【算法设计与分析】流水作业调度问题 动态规划算法 |
您所在的位置:网站首页 › 流水作业调度问题例题详解答案 › 【算法设计与分析】流水作业调度问题 动态规划算法 |
【算法设计与分析】流水作业调度问题 动态规划算法
|
题目描述
“加工顺序问题”又被称为“批处理作业调度问题”。 设有n个工件需要在机器M1和M2上加工,每个工件的加工顺序都是先在M1上加工,然后在M2上加工。t1j,t2j分别表示工件j在M1,M2上所需的加工时间(j=1,2,···,n) 问:应如何在两机器上安排生产,使得第一个工件从在M1上加工开始到最后一个工件在M2上加工完所需的总加工时间最短?关于此(类)问题的回溯法求解被作为经典案例在很多教材或参考文献中出现,现要求设计求解此问题的动态规划算法。 请用数学语言对“加工顺序问题”加以抽象,在此基础上给出动态规划求解该问题的递归公式。要求对所给公式中的符号意义加以详细说明,并简述算法求解步骤。用一种你熟悉的程序设计语言加以实现。 动态规划思路流水作业调度问题要求确定这n个作业的最优加工顺序,使得从第一个作业在机器M1上开始加工,到最后一个作业在机器M2上加工完成所需的时间最少。 直观上,一个最优调度应使机器M1没有空闲时间,且机器M2的空闲时间最少。在一般情况下,机器M2上会有机器空闲和作业积压两种情况。 设全部作业的集合为N={1,2,...,n},S⊆N,S是N的一个子集。在一般情况下,机器M1开始加工S中作业时,机器M2还在加工其他作业,要等时间t后才可利用。这种情况下,完成S中作业所需的最短时间记为T(S,t),流水作业调度问题的最优值为T(N,0) 因为公式手写比较方便,所以暂时使用手写,待转电子版。 递归计算最优值 由流水作业最优子结构的性质可知,全部作业集合N的最优调度时间T(N,0)计算方式如下: 注意:作业i是从全部作业集合中任意抽取的,作业i被作为第一个加工的作业。
上述递归函数的更详细的解释如下图: 脑洞大开过程↓ 一开始,我想模仿矩阵连乘问题求解,用二维数组表示被加工的工件,横坐标表示工件的起点,纵坐标表示工件的终点。但是发现本问题中的工件不连续(5个工件就有32种不同的组合),无法用二维数组表示。 既然工件组合不连续,我又考虑模仿0-1背包问题的解法求解。0-1背包是建立一个二维数组,横坐标是背包的容量,纵坐标是可以装入的物品编号。然后从装入物品编号为0开始,将将背包容量从0开始,一点一点扩大,计算能装入的最大的物品价值。当可装入的物品编号为总物品个数的情况下,当背包容量达到实际容量时,能装入物品的最大价值就是整个问题的最优解。 但是流水作业调度问题和背包问题差别仍然很大。 1、交换0-1背包问题的放入顺序,最优解仍然是最优解,而交换流水作业的加工顺序,最优解可能就不是最优了。 2、0-1背包息壤得到装入的最大价值;流水作业希望得有最少的加工时间。 于是放弃模仿0-1背包问题。 考虑后发现,流水线作业调度问题具有两个特点: 1、子问题的工件不连续,可跳跃 2、一般情况下,交换两个工件的加工顺序后,总加工时间会改变。 又受到某五子棋人机对战算法的启发(此处省略五子棋算法),具体是将每种赢的状态用0和1表示出来(整个棋盘二维数组上只有5个连续的1,其余全是0,可以表示其中一种赢的状态)。 类比可得,本流水线调度问题也可以用0和1表示所有可能的工件集合(每一个工件被加工或不被加工的状态)。 比如说有5个工件,每一个工件都可能被加工或不被加工,因此共有2^5=32种状态(组合方式) 又考虑到在每种状态下,如果想要求最小加工时间,还要知道该状态下机器M2上的等待时间。于是建立一个类JiHe,实例化为JiHe[32],里面设置minTime[]属性,存储在当前组合方式下,等待时间为数组下标时的最短加工时间。 这样,就成功的存储了子问题的最优解。求解顺序就是:从加工零个工件开始填写minTime[],一直到加工完所有工件。 代码思路+详细运行过程首先,我们假设有5个工件待加工,分别为:J0,J1,J2,J3,J4,J5。 它们在两个机器上加工时间如下: 3、自底向上,计算每个状态的最短时间 先计算0个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间再计算1个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间 …最后计算5个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间而5个工件被加工时,等待时间为0时的最短加工时间即为整个流水作业调度问题的解。 初始状态下,数组值都为0↓ 最后将此时间输出即可。 测试用例注意:使用时,要在代码的宏定义中修改工件总数NUM,手动计算并填写POWNUM = 2^NUM 如下图所示,工件总数为6,2^6=64,因此宏定义NUM=6 POWNUM=64 2 5 7 3 6 2 4 7 6 9 8 2 输出1 最短时间:35 输入2 2 5 4 2 3 3 6 1 1 7 输出2 最短时间:19 运行效果
工件总数根据宏定义可变,需要在运行前,填写宏定义的NUM POWNUM 各个工件在机器上的加工时间在运行时由用户录入 #include #include #include #define NUM 5 //工件总数 #define POWNUM 32 //2^NUM 状态总数 using namespace std; //2 5 7 3 6 2 4 7 6 9 8 2 //答案:35 //2 5 4 2 3 3 6 1 1 7 //答案:19 class JiHe { public: int a[NUM]; //1:被加工 0:不被加工 int num; //当前状态下 被加工的工件个数 int minTime[100]; //数组下标是等待时间t }; class GongJian { public: int t1; //该工件在 M1 上加工需要的时间 int t2; //该工件在 M2 上加工需要的时间 }; GongJian gongjian[NUM]; JiHe jihe[POWNUM]; //寻找最小时间的递归函数 int findMinTime(JiHe jihe, int t) { if (jihe.num == 0) //集合中无元素时 等待时间就是加工时间 { return t; } int i; int curMinTime; int mintime = 1000; //初始化巨大值 JiHe withoutI = jihe; for (i = 0; i |
 证明最优子结构性质
证明最优子结构性质
 推广到一般情形下,便有递归函数:
推广到一般情形下,便有递归函数:  max{t-ai,0} 这一项是由于:在作业i完成M1上的加工,该转到M2上加工的时候,M2的状态可能是空闲/占用。
max{t-ai,0} 这一项是由于:在作业i完成M1上的加工,该转到M2上加工的时候,M2的状态可能是空闲/占用。 为了便于理解,手动走一下递归↓(更完整的手动递归过程,见页面最下附录)
为了便于理解,手动走一下递归↓(更完整的手动递归过程,见页面最下附录)  然后就是代码了。关于如何存储求解的小问题,避免重复运算,下面是思考过程。
然后就是代码了。关于如何存储求解的小问题,避免重复运算,下面是思考过程。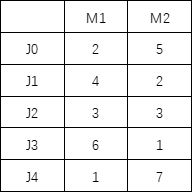 1、定义一个类GongJian,记录每个工件两个加工步骤分别需要的时间(程序运行时用户输入)。
1、定义一个类GongJian,记录每个工件两个加工步骤分别需要的时间(程序运行时用户输入)。  输入时间后
输入时间后  2、定义一个类JiHe,表示一种状态(组合方式),表示有哪些工件被加工。
2、定义一个类JiHe,表示一种状态(组合方式),表示有哪些工件被加工。 用类似于二进制加一的方式,填写所有可能的工件组合。比如,5个工件有2^5=32种组合方式。
用类似于二进制加一的方式,填写所有可能的工件组合。比如,5个工件有2^5=32种组合方式。  之后遍历32种工件组合JiHe[32],把每种组合下,被加工的总工件个数保存在jihe[i].num中,此操作便于后续根据总工件个数(0,1,2,3,4,5),按顺序进行自底向上计算。
之后遍历32种工件组合JiHe[32],把每种组合下,被加工的总工件个数保存在jihe[i].num中,此操作便于后续根据总工件个数(0,1,2,3,4,5),按顺序进行自底向上计算。 以下为逐步调试过程:
以下为逐步调试过程: 0个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间↓
0个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间↓  1个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间↓
1个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间↓  2个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间↓
2个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间↓  3个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间↓
3个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间↓  4个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间↓
4个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间↓  5个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间(至此,全部计算完成)↓
5个工件被加工时,等待时间为0,1,2,3,…,100时的最短加工时间(至此,全部计算完成)↓  此时,jihe[31].minTime[0]存放的就是加工完全部工件所需的最短时间,也就是在加工5个工件,且M2等待时间为0时,加工所需要的最短时间(最优解)。
此时,jihe[31].minTime[0]存放的就是加工完全部工件所需的最短时间,也就是在加工5个工件,且M2等待时间为0时,加工所需要的最短时间(最优解)。 输入1
输入1
【本文地址】
今日新闻 |
推荐新闻 |