【图文教程+视频详解】如何分模制作复杂的碳纤维管 |
您所在的位置:网站首页 › 碳纤维胶怎么用视频教程 › 【图文教程+视频详解】如何分模制作复杂的碳纤维管 |
【图文教程+视频详解】如何分模制作复杂的碳纤维管
|
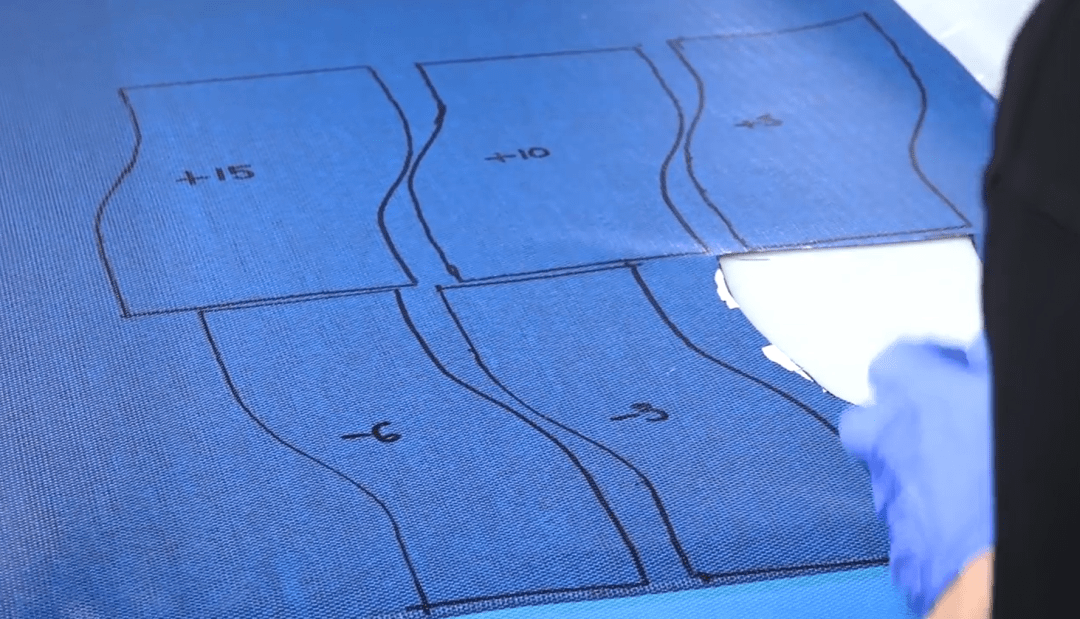
为了获得预浸料切割成的大致形状,将遮蔽胶带贴到分体模具的内表面上。去除遮蔽胶带,然后将其定位在预浸料上。因为模板还不准确,所以需将它向各个方向延伸了大约 1 厘米。 然后将上面切割下来的预浸料层压到模具中。使它完全贴合到位,切掉多余的预浸料,使其与模具的分模线齐平。 将切割下来的碳纤维的边角料放回背纸上,以便创建精确的模板,从而可以准确地将预浸料贴合到模具中。该模板可以保留以备将来使用。 2. 预浸料裁切
将预浸料压到分模模具中时,必须预留搭接区使预浸料在分模线上继续延伸,避免在该连接处出现薄弱点。如果没有重叠任何加强件,组件的两半会相互分开! 在分模线上延续的预浸料层称为搭接区,这些搭接部分本身通过使它们具有不同的尺寸而交错排列(即逐渐增大)。在本教程中,搭接区分别是 5 mm、10 mm和 15 mm。 为了尽量保持管子周围的壁厚一致,管子另一半的相应位置的预浸料应该向内渐变变窄(本教程渐变-3mm、-6mm)。然而,为了保留一定的重叠,这个较短边上的预浸料实际上比以完美对接的方式相交时略大(本视频的搭接区分别为5mm、7mm、9mm)。 3. 预浸料铺贴 预浸料按顺序层压到分体模具中。
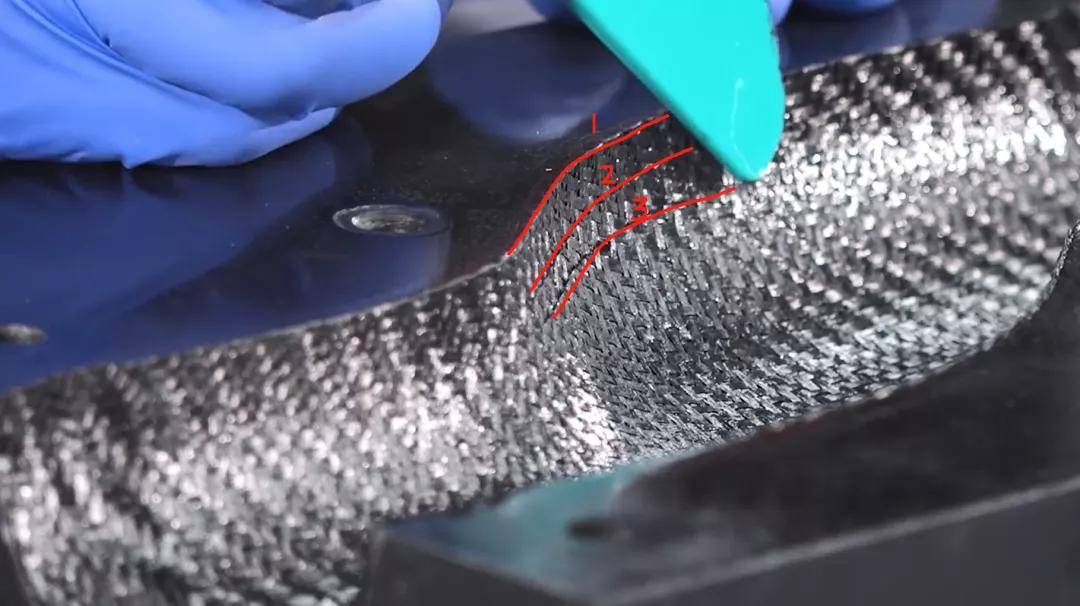
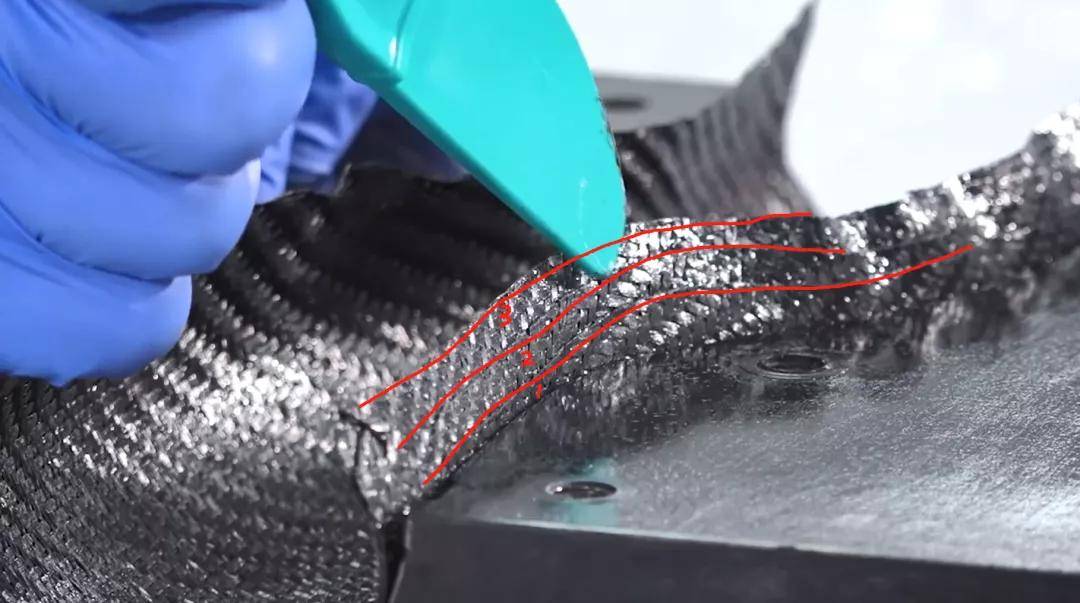
贴的第一层最大,逐渐变短 返回到分体模具的第一面(其中已经铺贴了按尺寸切割的第一层预浸料),将两个较短的预浸料铺贴到这一半中,按顺序逐渐变短(先铺贴渐变-3mm,然后铺贴-6mm的)以匹配延伸侧逐渐变长的重叠。
贴的第一层最小,逐渐变大 要铺贴的第一层具有最小的延伸部分 (5mm),旨在与分体模具另一侧的按尺寸切割的第一层预浸料略微重叠。接下来铺贴搭接区为 10 mm和 15 mm的预浸料。 4. 铺设尼龙风管
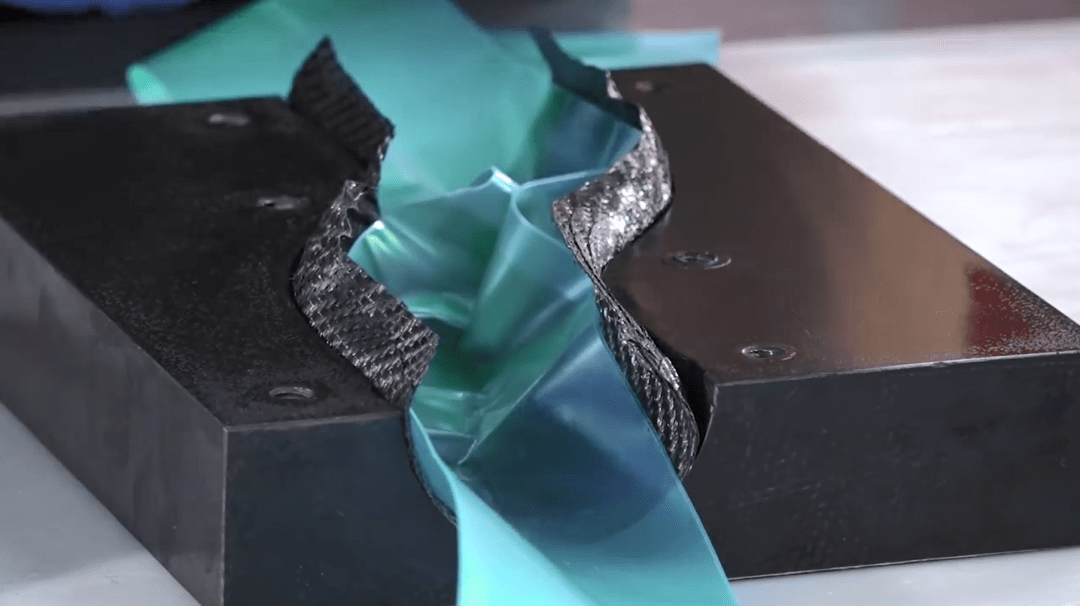
本教程中的真空袋压使用的是尼龙风管。这包括将尼龙风管穿过中间管对开模具,然后将该管连接到模具外部的外部真空袋上。 视频使用的尼龙风管类型是自带离型功能的(也称离型风管),宽度为 100 mm。 放入尼龙风管后,搭接区预浸料向内压,然后将模具的两半小心地对接到一起,并且在合膜时注意观察搭接区位置,避免夹模。 5. 完成真空袋
首先,分体模具的外部包裹在透气毡中,以提供气流路径,并防止模具上的任何尖锐的物体意外刺破真空袋。
接下来,整个模具将被一个大的真空袋膜包围。原理是尼龙风管会在真空袋膜的中间形成一个“隧道”。当抽真空时,它将从真空袋膜内部拉出,将真空袋膜吸到模具的外侧,将尼龙风管吸到管子的内侧。 为了在真空袋膜中形成这个“隧道”,使用一些密封胶条将尼龙风管的外部密封到真空袋的内部。
然后使用真空泵在真空袋上抽真空。进行仔细检查以确保真空袋完全密封且无泄漏。 6. 烤箱固化
然后将部件转移到烘箱中进行固化。固话温度和时间需要遵循预浸料的使用说明,以获得性能最佳的制品。 7. 取出制品
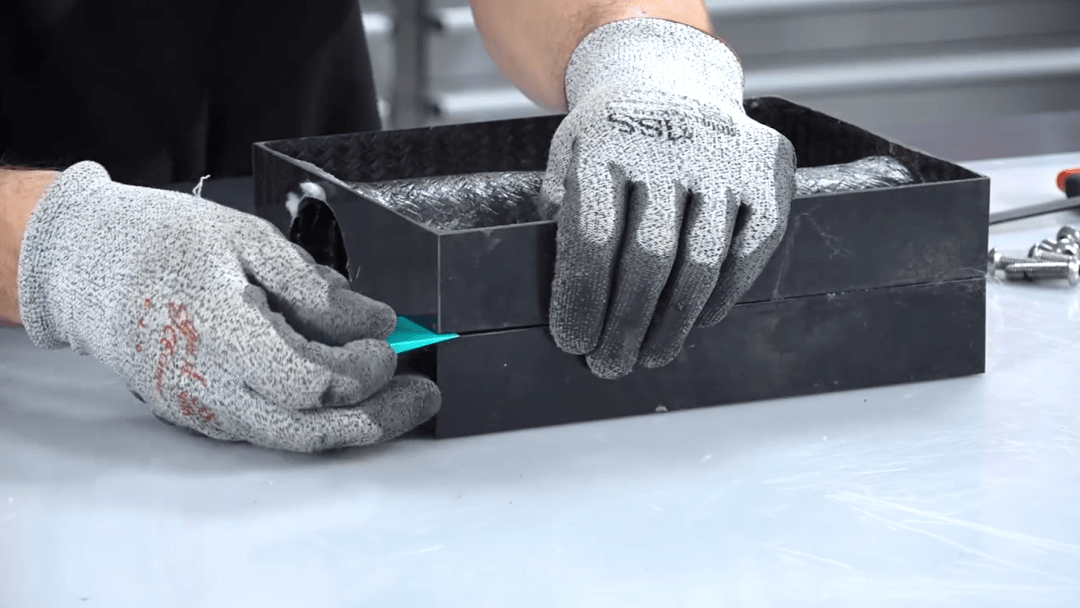
固化完成后,将产品从烘箱中取出,去除真空袋膜、透气毡等,然后用契子将模具分开,取出制品。 8. 产品后处理
将取出来的产品进行打磨或者喷漆,产品即完成初步!
完成的产品 本视频最后简单演示了下卷管工艺(此工艺后续也会详细介绍哦!)
卷管成型 Carbontech #碳工艺 | 在本视频教程中,我们详细介绍了如何使用带有内部真空袋的分模工艺层压和真空袋管状复合材料部件。该工艺可用于生产非直管形式,如碳纤维车把、皮划艇桨和感应管。它还可以用于非常复杂的管状结构,例如碳纤维自行车车架和悬挂叉臂。事实上,该视频旨在更详细地了解我们的视频教程中使用的层压方法和真空袋装原理,该教程关于如何制作碳纤维自行车车架。#碳纤维 @DT新材料 视频号 讲解视频 在接下来的一段时间里,复合材料前沿将持续介绍复合材料的成型工艺(每周更新一篇),期望可以让大家对复合材料的制作有一个全面的了解。 本文素材来源:Easy Composites ,由复合材料前沿翻译、修改及完善。本公众号已获得授权使用,视频及图片版权归原作者所有。返回搜狐,查看更多 |





【本文地址】