松下伺服快速入门 |
您所在的位置:网站首页 › 松下总线伺服如何设置地址参数 › 松下伺服快速入门 |
松下伺服快速入门
|
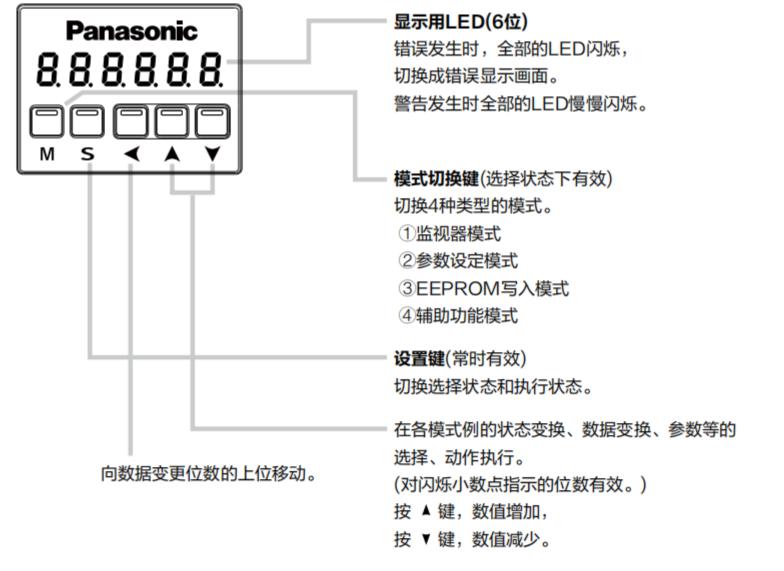
二、松下伺服驱动器的面板操作 伺服系统让大家感到“高端”不好入门,就是它不像一般的控制器,浏览一下简易说明书就能操作。伺服系统有着强大的功能的同时,却是相对复杂的操作。初学者刚买回来的伺服系统即使主回路接线都正常完成,想试着让电机转起来还不是那么简单,必须要通过驱动器操作面板进行试运行(JOG)才可以。伺服系统性能强大,比如发生了故障,驱动器中保存了发生故障的时间、代码,手册上即可根据代码查询故障解决方法;电机不转也类似,可查询到不转原因。因此下面对主要的操作做一个说明。 驱动器面板操作主要围绕四个操作模式进行:监视器模式、辅助功能模式、参数设置模式和参数写入模式。监视器模式下可以查看 故障码、电机不转原因、电机或驱动器的出厂日期、驱动器温度、累积工作时间等几十项内容;辅助功能模式下可以进行试运行、报警清除、恢复出厂设置、面板解锁等多项操作;而参数设置和参数写入则是同时进行的,即任何参数的设置接着都需要写入操作,否则设置的参数无效(不像变频器参数设置和写入一次完成)。松下伺服电机只能单方向运转,其中原因之一便是参数Pr0.07没有设置的原因;希望设置的参数不允许他人修改,设置Pr5.35参数即可(加锁)......等等。 1、操作面板介绍
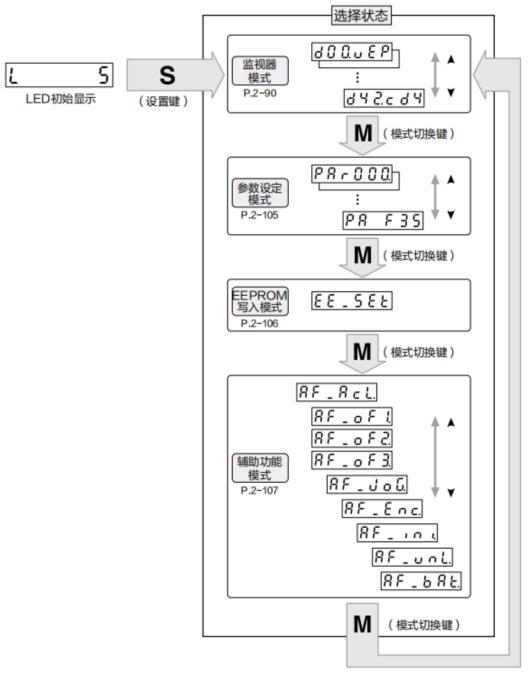
2、四种操作模式切换
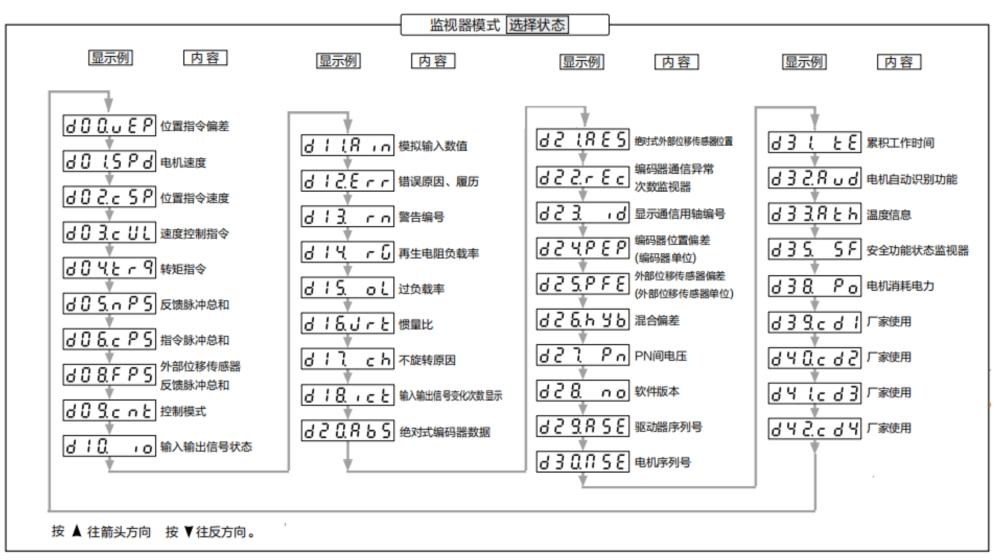
3、监视器模式
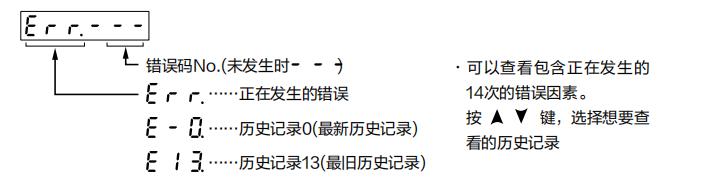
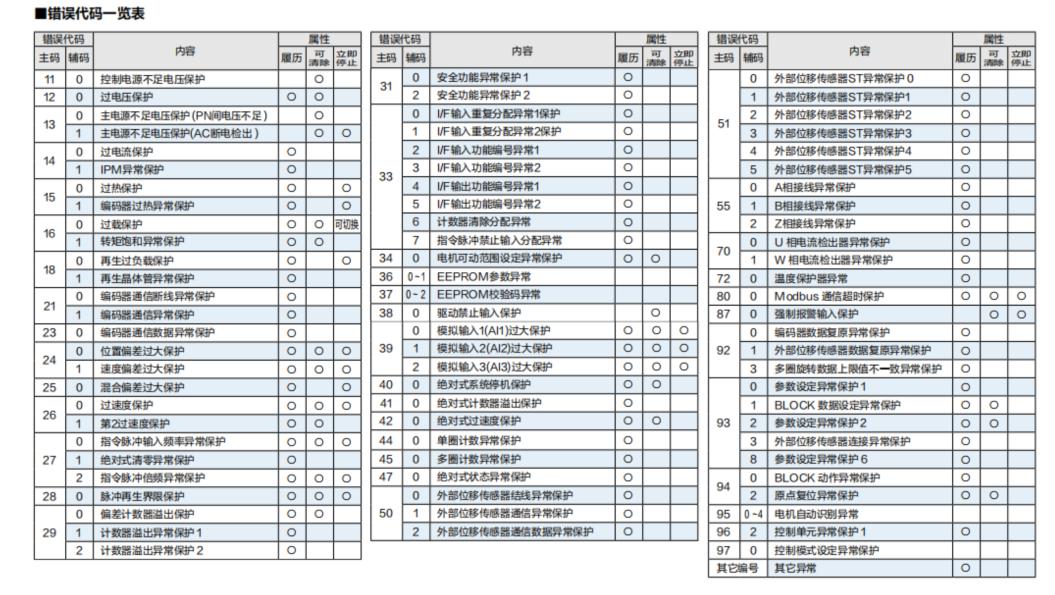
3.1、d12:错误原因及履历 在伺服系统发生故障的当时,会显示错误码并闪烁。如果过后则可以进入监视器模式,查看d12中的内容,有0-13共14条记录,Err.E-0是最新的( Err.E13是最早的),按【S】进入,查看Err.E-0中的内容,比如显示21.0,查看上表则可知是编码器通讯数据异常,检查编码器通讯线,比如发现未插好,插好即可排故。
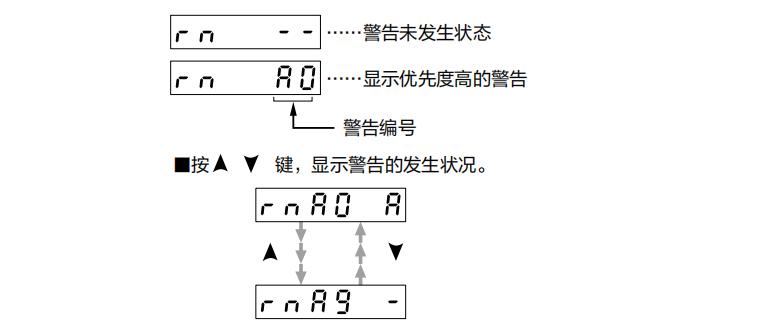
3.2、d13警告查询
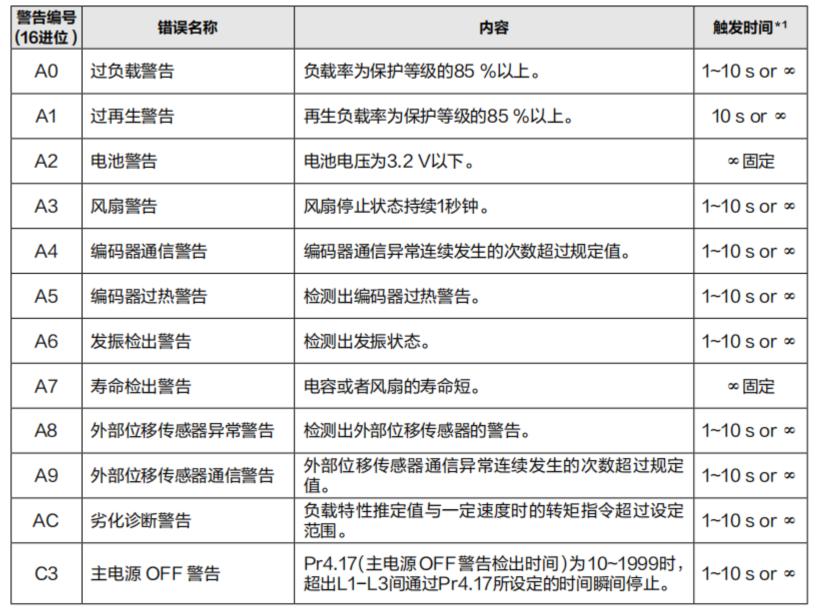
进入监视器模式,增减键找到d13,按【S】键进入, 增减键找到rnA0,看显示的是A几,比如是A3,则表示电池电压不足,尽快更换即可。
警告的程度比错误低,大部分不会影响暂时运行,但事后要进行处理。比如A3电池警告,尽快买到电池更换即可。 3.3、d17电机不转原因查询
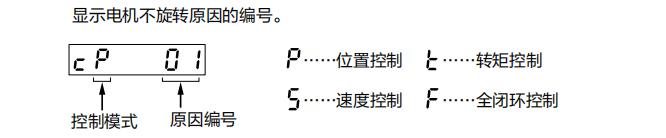
进入监视器模式,增减键找到d17,按【S】键进入,会看到cP xx或cS xx显示(第二个字母与当前的控制模式相关,如位置控制则为P,速度控制则为S等),如显示 cP 02,则表示SRV-ON(伺服ON)信号未接通。这个故障是伺服不转经常发生的,涉及到硬件接线,X4端子(驱动器上)的29脚一般要外接一个开关或通过PLC输出控制,29脚接通(与端X4的COM)正常,未接通则电机不会转,显示为 cP 02。
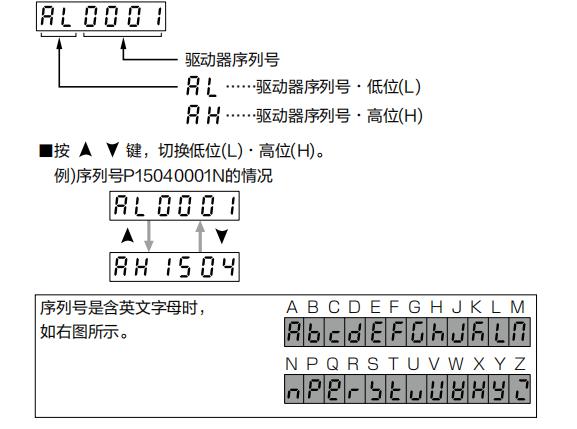
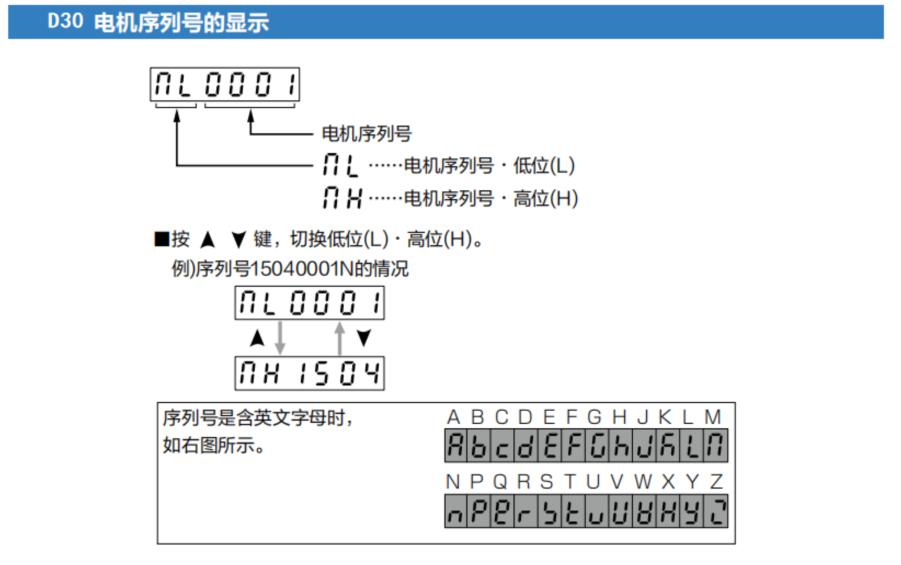
3.5、d30 电机出厂日期查询 和驱动器出厂日期类似。
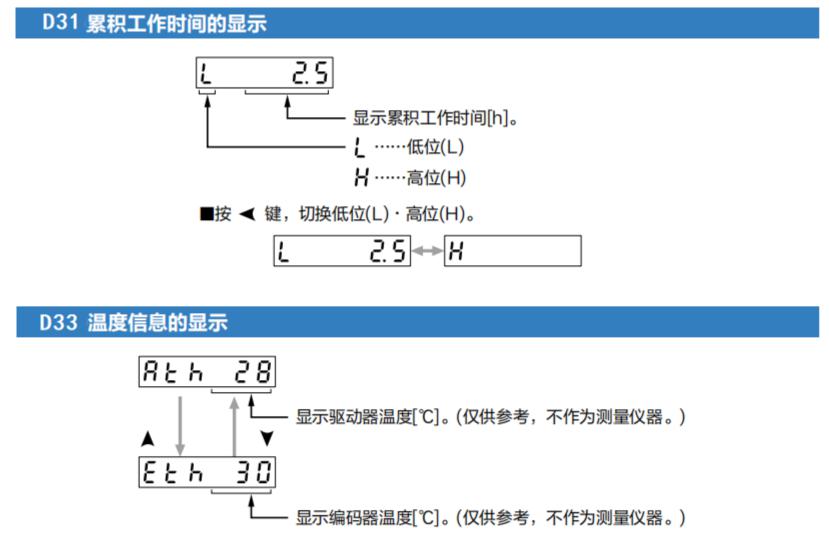
3.6、d31 累积工作时间、 d33 驱动器目前的温度
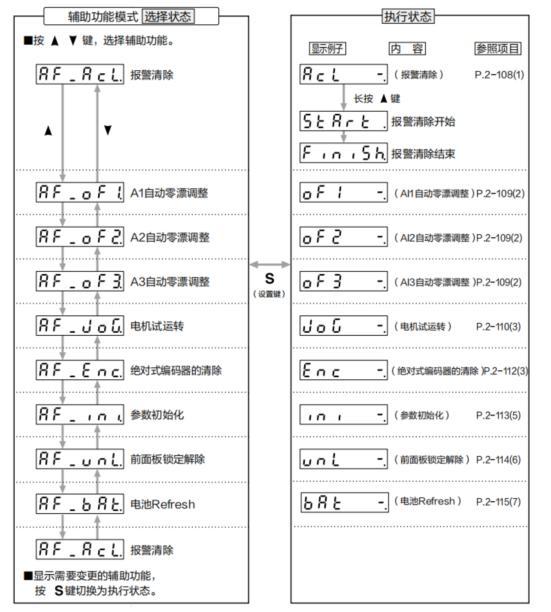
同样,进入d31可以 查看驱动器累积通电时间, 进入d33可以查看驱动器当前的温度。需要说明的是,通电时间有低位L x.x和H y(增减键再【S】键确认), x.x低位表示小时,如上面的2.5表示2.5个小时,y表示高位,数值是1000倍的关系,如y是1,则表示累积时间加起来是1002.5小时。 4、辅助功能模式 通过操作面板上的【M】键可循环切换四种操作模式,当显示”“AF_”开头的字样时,表示是辅助功能模式,找到需要的项,按【S】键进入。
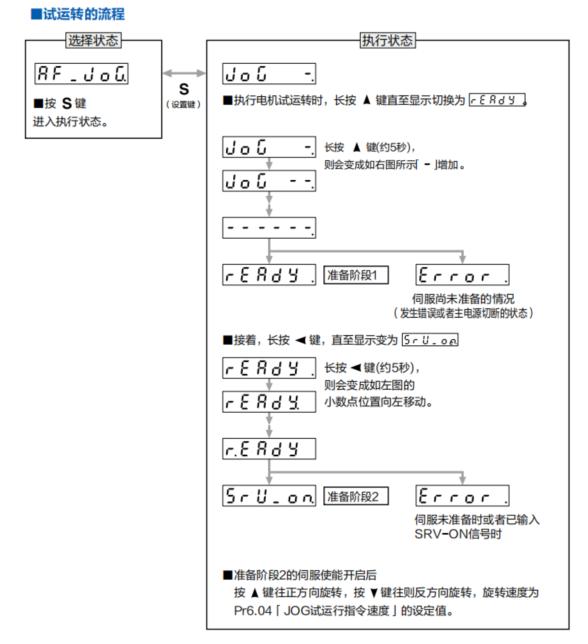
新买的伺服系统要试机,就必须通过辅助功能模式下的JOG操作(试运行)来完成。在辅助功能模式下,通过增减键找到AF_JoG,操作如下: 4.1、试运行
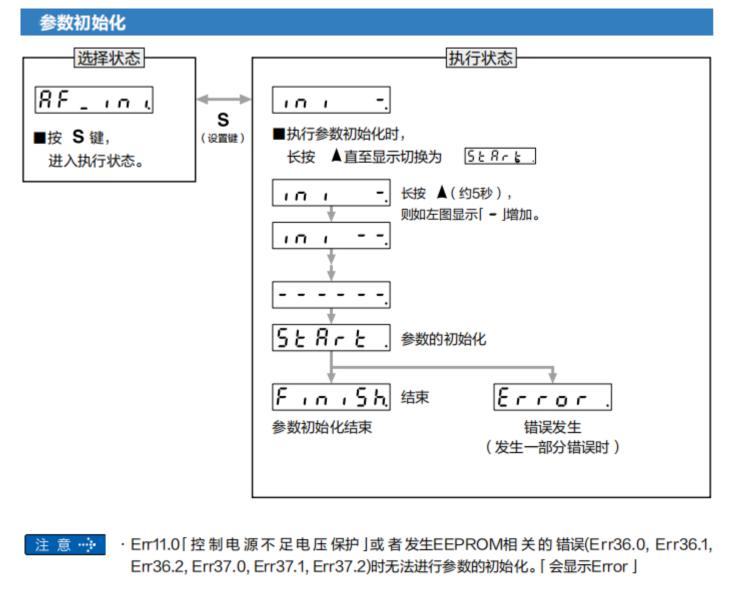
4.2、恢复出厂设置 进入辅助功能模式,增减键找AF_ini,再进行如下操作,即可恢复出厂设置,也称初始化。一般用在某些参数设置乱了,伺服系统运行发生故障时;一些技能竞赛或行业比武,往往也要进行此操作,有意排除参数设置上的人为故障。但如果是工厂设备,恢复出厂设置一定要慎重,最好做好备份后再操作。
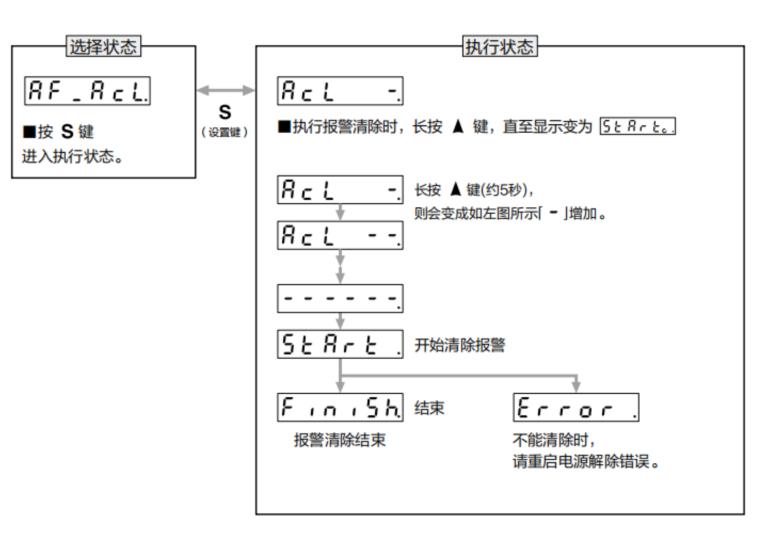
4.3、报警清除 伺服系统发生故障了(显示会闪烁),作为排故的方法之一,就是进行报警清除。当然先确认d12或d17中的故障原因后再看是否可以通过清除报警来排故最好。操作如下:
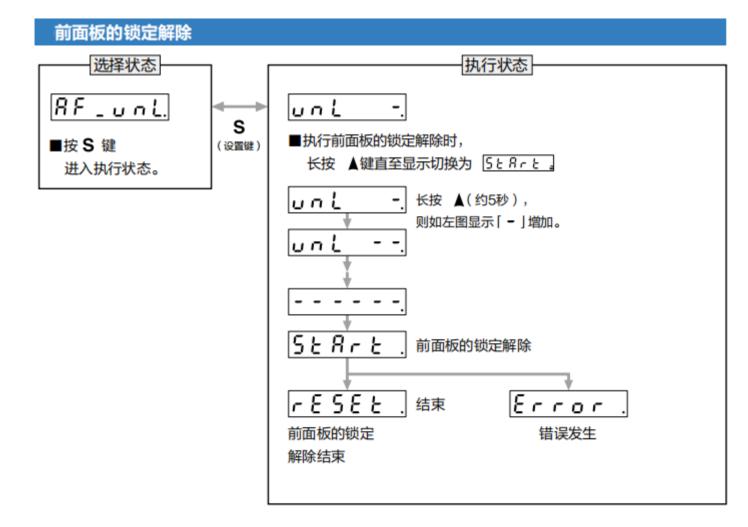
但是也要看是什么报警,有的报警是不能通过这种方式来清除的,参见上面d12中的属性栏,有“可清除”项一列,有圆圈(o)的是可以通过清除报警排故的,否则是不可以通过此方式排故的。 4.4、面板解锁 有时为了不让其他人随意更改伺服参数,我们可以通过面板加锁(参见后面 Pr5.35参数设置)来限制。但如果自己要修改参数,则可以通过辅助功能模式下的面板解锁功能来“解锁”。 进入辅助功能模式,增加键找到“AF_unL”,操作如下:
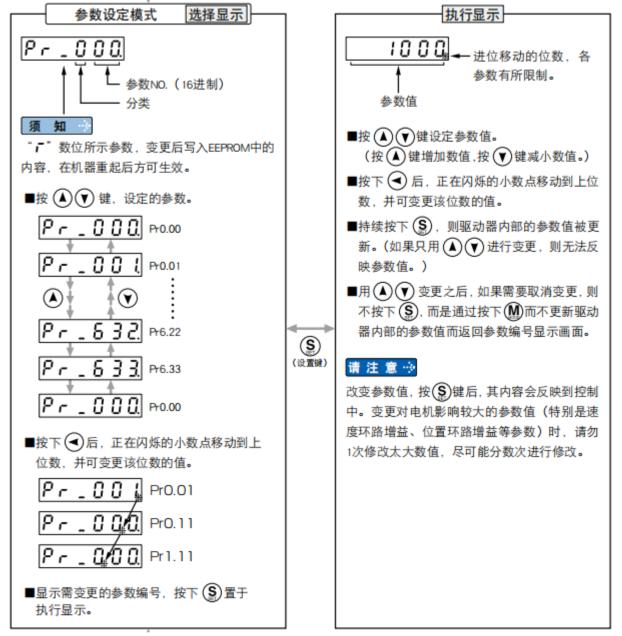
5、参数设置模式: 松下A6系列有300多种参数(比A5系列多了100多种),全方位的参数可以把伺服系统的性能发挥到极致。有很多伺服疑难问题通过相关的参数设置即可解决,可以说精通了各种参数的正确应用,即可成为伺服达人。而作为初学者,掌握少数几个参数,就可以“玩转”伺服了! 5.1、参数设置方法 我们还是先介绍参数的设置方法,然后再介绍几个重要的参数。 在伺服驱动器面板,按【M】键循环找到“Pr_”开头的字样(有时按M无效,只要按一次S后即可),即是参数设置模式了。再通过增减键找到需要设置的参数,比如非常重要的Pr0.07,按【S】进入,再按增减键配合左键,修改参数,再按【S】键确认,如果不按【S】而是再按【M】键则参数即使修改了,但参数设置仍然无效,同时返回上一级,参见下图说明:
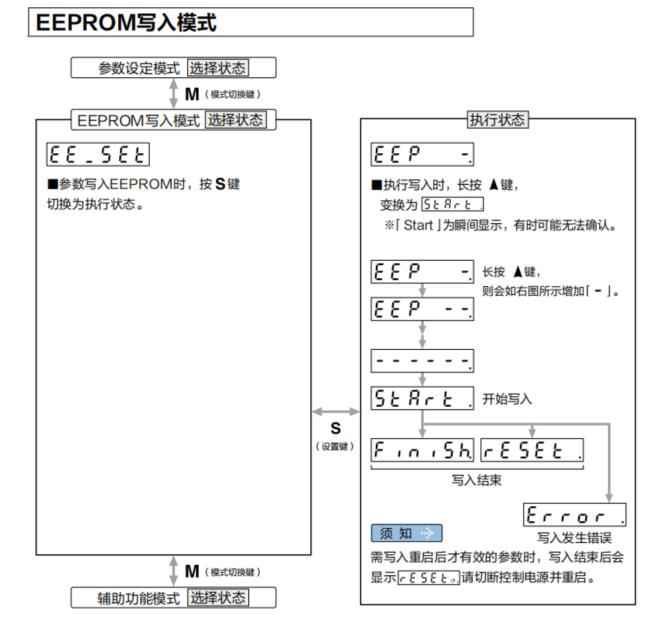
设置完成后还要进入写入模式“写入”,否则参数设置仍然无效! 5.2、参数写入(EEPROM写入模式) 进入EEPROM写入模式,按照下图操作,即完成了参数的写入。最后还有重要的一步:关闭驱动器电源再重启,否则参数设置仍然无效!
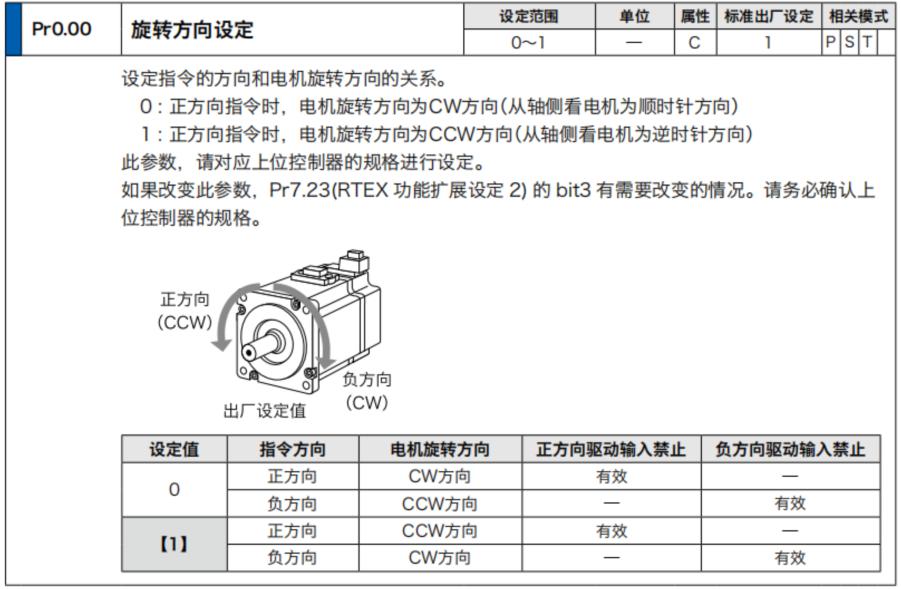
因此,总结参数设置的三个步骤: ① 在参数设置模式下修改参数; ② 在EEPROM写入模式下写入参数; ③ 在任何模式下重启驱动器电源。 在教学过程、社会培训以及竞赛或比武时,学员们经常在参数设置环节出问题,就是参数设置三步少一步或两步。 在掌握了参数设置方法后,我们介绍松下伺服系统的几个重要参数: 6、松下伺服系统的参数 松下A6共有Pr0-Pr9、Pr15共11类参数472个,去掉其中Pr7、8、9、15等厂家专用设置参数170个,用户可设置参数有302个,比A5系列多了近90个。而A5系列用于厂家设置的参数仅列出1个。从参数的数量就可以看出A6系列比A5系列性能有很大的提升。 6.1、电机旋转方向的设定 伺服电机的旋转方向可以通过参数Pr0.00进行变更,即由正转变为反转,或反之。将 Pr0.00由“0”改为“1”或由 “1”改为“0”,电机的旋转方向即可改变。 这一点和变频系统不同,变频电机改变旋转方向,只需要U、V、W三相任意调换两相即可,三相步进机也一样。但伺服系统不可以通过调换 U、V、W三相中的任意两相来改变电机旋转方向,否则系统会报错,这一点要特别注意。
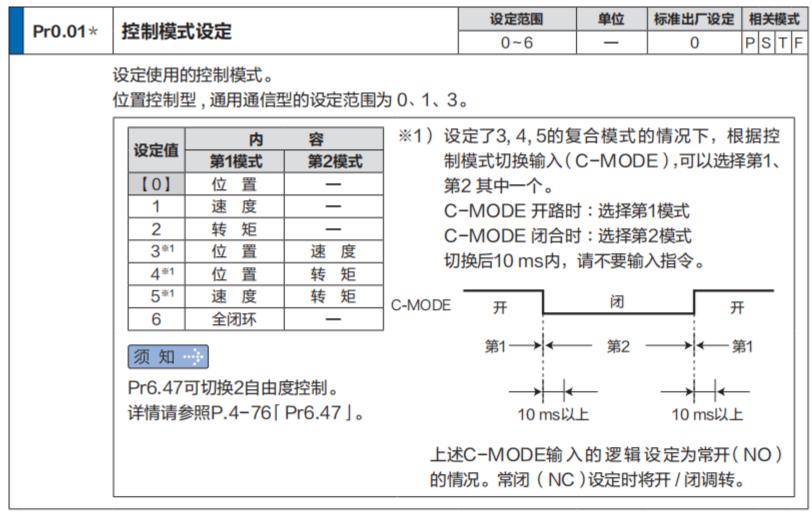
6.1、伺服控制模式的设定 伺服系统可以实现位置、速度、转矩或三者的组合控制,它是通过Pr0.01参数来设置的。比如要进行转矩控制,需要将 Pr0.01设置为“2”,缺省是“0”位置控制模式。一般情形下,我们只用到位置、速度和转矩三种模式中的一种,其中位置控制是伺服系统的主要应用,其次是转矩控制,单一用作速度控制的情形很少,这是因为单一速度控制和变频系统比,性价比远不如变频系统。 但是伺服系统控制模式还有一种位置+速度、速度+转矩、位置+转矩的控制方式,它可用在比较特殊的场合。比如某种设备,一台伺服电机要实行两种控制功能:前一道工序需要伺服位置控制,伺服电机滚轮带动活动轮A旋转一定的角度,工序二需要伺服轮流带动活动轮B实施转矩控制,A、B轮通过控制分别接触伺服滚轮,这时通过设置参数为“4”,然后伺服信号“C-MODE”通过PLC输出控制即可实现上述控制要求。
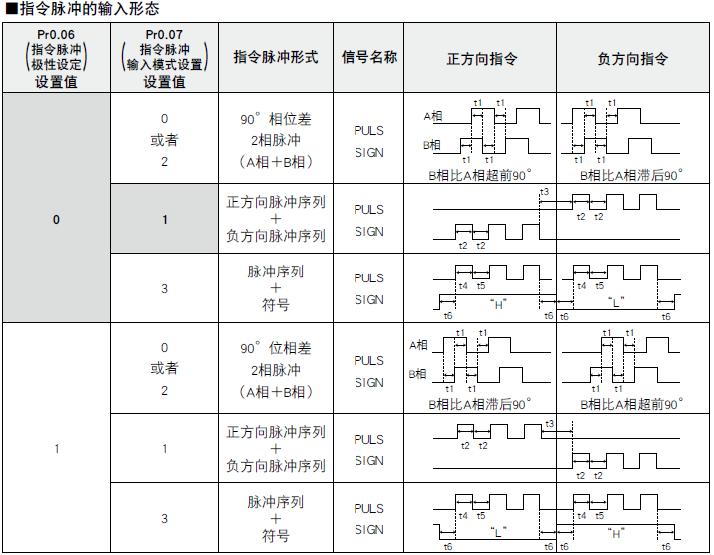
6.2、指令脉冲极性及指令脉冲形式的设定 伺服系统要接收上位机(PLC是上位机的一种)发来的脉冲,是正转一路脉冲反转一路脉冲,还是只用一路脉冲而正反转通过另外一路高低电平的方向信号控制或者是A相B相相位差控制方式,这需要通过参数Pr0.07来设置,因为两路(高速)脉冲控制一套伺服(有时称一个轴控制),“资源”太浪费,因为PLC有的总共只有2路(比如FX2n及以前的型号,FX3G的14点和24点I/O的型号),有的有三路高速脉冲(如FX3U或FX3G的40点和60点的PLC)输出,当需要一台PLC控制X、Y、Z三个轴时,必须采用脉冲+方向的指令脉冲形式,因此需要将Pr0.07设置为“3”,而且三菱PLC编程指令比如DRVI等,就是脉冲+方向的控制形式,而缺省参数却是“1”(双脉冲控制一轴),因此不设置为“3”,伺服电机将只能一个方向运行。这就是不少初学者经常遇到的“伺服电机只能一个方向旋转”的问题! 松下伺服控制参数设置其实可以简化到只设置这一个Pr0.07就可以了,其他都用缺省的,什么都不用管,使得松下伺服控制变得“简单”起来。
这里还有一个参数Pr0.06,它的作用是设置上位机的指令脉冲的极性的,即是正脉冲还是负脉冲。同样是PLC发出的脉冲,只要Pr0.06的值由“0”变更为“1”或反之,那么电机的旋转方向也将转变,效果相当于Pr0.00,只不过Pr0.00是名副其实的改变电机旋转方向的参数。 6.3、电机旋转一圈的指令脉冲数设置
这是伺服系统PLC控制的关键,伺服系统要精确定位,PLC要发多少脉冲给伺服驱动器,都与这个参数有关。顾名思义,这是让电机旋转一圈PLC需要发的脉冲数。
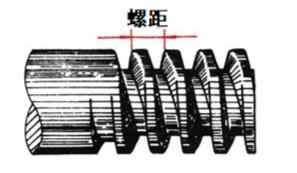
假如伺服电机带动上面的滑台需要直线移动100mm,PLC需要发送多少脉冲数这里涉及到一个螺距的概念。所谓螺距,就是螺纹上相邻两牙在中径线上对应两点间的轴向距离。
松下伺服参数还有很多,只要掌握了这几个就完全可以胜任伺服控制系统的设计了。当然还有接线、PLC编程..... 请关注下一期。 附:有关往期松下伺服(A5系列)的关键词: 关键词 含义 SRV-Model/伺服驱动器铭牌 驱动器生产日期 /驱动器系列号 查询驱动器生产日期或驱动器序列号 驱动器生产日期 通过监视器查看驱动器生产日期(铭牌脱落时有用) 驱动器序列号 通过监视器查看驱动器序列号(铭牌脱落时有用) 驱动器温度 查询驱动器的温度 电机生产日期 通过监视器查看电机生产日期(铭牌脱落时有用) 电机序列号 通过监视器查看电机序列号(铭牌脱落时有用) 累计工作时间 查询驱动器累计工作时间 A5-pulse 驱动器(脉冲输入与PLC(脉冲输出)的连接 A5-draw、松下伺服电路图 电路接线实例 Par 伺服驱动器参数一览 Pr0.00 电机旋转方向反了,将此参数的“0”和“1”调换设置 Pr0.01 位置/速度/转矩三种模式选择 Pr0.06/pr0.07 Pr0.06:脉冲极性 pr0.07脉冲和方向设置 Pr0.08/pr0.09/pr0.10 Pr0.08:电机每转脉冲数设置;pr0.09/pr0.10电子齿轮比 X2 X2插座详细 X3 X3插座详细 X4 X4插座详细-驱动器与PLC连接 X5 X5插座详细 X7 X7插座详细 Enc-clear 绝对值编码器清零 参数初始化 恢复出厂设置 面板锁定解除 面板锁定不能操作时,需解除锁定 辅助功能模式 有关辅助功能介绍及内容 Monitor、监视数据一览 伺服驱动器各种数据的检查,如驱动器版本号,故障记录等 IO-Chuck 输入输出信号检查 伺服选型 伺服电机与驱动器的配套选型 模拟量补偿 模拟量补偿相关设置方法 报警解除 消除报警,恢复系统正常的面板操作方法 Mon-list/监视数据一览 监视数据一览 d00、d01、一直到d35 发送dxx(xx为00-35共33个两位数,无07、19、34)返回每个监视数据详细 Err-list、错误码一览 出错码一览 Err-detail 出错信息详细介绍 Err-detail 错误码详细 Err10-20 10至20号错误详细 Err21-29 21至29号错误详细 Err30-39 30至39号错误详细 Err40-50 40至50号错误详细 Err51-95 51至95号错误详细 Srv-keyword/伺服关键词 平台将返回本表内容 变频关键词 返回变频器有关的关键词 三菱变频 「三菱变频全知道」最近更新 返回搜狐,查看更多 |


【本文地址】
今日新闻 |
推荐新闻 |