爱·分享 |
您所在的位置:网站首页 › 氧化锆烧结升温曲线图片 › 爱·分享 |
爱·分享
|
二、排版加工
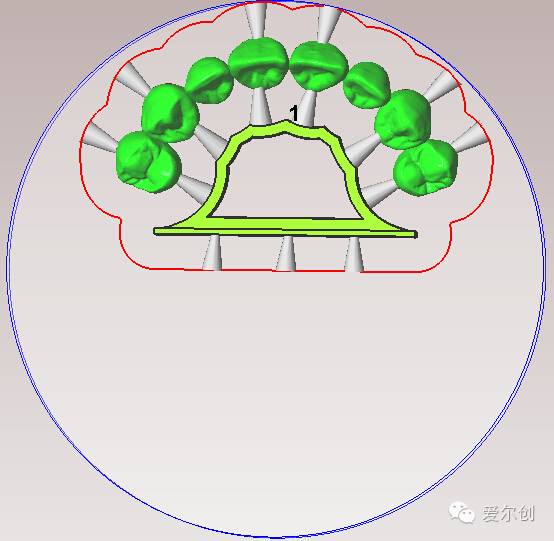
1、排版时支撑杆应对称放置,尽量放置在牙冠颈1/3~中1/3之间; 2、桥体上尽量都安放支撑杆,尽量不要放在连接体部分; 3、添加舌侧加强杆(舌侧加强杆厚度建议2mm左右),舌侧加强杆设计方式如下图:
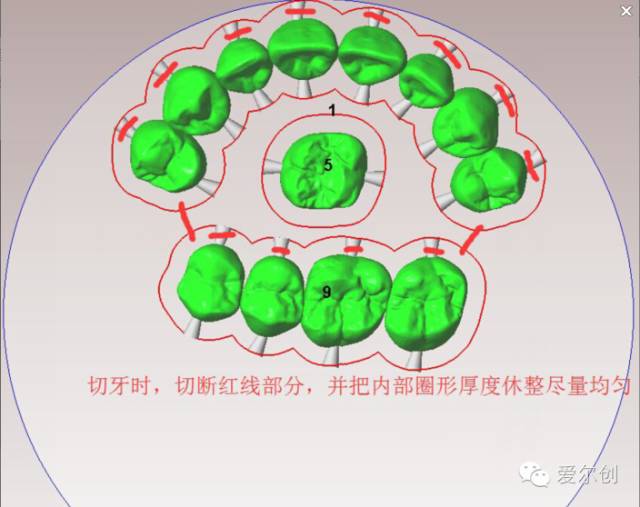
软件不支持自动添加舌侧加强板,可通过排牙等手动修整舌侧马蹄形加强板(休整的厚度应尽量均匀,控制在2mm左右);
4、可自行选择是否添加牙合 面烧结杆,一般添加舌侧加强杆就不需要添加牙合面烧结杆;
5、检查车针使用情况,长桥加工最好更换新车针,校正设备后加工; 6、牙桥由瓷块上取下时只需切除牙桥唇颊侧和横杆外侧支撑杆,切除支撑杆时需小心操作,每次切除量不要超过0.5mm,以防切除过程中牙桥断裂或内部产生隐裂纹,建议支撑杆切除顺序依次为牙冠唇颊侧支撑杆、桥体唇颊侧支撑杆、横杆外侧支撑杆;
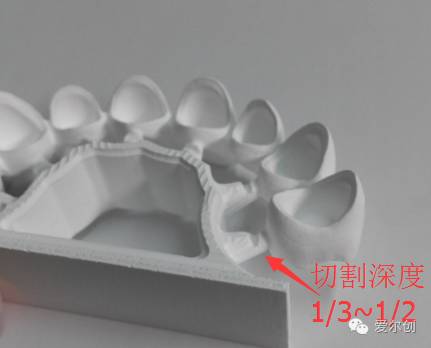
7、牙桥舌侧支撑杆可选择性切除部分支撑杆直径的1/2-1/3深度,且由牙桥颈部开始切除。
三、内染色
1、根据临床要求进行染色,建议使用涂刷方法染色;
2、染色前提前30~60分钟取出染色液冷却至室温再进行染色; 3、染色后牙桥需烘干60分钟以上,且牙桥烘干温度90℃;烘干完毕之后应等牙冠表面温度冷却至室温再放置于坩埚烧结。 四、烧结
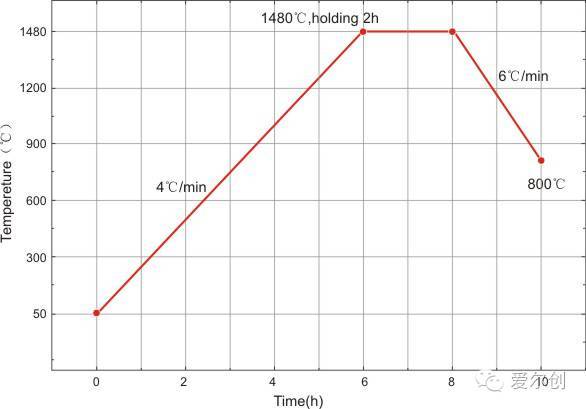
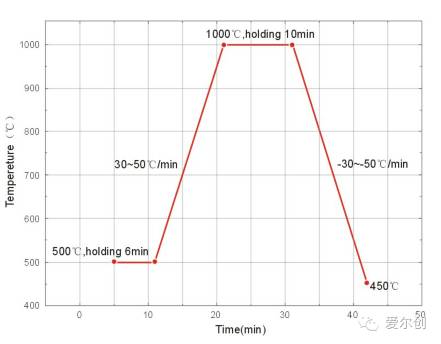
1、曲线设置,根据不同炉子对应不同参数设置:
如图:
2、烧结时,应竖向放置在坩埚或坩埚盖上,此方法放置可大大减少牙合龈向变形;
3、烧结完成应在炉温低于200℃情况下取出牙冠。 五、舌侧加强杆切除
使用高速喷水手机,逐个磨除牙桥舌侧与舌侧加强杆间的支撑杆,注意轻压逐步磨除;尽量避免打磨至局部发热情况。 六、修形态调咬合
1、使用高速手机或慢速手机氧化锆专用打磨工具进行形态修整和咬合、邻接调整; 2、打磨时注意单向、轻压打磨,以防打磨过程中产生隐裂; 3、开牙缝的时候注意是要以点切方式而不是直接切割的方式,使用专用开缝工具轻轻处理即可,尽量减少开缝的打磨量; 4、全冠打磨后建议用50微米(270目)高纯度氧化铝砂,在2-2.5Bar(0.2-0.25mpa)下进行喷砂处理,喷砂作用为:清洁、恢复材料强度(有实验数据证明在此条件下对氧化锆强度有很好的恢复提升),同时该工序也便于后续染色上釉; 5、内冠打磨后建议使用烤瓷炉对牙冠进行热处理,以减少牙冠表面单斜相含量提高强度,同时增加锆瓷结合力。热处理温度曲线图如下:
七、上瓷/外染上釉
1、上瓷上釉升温速率不宜过快,建议45~65℃/min; 2、进烤瓷炉次数尽量控制在3次以内,频繁烧结容易导致隐裂; 3、炉温冷却应降温至低于200℃以下方可拿出。 以上分享的就是氧化锆制作长桥需注意的一些要点,当然,不同的患者有不同的情况,定制化的修复就是要根据患者的特点做适合的修复,这不仅是体现在美学方面,安全舒适也是义齿修复首要考虑的因素之一,不同的材料选择和工艺精细度很大程度上决定了修复体的最终的效果。
特别声明:本文属于爱尔创原创作品,未经许可,不得摘取或盗用其中内容,侵权必究!返回搜狐,查看更多 |












【本文地址】
今日新闻 |
推荐新闻 |