FANUC PMC结构 |
您所在的位置:网站首页 › 机床厂是什么 › FANUC PMC结构 |
FANUC PMC结构
|
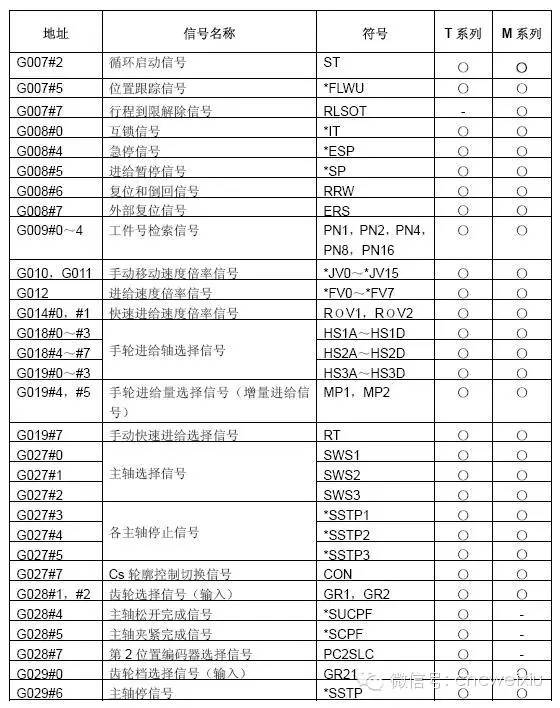
另外一些信号是PMC 通知CNC,使CNC 改变或执行某一种运行。如:FIN(G4.3)----是PMC 通知CNC 辅助功能M 或换刀功能T 已经结束执行。CNC 接受到该信号后即可启动下个加工程序段 的执行。下表为CNC 运行时常用的部分G 信号。
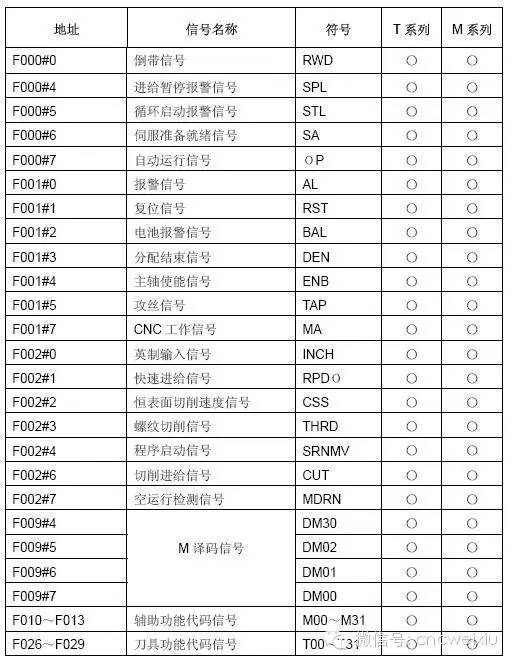
F:CNC 输出至PMC 的信号 其中的一些信号是反映CNC 运行状态的标志,表明CNC 正处于某一状态。如,AL(F1.0): 表示CNC 处于报警状态。MV(F102):进给轴移动中。 另一些信号是CNC 响应X(经过G 信号)后,执行某一运行的结果,用以通知PMC。PMC 收到 这些F 信号,视其具体情况,再做适当处理。 还有一些信号是加工程序指令的译码输出。如:M 代码(F10~F13);T 代码(F26~F29)。CNC 将 这些信号输出给PMC 进行处理。下表列出了部分常用的F 信号。
X:由机床输入至PMC 的信号 是操作员由机床操作面板上输入的按钮、按键、开关信号。可以理解为是由操作者发出的使 CNC(机床)执行某一工作的命令,是上述G 信号的指令。在梯形图中X 总是G 的控制源。X 信 号的地址由机床厂的电气设计人员随意定义,但是有些X 信号的地址已经由CNC 固定,见下表。 这些信号都是需要CNC 紧急处理并执行的事件或动作。 这些信号都是需要CNC 紧急处理并执行的事件或动作。
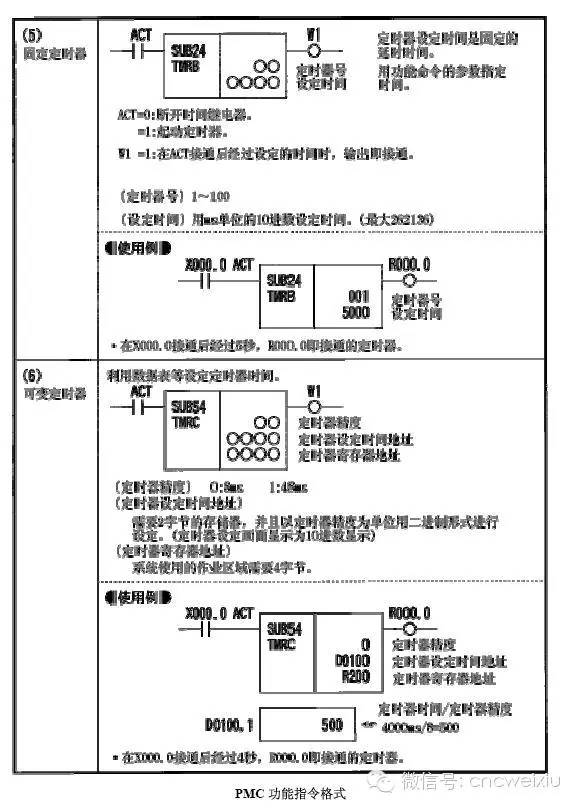
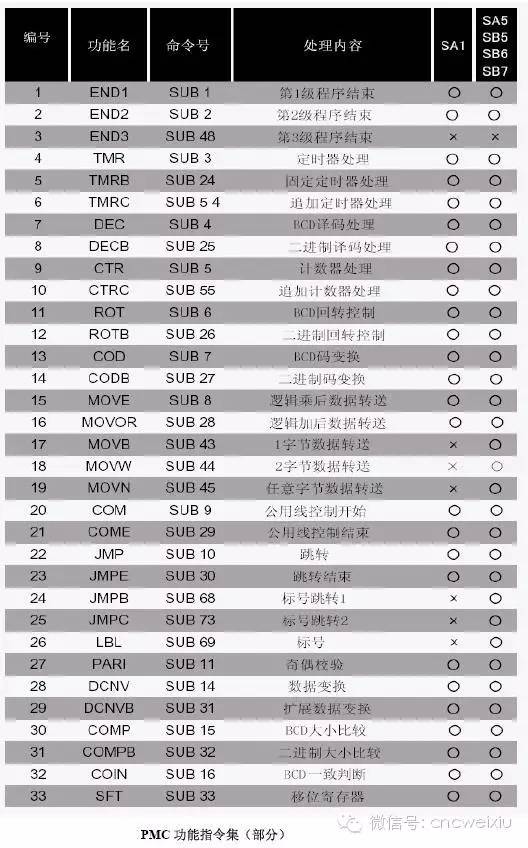
Y:由PMC 输出至机床的使机床强电动作的信号 如:主轴的正、反向;润滑、冷却的开/关都是用Y 信号实现控制。PMC 梯形图程序根据CNC 的输出处理后输出这些信号使机床动作。Y 信号的地址由机床厂的电气设计人员自由规定。一般, 当机床出现故障后,应首先检查与该故障有关系的Y 信号的状态。 手动操作是操作者经机床操作板上的按钮、按键、开关等元/器件命令CNC,使其执行相应的工作, 如上所述,是经X 信号指令的。而自动工作时,是由加工程序指令CNC 的。如某一段加工程序: N10 G01 X100. Y-25. F300 Mxx; 段中的G01 X100. Y-25. F300 是使伺服进给轴的移动指令,由CNC 执行插补运动。Mxx 是辅助功 能,由CNC 译码后以F 信号(代码)形式(F010~F013)送给PMC,PMC 程序考虑了互锁或其它 条件后将其变为Y 信号送到机床的强电柜执行,使某一电气元件动作。 2. 了解PMC 的功能指令 编制机床的PMC(PLC)控制逻辑,首先必须要弄清所控制的(要实现的)机床动作,对该 动作必须析解为顺序执行的微细动作,即,将实现该动作的一步步的子步骤(细微动作)按先后次 序列出顺序表,必要步骤还要估计出其执行时间,还要考虑各动作之间的相互关系,动作之间的互 锁和解锁条件,另外要了解实现各细微动作执行PMC 指令的电器元件。PMC 逻辑就是用PMC 指 令(语言)将这些细微动作的执行按顺序表示出来。 对于PLC 顺序逻辑程序,不同的系统制造厂提供了不同的格式,常用的有:语句表和梯形图。 FANUC 的PMC 逻辑程序用梯形图格式,特点是直观,类似于机床的继电器逻辑图,所以非常易 于理解。而且,PMC 语言用了许多专用指令,称为功能指令。这样,逻辑图编得相当简洁。 FANUC PMC 的功能指令约有50 余条,但实际常用的也就是20 条左右,如:定时器,计数器, 回转,译码器等指令。下面的两张图为功能指令格式和功能指令集(部分)。了解了这些指令的意 义是看懂梯形图的关键。
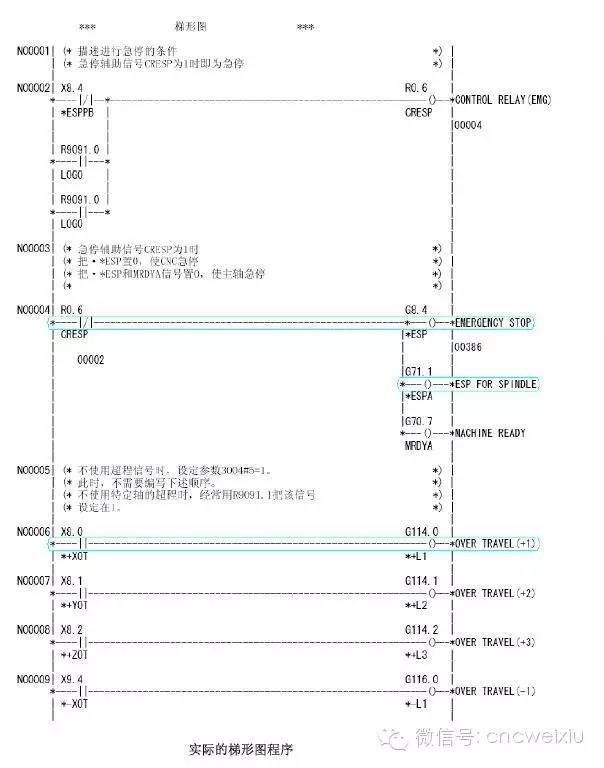
梯形图 下图是实际的梯形图程序实例(部分)。图右侧可加注释;左侧有网格号(Nxxxx),以便于查 找。
3. 了解梯形图的编制格式,执行顺序与时序 梯形图的的格式如上图。 PMC 的执行时序 CNC开机后,CNC 与PMC 同时运行。上图为两者执行的时序图。一个工作周期为8ms,其中 前1.25ms 为执行PMC 梯形图程序。首先执行全部的第一级程序,1.25ms 内剩下的时间内执行第2 级程序的一部分(这叫做PMC 程序的分割)。第一级程序为要求PMC 紧急处理的事件,比如:急停、 撞到限位开关等。执行完PMC 程序后的8ms 的剩余时间,为CNC 的处理时间。在随后的各周期 内,每个周期的开始均执行一次PMC 的一级程序,因此在宏观上,紧急事件似乎是立即反应的。 执行完一级程序后,再执行PMC 第2 级程序中剩余的分割,直至全部PMC 程序执行完毕。然后 又重新执行PMC 程序,周而复始。由此可见,一级程序应该越短越好,整个程序的总步数应该越 少越好。 CNC程序的执行和PMC 程序的执行两者之间的关系是: 若是PMC 接收到机床操作者的X 信号要求CNC 实现某一操作,例如启动自动加工程序,在 梯形图中就把该X 信号送到G7.2,CNC 收到该指令G7.2 后,知道是执行自动循环启动子程序, 即立即执行。执行过程中输出F0.5,通知PMC,CNC 正处于运行加工程序状态。 如果CNC 在执行加工程序时,发现程序段中有M 等指令,即将该指令译码后以F 信号地址送 往PMC,例如:M 代码,送到F10~F13。PMC 处理(译码,顺序和互锁)后,经某一Y 地址送到 强电柜,由执行元件(继电器等)执行所须的控制动作。若M 指令所在的零件加工程序的程序段 中有进给轴运动指令,被控轴走完要求的移动量后,还要判断PMC 是否已经执行完CNC 赋予(指 令)的动作,因此就要求PMC 在执行M,T 等指令时必须返回一个完成信号FIN。CNC 收到该信 号时,即可读下一段,执行下一个程序段。 4. 了解PMC 参数的意义 内部寄存器和参数 在编制PMC 程序时,为了保存数据或信号,PMC 要用到内部的一些寄存器:R,K,D,T, C,和A。 R:中间寄存器。可任意使用,存储中间数据。 K:保持型寄存器。存储的内容由后备电池维持。其中,有几个存储单元已被PMC 系统 使用。 D:数据存储器。如存储刀具表;主轴变速的各挡速度表。 T:定时器。存储定时器时间。 C:计数器。存储计数器的预置值,计数值。 A:显示信息:存储信息字符,如机床报警,操作信息等。 除了PMC 程序中使用的内部存储器外,为了运行或编辑梯形图还需设定一些参数。主要是K 参数。PMC 程序中可用的K 信号(参数),其意义由厂家在编辑PMC 时自行定义。但还有一些K 9 地址已定义为PMC 控制软件的管理用参数,决定PMC 编辑过程中的一些功能。下表列出了一些 常用的这种K 参数:
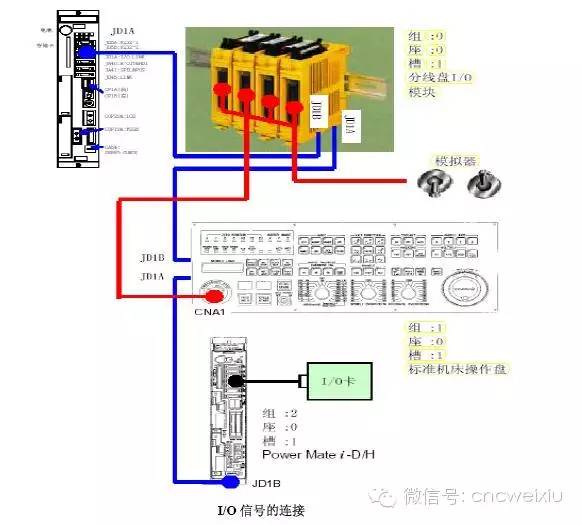
5. 了解硬件的接线 X和Y 信号由输入/输出模块经CNC 的I/O Link 口与CNC 单元连接。X 和Y 信号的另一端经 电缆线与电器元件连接。见下图。
机床厂的电气设计人员已经将上面连接好的I/O 信号一一定义为Xxxxx.x 和Yxxxx.x,在梯形 图里赋予了确切的操作意义,由此一定要机床厂提供这张定义表以便于机床的维修。 阅读原文返回搜狐,查看更多 |


【本文地址】