塑料焊接的8大工艺 |
您所在的位置:网站首页 › 气焊有哪些设备 › 塑料焊接的8大工艺 |
塑料焊接的8大工艺
|
根据塑料化学成分、性态及温度作用,其通常分为两大类:热塑性塑料和热固性塑料,塑料的焊接其实就是指热塑性塑料的焊接。随着绿色环保理念在全球工业生产中的贯彻,国内“国五”正式转入“国六”以及生产成本控制方面的考虑,塑料作为一种性能优异的可再生非金属材料,被日益广泛地应用在各行业的零部件设计、制造上,传统的金属部件越来越多地被拥有同样工作性能的塑料部件替代,尤其是在汽车轻量化解决方案上,塑料的应用是设计师们所需要考量的,同时对塑料零件之间的焊接连接技术和焊接质量也提出了更高的要求,对于塑料的焊接主要有很多工艺方法,本文就这几种方法做个简单介绍。
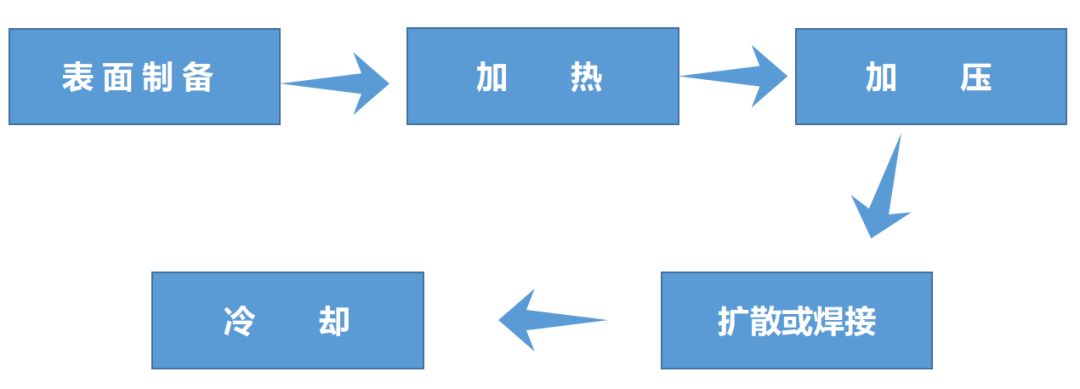
一、塑料焊接步骤 热塑性塑料的焊接通常分五步进行:
①表面制备,表面制备非常重要,因为大部分模压成形的塑料制品其表面均有一层脱模剂或污物,必须清理干净,才能使焊接顺利进行。
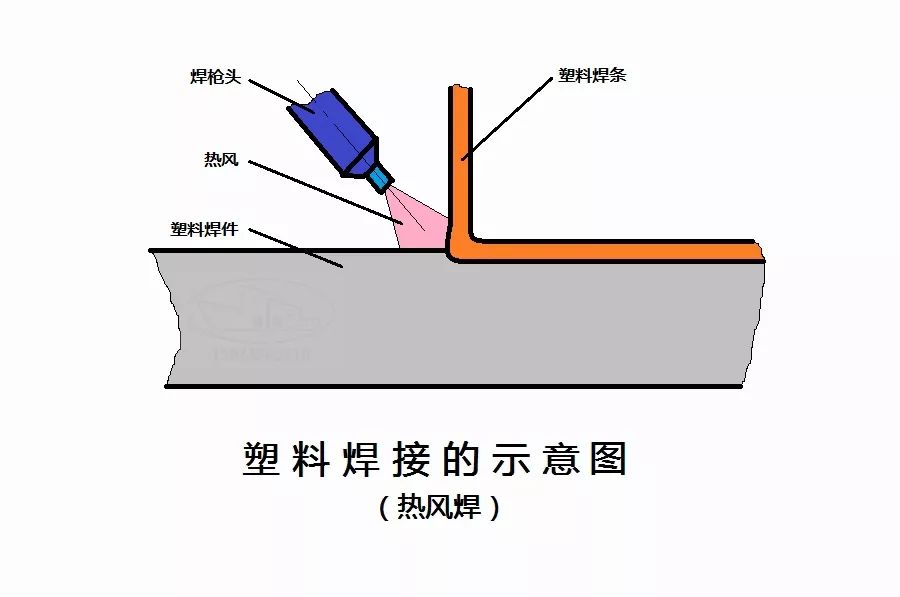
③加压,施加压力的方式有:手工加压、压力机加压、自动夹具加压等。焊接时通常同时进行压花。 ④扩散或焊接,液体与液体界面经建立,扩散就立即进;对于结晶或半结晶材料扩散几乎是瞬时完成的;对于非结晶材料,如果加热温度是稍高于熔点,则扩散时间会很长。 ⑤冷却,塑料焊接最后一步是焊件冷却和接头凝固。在塑料焊接接头没有达到足够支撑整个焊件的强度和刚度之前,必须一直维持焊接压力。 二、塑料焊接方法 1、热气焊 热气焊是利用焊枪喷出的热空气或氮气对塑料焊件和塑料焊条进行加热,使焊条填充到连接部位后加热连接表面,冷却后形成接头。热气焊在各种塑料焊接方法中,历史最长,应用最广,是“万能焊”。
焊接速度比较慢,需要焊枪、焊嘴、气源、填充焊条。其中焊条的截面形状有多种多样,常见是形状有圆形、矩形、绳形、D形、B形等,直径2~8mm。
热气焊有热气摆动焊、热气嵌入焊、热气搭接焊、热气挤塑焊。热气焊通常温度为200~400℃,流速15~70L/min。典型塑料品种热气焊的温度范围:PVC 210± ;PP 220±20;PMMA 250±10;PC 330±10;POM 230±10。具体准确温度要试焊测试后最终确定。 热风焊接视频源于网络 2、热工具焊 ①热工具焊是利用高温表加热连接面,使之充分软化,施加适当压力并夹紧,冷却后实现致密连接。 ②适用于热塑性材料,既可焊接塑料薄膜也可以焊接塑料厚板,连接速度快,一般在410s之间,接头强度高。接头附近可能存存应力。 ③主要焊接型材等塑料件,需要具有一定面积的加热工具,如电烙铁、接有加热元件及控制的钢板、钢管,需要适当夹具。
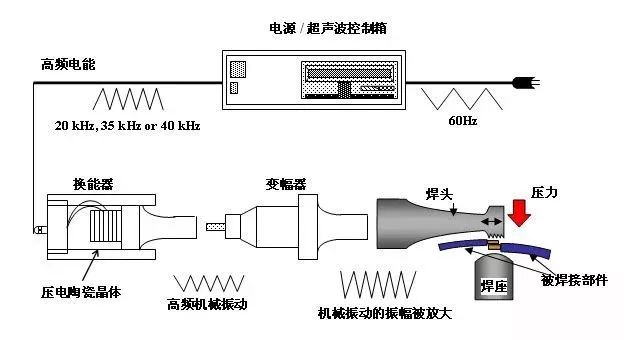
3、电阻植入焊 ①将导电的电阻材料放入焊接界面中,施加焊接压力并对电阻材料通过电流,将焊接界面上的塑料熔化,熔化的塑料相互润湿混台扩散,消除原来的宏观焊接界面形成焊缝,同时电阳材料被保存在最终的焊缝中。 ②电阻植入焊的设备简单,容易操作。需要一定功率的加热电源和植入电阻材料。 ③焊接接头残留电阻丝与塑料不相熔的材料,降低焊缝强度及耐腐蚀性。 4、超声波焊
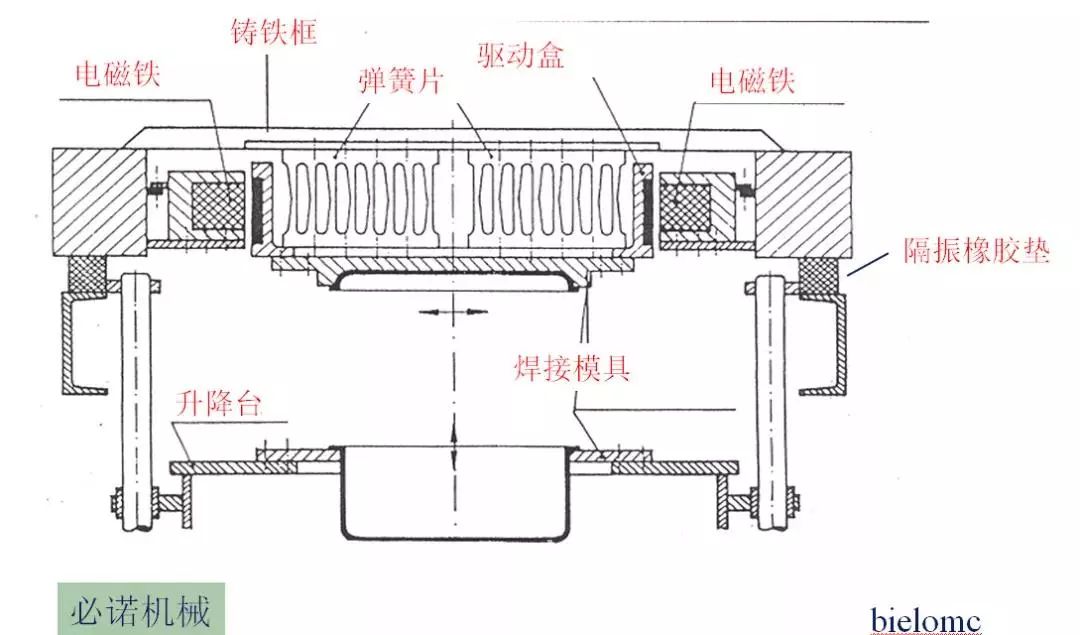
①超声波焊是超声波通过被连接件,压接触表面发生相互摩擦,产生的热量将工件表面熔化。实现连接。 ②适于热塑性材料,接头强度高,焊接速度快、自动化挂度高、焊缝美观。 ③焊件尺寸及形状受到限制,应用面较窄,需要超声波焊接没备和相应夹具。
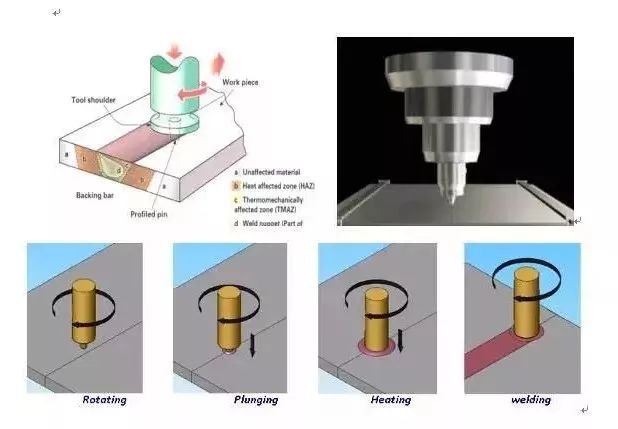
5、感应加热焊 ①感应加热焊是利用电磁场对金属插入件进行加热,插入件附近的塑料被加热软化,冷却后形成接头。 ②加热速度快母材受的影响较小。 ③接头中易产生内应力,耐蚀性变差,需要使用高频发生器、加热线圈、金属插入件等。 ④交变电磁场频率一般为3~10MHz。 6、摩擦焊 摩擦焊是利用连接表面相互摩擦生成的热量而实现连接的方法,摩擦焊包括三类:旋转摩擦焊、线性振动摩擦焊和搅拌摩擦焊。 ①旋转摩擦焊,被连接件以很高的速度旋转,同时在轴向施加一定的压两个连接表面相互摩擦,停止旋转时,被连接件冷却并形成焊缝。适合于连接硬塑性塑料,连接速很快,被连接件应接近圆柱形,需旋转装置才能施焊。
②线性振动焊摩擦焊,又称振动焊,采用0.5~5MPa的焊接压力将塔接好的焊件压紧,然后一侧的焊件在夹具的带动下以1mm左右的振幅,100~500Hz左右的频率,在平行于焊接界面的方向振动,焊接界面在摩擦和粘性切应力的作用下温度逐渐升高到塑料的熔点以上,熔融的塑料被挤出,振动停止,熔融的焊缝在压力下凝固。可以焊接超声波焊难以焊接的大型塑料焊件;被焊件形状受到限制;需要专用振动焊接设备。
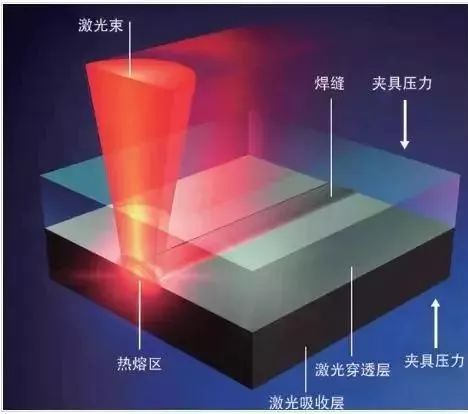
③搅拌摩擦焊,是利用轴待摩擦产生的热量使焊缝塑料进入塑性流动状态,并利用搅拌针搅拌焊缝进入塑性状态的材料,消除原来焊接界面并形成焊缝的焊接方法。只能用于热塑性塑料的焊搂,主要适用于大型厚板,接变形量小,设备原理简单,可靠性相对较高,适于批量生产以及焊接精度和外观质量相对较低场合。需要专用设备及复杂的工装夹具。 7、溶剂焊 ①溶剂焊是用溶剂软化非结晶型的热塑性塑料,当溶剂完全耗尽、蒸发时完成连接;它是通过被焊塑料的溶解而实现连接。 ②接头中含有一定量的母材成分时强度较高,溶剂应填满连接区域的空隙。这种方法不能用于PE、PP、氟塑料等。 ③接头强度可以达到母材的强度,所需焊接设备简易,操作十分简单,成本低。 ④焊接速度慢,需较长时间蒸发,有些溶剂有毒性,对人体有害,注意防护。 ⑤所用工具主要有:注射针、擦試工具、浸泡用容器等;夹持工具、干燥装置;溶剂回收装置等。 8、激光焊 最常用的激光焊接形式被称为激光透射焊接,首先将两个待焊接塑料零部件加压力夹在一起,然后将一束短波红外区的激光定向到待粘结的部位。激光束通过上层透光材料,然后被下层材料吸收,激光能量被吸收后转换为热能,由于两层材料被压在一起。热能从吸收层传导到透光层上,使得两层材料熔化并结合。
①激光焊接是利用材料在原子水平上将激光的光子能转化为热能的原理进行焊接的方法。激光光子能被塑科中大量的碳原子亚接吸收,塑料从表面开始熔化然后加压冷却形成焊缝。 ②其焊接速度快,焊接装置与塑料不接触,可焊接难以接近的部位。 ④常用激光功率一般为50W/mm²,常用激光器:CO2激光器;YAG激光器;二极管激光器;2μ激光器。 三、塑料焊接的应用 塑料焊接应用广泛,尤其是工艺,过程树脂降解少,产生碎屑少,焊接过程非接触,不会产生污染,相比其它连接方式所产生的机械应力和热应力小,因此特别适合于鼠标、移动电话、连接器件等加工精密的电子元器件,以及需要以更清洁的方式来熔接的复杂部件。下面是超声波焊接应用和应用的图片,收集的不是很全面,大家有相关案例图片的欢迎进群分享。
超声波焊接应用
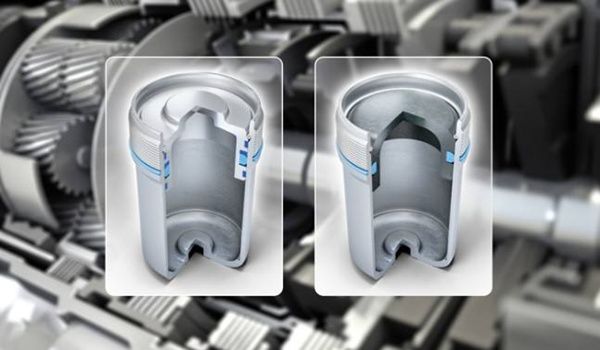
汽车燃油系统塑料零部件焊接 激光焊接
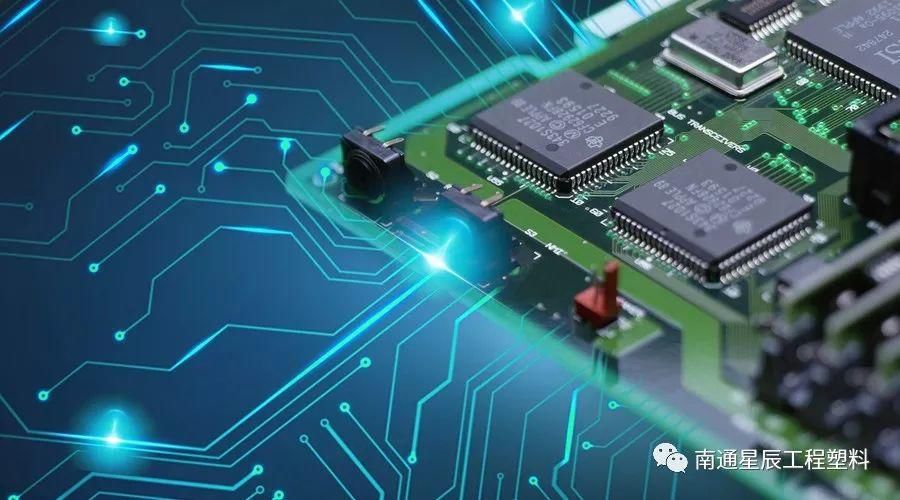
电子芯片的焊接 激光焊接
汽车仪表板塑料部件焊接 激光焊接
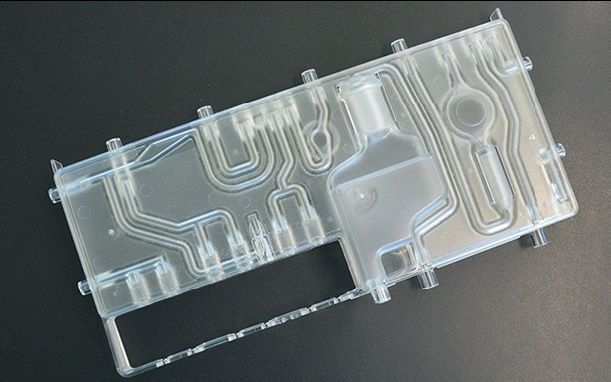
医疗行业的微控流部件焊接 激光焊接
汽车尾灯焊接 激光焊接
塑料激光焊接机样品 激光焊接
医疗上的注射针头焊接 激光焊接
车尾灯焊接 激光焊接
血液分析仪焊接 激光焊接 本文部分来源:知乎 威尔鼎王 欢迎加入激光焊接塑料讨论群,主要有汽车主机厂,改性塑料厂,助剂、医疗器械以及激光行业粉丝。 公司名称 职位 主营产品 比亚迪 工程师 塑料件 必能信超声上海 亚太业务经理 红外,激光等塑料焊接设备 莱丹塑料焊接技术 市场经理 塑料焊接设备及解决方案 广东顺德华焯机械科技 总经理 塑料激光焊接机 广东顺德华焯科技 总经理助理 塑料激光焊接机 广东顺德华焯机械科技 技术部长 塑料激光焊接设备 上海三束实业有限公司 经理 塑料激光焊接机 上海三束实业有限公司 销售 塑料激光焊接设备 北京蓝溪华兴光电科技 销售经理 半导体激光器系统 南京帝耐激光科技 市场总监 激光塑料焊接机 大族激光 副总监 激光设备 大族激光 副经理 特种激光设备 东莞首镭激光科技 副总 激光焊接、切割,激光镭雕 威克锐光电科技 总经理 激光塑料焊接 武汉锐科激光 行业经理 激光器 浙江久恒光电 分公司经理 激光塑料焊接 苏州富润泽激光科技 大客户总监 激光塑料焊接、微加工 苏州天弘激光股份 销售总监 激光设备 武汉锐科 半导体销售 激光器 苏州长光华芯光电技术 主管 半导体激光器 北京凯普林光电 副总经理 半导体,光纤和超快激光器 苏州迅镭激光科技 销售经理 激光切割 焊接 华工激光法利莱 产品线总经理 激光 上海一亭激光 采购经理 激光设备 乐普科(天津)光电 销售工程师 激光塑料焊接设备 镭射谷激光科技 销售工程师 激光打标焊接切割设备 华辰光电 总经理 激光器 武汉鸿镭激光科技 经理 激光切割、焊接、打标机 重庆嘉誉科技 经理 超声波焊接 常州名扬激光科技 销售经理 激光设备 上海瀚宇光纤通信技术 项目经理 激光焊接 激光雷达 泰德激光 经理 激光切割、打标、焊接 上海德甬塑料机械 总经理 德马格注塑机 新华鹏激光设备 业务总监 激光设备 华岳智能 产品经理 焊接系统与装备 杜肯超声波(常州) 应用工程师 塑料焊接设备 常州沃斯隆机电 总经理 自动化设备 卡门哈斯激光科技 销售经理 激光光学元件、元器件 上海井阳新材料科技 产品经理 激光焊接材料 武汉锐科 工程师 激光 威克锐光电 销售经理 激光塑料焊接机 QPClasers(波科激光) 研发总监 半导体激光器 镭兴科技有限公司 总经理 半导体激光器 深圳海维光电 经理 激光 英诺激光 技术副总监 激光器 大族激光 项目经理 激光塑料焊接 乐普科(天津)光电 销售经理 激光塑料焊接 深圳镭锐科技 产品总监 激光智能自动化 锐科激光 工艺工程师 激光光源 青岛自贸激光科技 经理 飞秒激光器 英诺激光科技股份 市场部经理 超快激光器 上海发那科机器人 工艺工程师 机器人,激光设备 苏州凯尔博精密机械 区域经理 塑料焊接设备 西安炬光科技股份 系统事业部经理 高功率激光系统类产品 臻博精密机械 经理 振动摩擦焊接机,激光焊接机 深圳轩玉科技 销售 自动化设备 安川合资公司凯尔达 销售总监 弧焊机器人 华岳智能装备 总经理 激光焊接装备 深圳市泰迡斯超声波设备 工程师 超声波设备 华工科技 总监 焊接设备 华工激光 工程师 激光设备 华工激光 区域总监 激光切割焊接解决方案 科思创聚合物(中国) 技术 改性塑料 宝理 应用主管 pps lcp pbt 东丽 担当 PPS Noveastern PQL 塑料 sabic 市场开发 盐酸、氢氟酸、氟硅酸 广州市聚赛龙工程塑料 市场研发总监 改性工程塑料 南京聚隆科技股份 项目工程师 汽车工程塑料PA 舒尔曼塑料(东莞) 应用工程师 BOPP 母料、工程塑料 吉林国玻汽车复合材料 研发中心 玻璃纤维及复合材料 上海普利特复合材料 研发工程师 改性pp 上海塑驰化工科技 总经理 工程塑料、导电塑料、TPU 山西省化工研究所 高工 塑料助剂和改性塑料 会通新材料(上海) 研发经理 改姓尼龙聚酯 万华化学 研发工程师 改性塑料 重庆国际复合材料 研发工程师 玻纤 敏实集团 工程师 PC产品 江门万通科技 工程师 PA,PP,PBT 东莞市中舜塑胶 销售经理 PA66 PC/ABS PC HTN PA9T 中广核俊尔新材料 产品线经理 改性塑料 四川恒领皓睿塑胶科技 副总经理 改性工程塑料 苏州铂立默聚合材料 改性工程师 尼龙 聚丙烯 台湾新光合成纤维 营业副理 PBT&PET 樹酯及改性 天津市大林新材料科技 副总 TPO表皮,epp泡沫和xpe泡沫 中山市得量塑胶科技 总经理 pA加钎,TPu,pc/Abs 东莞茂元 销售工程师 ABS、PBT、PA、 PC 等 东莞市聚欧纳新材料 副总 PA6/66原料 东莞市东翔塑胶 研发工程师 改性工程塑料 博可耐特 总经理 汽车零部件 宁波神通 技术总监 汽车部件 重庆越众科技 技术副总 汽车灯具、线束、插接器 郑州翎羽新材料 董事长 汽车及零部件 延锋汽车内饰系统 产品工程部 汽车内饰 常州九鼎车业股份 经理 汽车灯具 敏实集团 工程师 汽车外饰 艾默林 injection 车灯 亚大汽车 项目经理 汽车管路 华晨汽车研究院 内饰主管 仪表板 华域视觉 工程师 车灯 华域视觉科技(上海) 产品设计工程师 灯具 上海延锋 工艺工程师 内饰 东莞市双和机车拉索 研发经理 汽车拉索 东风延锋汽车饰件系统 工艺工程师 仪表板,门板,中控台 福特 PD 汽车 吉利汽车春晓基地 现场质量管理 吉利汽车 长安汽车 室主任 灯具 BYD 车灯开发 车灯 宇博光电科技 总经理 车灯模组 上海置恒电气 总工 电连接产品 宁波 结构 灯具 芜湖法雷奥汽车照明系统 注塑工艺工程师 汽车大灯,尾灯等 珠海唯能车灯 设计工程部 车灯 彤明 结构工程师 车灯 总经理 车灯、仪表 博士 联影医疗 工程师 医疗设备 WEGO 开发 医疗 昆山典廷精密模具有限公司 副总 Wondfo 高级工程师 医疗 经理 活动推荐:2019塑料激光焊接材料·工艺·装备创新论坛(9月17日 苏州) 议题 邀请演讲单位 1 待定 2 莱丹 3 聚隆 4 热塑性塑料激光透射焊接质量的影响因素 宝理 技术中心高级技术经理 潘能升 5 塑料激光焊接关键设备介绍 华焯 郭林华 总经理助理 6 7 吸收剂在激光焊接改性塑料中的应用 待定 8 适用于激光焊接色母的介绍 待定 9 10 待定 11 12 锐科 行业经理 郑勤 13 待定 |








【本文地址】
今日新闻 |
推荐新闻 |