不易获得光洁的镜面加工表面,尺寸公差也不易保证;余量太小,不能去掉上工序留下的刀痕,自然也就没有改善孔加工质量的作用。一般粗铰余量取为0.35~0.15mm,精铰取为 01.5~0.05mm。 铰孔时必须用适当的切削液进行冷却、润滑和清洗,以防止产生积屑瘤并及时清除切屑。与磨孔和镗孔相比,铰孔生产率高,容易保证孔的精度;但铰孔不能校正孔轴线的位置误差,孔的位置精度应由前工序保证。铰孔不宜加工阶梯孔和盲孔。 铰孔尺寸精度一般为 IT9~IT7级,表面粗糙度Ra一般为 3.2~0.8 μm。对于中等尺寸、精度要求较高的孔(例如IT7级精度孔),钻—扩—铰工艺是生产中常用的典型加工方案。 想要达到镜面加工效果,可以在内孔成型之后使用豪克能进行镜面加工,提升光洁度度,代替磨削。
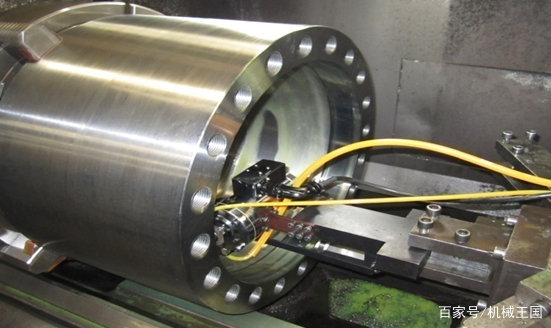
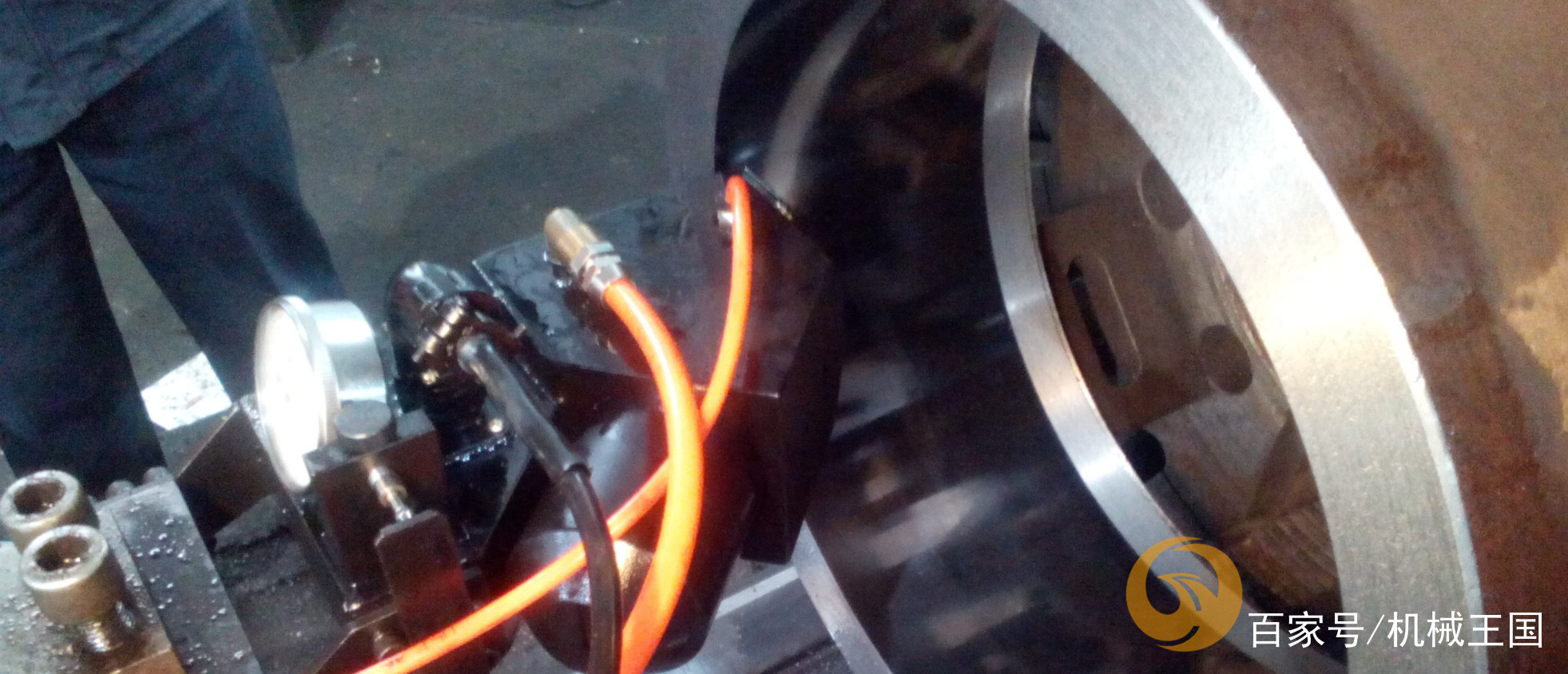
豪克能镜面加工设备 超声滚压内孔 三、镗孔 镗孔是在预制孔上用切削刀具使之扩大的一种加工方法,镗孔工作既可以在镗床上进行,也可以在车床上进行。 1. 镗孔方式 镗孔有三种不同的加工方式。 (1)工件旋转,刀具作进给运动 在车床上镗孔大都属于这种镗孔方式。这种镗孔方式适于加工与外圆表面有同轴度要求的孔。
(2)刀具旋转,工件作进给运动 镗床主轴带动镗刀旋转,工作台带动工件作进给运动。 (3)刀具旋转并作进给运动 采用这种镗孔方式镗孔,镗杆的悬伸长度是变化的,镗杆的受力 变形也是变化的,靠近主轴箱处的孔径大,远离主轴箱处的孔径小,形成锥孔。此外,镗杆悬伸长度增大,主轴因自重引起的弯曲变形也增大,被加工孔轴线将产生相应的弯曲。这种镗孔方式只适于加工较短的孔。 2. 金刚镗 与一般镗孔相比,金刚镗的特点是背吃刀量小,进给量小,切削速度高,它可以获得很高的加工精度(IT7~IT6)和很光洁的表面(Ra为 0.4~0.05 μm)。金刚镗最初用金刚石镗刀加工,现在普遍采用硬质合金、CBN和人造金刚石刀具加工。主要用于加工有色金属工件,也可用于加工铸铁件和钢件。 金刚镗常用的切削用量为:背吃刀量预镗为 0.2~0.6mm,终镗为0.1mm ;进给量为 0.01~0.14mm/r ;切削速度加工铸铁时为100~250m/min ,加工钢时为150~300m/min ,加工有色金属时为 300~2000m/min。 为了保证金刚镗能达到较高的加工精度和表面质量,所用机床(金刚镗床)须具有较高的几何精度和刚度,机床主轴支承常用精密的角接触球轴承或静压滑动轴承,高速旋转零件须经精确平衡;此外,进给机构的运动必须十分平稳,保证工作台能做平稳低速进给运动。 金刚镗的加工质量好,生产效率高,在大批大量生产中被广泛用于精密孔的最终加工,如发动机气缸孔、活塞销孔、机床主轴箱上的主轴孔等。 3. 镗刀 镗刀可分为单刃镗刀和双刃镗刀。 4. 镗孔的工艺特点及应用范围 镗孔和钻—扩—铰工艺相比,孔径尺寸不受刀具尺寸的限制,且镗孔具有较强的误差修正能力,可通过多次走刀来修正原孔轴线偏斜误差,而且能使所镗孔与定位表面保持较高的位置精度。 镗孔和车外圆相比,由于刀杆系统的刚性差、变形大,散热排屑条件不好,工件和刀具的热变形比较大,镗孔的加工质量和生产效率都不如车外圆高。 综上分析可知, 镗孔的加工范围广,可加工各种不同尺寸和不同精度等级的孔,对于孔径较大、尺寸和位置精度要求较高的孔和孔系,镗孔几乎是唯一的加工方法。镗孔的加工精度为 IT9~IT7级。镗孔可以在镗床、车床、铣床等机床上进行,具有机动灵活的优点,生产中应用十分广泛。在大批大量生产中,为提高镗孔效率,常使用镗模。 四、珩磨孔 1. 珩磨原理及珩磨头 珩磨是利用带有磨条(油石)的珩磨头对孔进行光整加工的方法。 珩磨轨迹的交叉角与珩磨头的往复速度及圆周速度有关, 角的大小影响珩磨的加工质量及效率。为了便于排出破碎的磨粒和切屑,降低切削温度,提高加工质量,珩磨时应使用充足的切削液。 珩磨头磨条的径向伸缩调整有手动、气动和液压等多种结构形式。 2. 珩磨的工艺特点及应用范围 1)珩磨能获得较高的尺寸精度和形状精度,加工精度为 IT7~IT6 级,孔的圆度和圆柱度误差可控制在 的范围之内,但珩磨不能提高被加工孔的位置精度。 2)珩磨能获得较高的表面质量,表面粗糙度Ra为 0.2~0.25μm ,表层金属的变质缺陷层深度极微2.5~25μm。 3)与磨削速度相比,珩磨头的圆周速度虽不高(vc=16~60m/min),但由于砂条与工件的接触面积大,往复速度相对较高(va=8~20m/min),所以珩磨仍有较高的生产率。 豪克能超声滚压可以代替珩磨提升光洁度到Ra0.2的效果,加工效率和适用范围远远超过珩磨工艺,另外还提高材料的硬度和耐磨性。
五、拉孔 1. 拉削与拉刀 拉孔是一种高生产率的精加工方法,它是用特制的拉刀在拉床上进行的。拉床分卧式拉床和立式拉床两种,以卧式拉床最为常见。 拉削时拉刀只作低速直线运动(主运动)。拉刀同时工作的齿数一般应不少于3个,否则拉刀 工作不平稳,容易在工件表面产生环状波纹。为了避免产生过大的拉削力而使拉刀断裂,拉刀工作时,同时工作刀齿数一般不应超过6~8个。 2. 拉孔的工艺特征及应用范围 1)拉刀是多刃刀具,在一次拉削行程中就能顺序完成孔的粗加工、精加工和光整加工工作,生产效率高。 2)拉孔精度主要取决于拉刀的精度,在通常条件下,拉孔精度可达 IT9~IT7,表面粗糙度Ra可达 6.3~1.6 μm。 3)拉孔时,工件以被加工孔自身定位(拉刀前导部就是工件的定位元件),拉孔不易保证 孔与其它表面的相互位置精度;对于那些内外圆表面具有同轴度要求的回转体零件的加工,往往都是先拉孔,然后以孔为定位基准加工其它表面。 4)拉刀不仅能加工圆孔,而且还可以加工成形孔,花键孔。 5)拉刀是定尺寸刀具,形状复杂,价格昂贵,不适合于加工大孔。 拉孔常用在大批大量生产中加工孔径为 Ф10~80mm 、孔深不超过孔径5倍的中小零件上的通孔。 豪克能加工效果 内孔镜面加工效果
免责声明:本文系网络转载,版权归原作者所有。如涉及版权,请联系删除!返回搜狐,查看更多 |

【本文地址】