浅谈冲压模具型面补焊修复技术 |
您所在的位置:网站首页 › 模具焊接修补 › 浅谈冲压模具型面补焊修复技术 |
浅谈冲压模具型面补焊修复技术
|
牧立峰,许雪萍 (奇瑞汽车股份有限公司,安徽芜湖241009) 1 引言模具本体的材料有铸件和锻件,其制造过程能源消耗大和对环境有一定的污染。通过对模具本体补焊修复技术的研究和应用,有效地降低模具本体报废的发生,对环境保护也能有一定的贡献。同时目前国内的各汽车行业竞争激烈,都在争先恐后推出新车型,对新车型开发的周期也是一再压缩,因此型面补焊的技术运用更能起到缩短整改周期的作用。 2 常见模具材料缺陷(1)铸件正常情况下是有足够的加工余量,但是铸造过程中会出现变形现象,加工前很难发现,在粗加工或半精加工时出现有砂眼等情况。图1所示为模具型面加工至半精加工后发现铸件有砂眼;图2所示为修边刃口精加工后发现有缺量的问题。这样的问题只要不在外覆盖件的A面位置,均可采用补焊技术进行修复避免重新铸造。
图1 半精加工出现砂眼
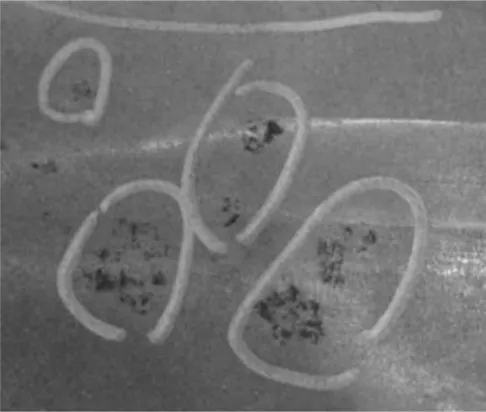
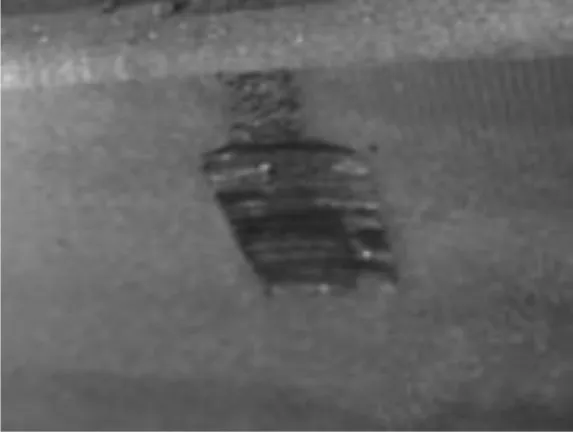
图2 精加工后缺量缺陷 (2)图3和图4所示均为加工过程错误造成的过切缺陷,也是加工阶段经常出现的低级错误,主要为数控编程错误或者加工刀具选择错误产生的,此类问题一般破坏深度较浅,也可以采用铸件补焊技术进行修复。
图3 加工过切缺陷
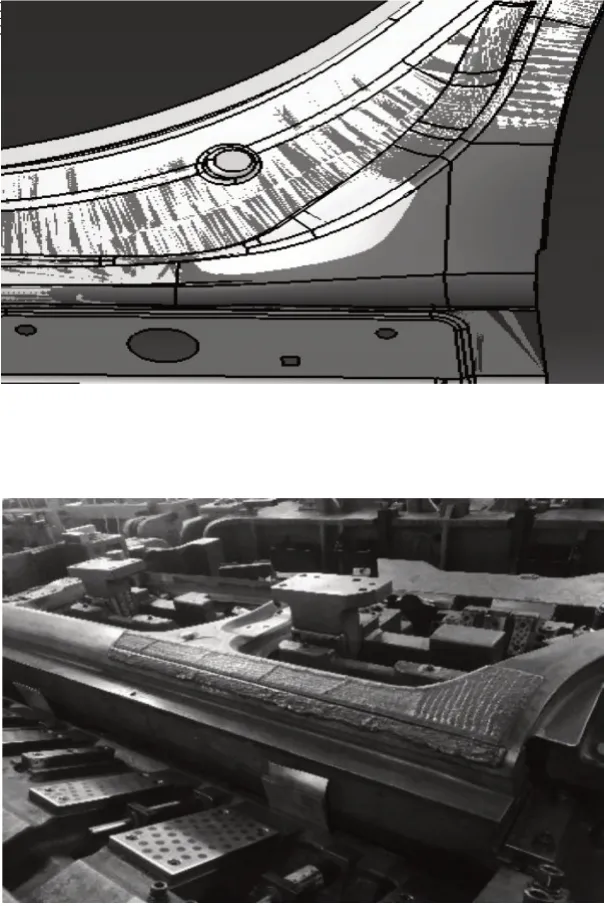
图4 加工过切缺陷 (3)在模具型面已经加工完成后,由于产品形状需要变更,在模具没有降刻空间的情况下,可以采用补焊再加工的修复技术。避免铸件报废再加工耽误车型开发时间。图5所示为某车型侧围外板设计变更新旧数据对比图,图6所示为侧围外板设计变更区域采取补焊模具型面,后期再进行数控加工恢复。
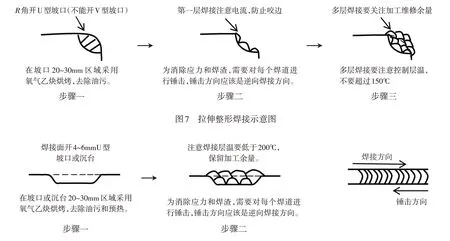
图6 侧围外板设计变更区域补焊型面 为了能解决以上铸件缺陷,确保补焊后模具的使用寿命和模具型面的后期处理,以及冲压件的表面质量和生产稳定性,针对补焊过程的相关工艺要求进行了验证和经验总结,具体如下。 3 焊接工艺相关参数的选择3.1 焊条选择焊条的选用直接影响到焊缝金属的化学成分和机械性能,但是焊条的种类很多,其应用范围,使用是否恰当对焊接质量、生产效率及产品成本都有很大影响。通常应根据组成焊接母材的化学成分、机械性能、工作环境等要求、以及焊接结构的形状、受力情况和焊接设备等方面进行综合考虑,决定选用那种焊条。 在选用焊条时应注意下列原则: (1)考虑补焊母材的机械性能、化学成分。 a.低碳钢、中碳钢、低合金钢可按补焊位置和强度的原则来选用相应强度的焊条,但是母材在焊接过后有热处理或表面处理等情况下,应选用比母材强度低一级的焊条。 b.对于合金钢,通常要求焊接材料的主要合金成分与母材金属相同或相近。 c.异种钢的焊接如低碳钢与低合金钢、不同强度等级的低合金钢焊接,一般选用与较低强度等级钢材相匹配的焊条。 (2)考虑模具的工作条件。 对于拉伸成形类模具表面需要进行热处理或镀铬处理的补焊,选用的焊条应化学成分与母材相近或低一等级,对于多层补焊(≥3层)底面采用低等级焊条铺焊打底,表面再选用2层或以上的相匹配的焊条。 3.2 焊接电流的选择焊接电流的大小对焊接质量和上次效率有较大影响,电流过小电弧不稳定,易造成夹渣和未焊透等缺陷,而且生产效率低;电流过大,则容易产生咬边和烧穿等缺陷,同时飞溅增加,因此,焊条电弧焊接时,焊接电流要适当。 焊接电流的大小,主要根据焊条类型、焊条直径、焊件厚度、焊接形式及焊接层次等因素来决定,其中最主要的因素是焊条直径和焊缝空间位置。在使用一般结构钢焊条时,焊接电流大小与焊条直径的关系可用经验公式进行试选。 4 焊接工艺操作规范焊接前基体表面处理:除去基体表面油污,有裂纹和旧的焊疤需要打磨去除,减少杂质。 4.1 各种类模具材料焊接注意事项(1)合金铸件GGG70L、ICD-5(合金铸铁)材质补焊注意事项。 a.焊道质量要求:对于拉伸模R角,翻边模翻边R角和翻边面以及整形面硬度45~50HRC以上;表面无气孔砂眼、裂纹,满足电镀技术要求。 b.焊条的选择:根据硬度要求,选用硬度在50HRC左右的焊条,如:TM2000焊条和SKD11焊丝进行焊接,超过2层焊接的可用硬度在35~40HRC的焊条打底,表面再采用较硬的焊条(丝)进行铺焊。有条件的情况下焊条在使用前要150℃~200℃烘干并保温1h。 c.焊接电流:直径φ3.2mm的焊条采用90~110A,2.0~2.5mm焊丝采用115~155A电流,焊接电流可根据焊条及环境的具体情况调节,尽可能采用小电流焊接。 d.焊接前的准备工作:①非补焊区的保护,采用刷红丹或者采用工序件覆盖保护,排气孔要用胶布堵死防止焊渣和灰尘进入排气孔;②补焊周边有标准件的要拆卸后再补焊,焊接部位有镶块拼接的,必须拆卸分开补焊,不可直接补焊接缝;③焊接部位检查不能存在裂纹和气孔,需对裂纹和气孔进行开U型坡口再进行焊接,焊接部位不能有油污,焊接前需要用氧气乙炔火焰进行烘干兼预热。 e.焊接工作量大时,每道焊道长不超过60cm,并对焊道进行清理和敲击,敲击的方向从收弧点开始往起弧点方向敲击;注意控制层间温度,层间温度不能超过150℃;如果焊道更长则需要跳跃式焊接。 (2)锻造高合金钢Cr12MoV(国内高合金钢)SKD-11(日本高合金钢)。 a.焊道质量要求:对于整形模、翻边模翻边R角和修边刃口,以及整形面硬度55~62HRC以上,表面无气孔砂眼、裂纹,满足TD和PVD等表面处理的技术要求。 b.焊条的选择:对于需要TD和PVD等热处理的整形面和翻边面根据硬度要求,可采用硬度55HRC以上的焊条(丝)或与母材相同的焊接材料进行焊接;如SKD11焊丝进行焊接。 c.焊接电流:采用80~110A,焊接电流可根据焊条及环境的具体情况调节。 d.焊接前的准备:母材必须采用预热保护等措施,保温温度300℃~400℃,镶块保温时间3~4h,焊接过程中保持所定的温度;焊接前镶块必须热处理后进行,因不同化学成分的材质收缩率不同,在热处理时会产生开裂等问题。 e.焊接环境:焊接过程应该选择背风或者低温的环境,禁止使用电风扇或者空调等降温设备,因材质脆性大,应力一定要消除,焊后镶块放入炉中长时间保温缓慢冷却。 f.其他要求:焊接过程要采用短焊道焊接法,每条焊道长度不能超过30mm,焊一段要停下来,并尽快用铁锤敲击。 4.2 不同位置焊接处理方法(1)拉伸、整形R角焊接示意图如图7所示。 (2)拉伸、整形面焊接示意图如图8所示。
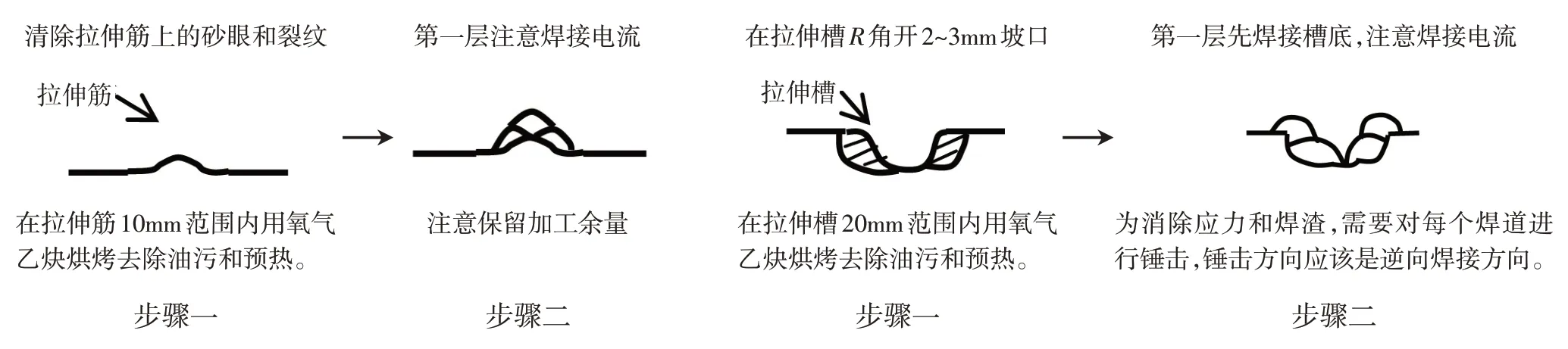
图8 拉伸整形面焊接示意图 (3)拉伸筋、槽焊接示意图如图9所示。
图9 拉伸筋槽焊接示意图 (4)修冲刃口焊接示意图如图10所示。
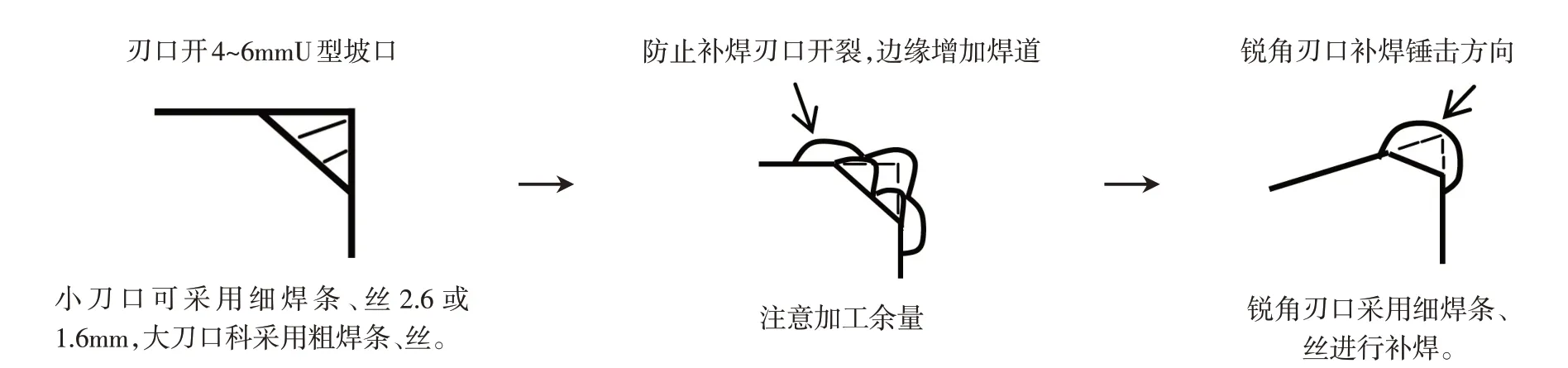
图10 修冲刃口焊接示意图 5 结束语目前国家要求各个行业大力控制能源消耗,降低环境污染,作为汽车制造行业,从自身做起,降本增效,是对国家最大的支持,因此消除模具铸件报废是控制能源消耗的有效途径。本文通过对焊接工艺的详细介绍,从根本上解决了由于在模具制造过程中出现的模具本体缺陷,避免模具本体的报废。 猜你喜欢 焊条铸件母材 FSS/ASS 厚壁异种钢“TIG 冷焊+UNGW”组合焊的接头组织与力学性能焊接学报(2022年7期)2022-09-14一模多腔压铸模设计改进模具制造(2022年6期)2022-07-26大型柴油机机体铸件损伤缺陷分析与控制铸造设备与工艺(2022年1期)2022-04-26减速器壳体工艺性分析及压铸模设计模具制造(2022年3期)2022-04-20构架的母材失效分析理论与创新(2020年11期)2020-07-26坚守航天领域25年他手工为航天铸件“体检”北广人物(2018年8期)2018-03-06极低温钢用Ni基合金焊条机械制造文摘·焊接分册(2014年3期)2014-08-14低合金耐腐蚀钢用焊条的研制和选配机械制造文摘·焊接分册(2014年3期)2014-08-14
|


 模具制造2022年1期
模具制造2022年1期【本文地址】