FANUC系统的G68命令,可用于坐标旋转加平移的三维变换功能! |
您所在的位置:网站首页 › 新代系统坐标偏移用哪个指令 › FANUC系统的G68命令,可用于坐标旋转加平移的三维变换功能! |
FANUC系统的G68命令,可用于坐标旋转加平移的三维变换功能!
|
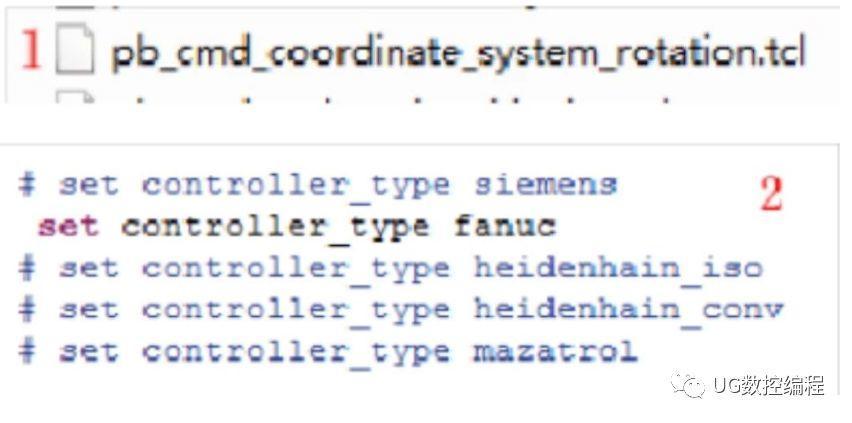
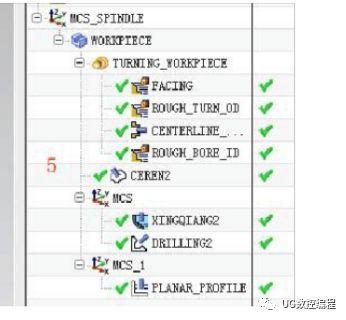
数控加工编程中, FANUC系统的 G68 命令可以平移旋转坐标以方便我们更好地简化编程,其实其他的数控系统也有类似的命令,只不过代码不同。 在3轴加工中,我们用的较多的是 G68坐标二维变换, 在多轴加工中,我们可以利用 G68 坐标旋转加平移的三维变换功能,在工件的不同平面上尤其是斜面上轻松运用 G02、G03、钻循环等命令. 格式:G68 X Y Z I J K R, I J K分别代表是绕 X Y Z的哪根轴旋转, R为旋转角度, 没有 I J K即为坐标二维变换。 在多轴定位加工中, G68能让我们手动编出合格的程序。有人问,用 NX 软件编程怎样出 G68 代码,这里就来讲一下,首先建一个能出G68 命令的后处理。 具体步骤:在后处理构造器里,点击“程序和刀轨”标签 , 点 “ 定 制 命 令 ”, 点 “ 导 入 ”, 在 弹 出 的 对 话 框 里 点 “ pb_cmd_coordinate_system_rotation ” ,如下图1, 点“打开”,在弹出的对话框里点“确定”,在左侧的画面里,拖动滚动条,找到“ pb_cmd_set_csys”并选中,在右侧画面里,拖动滚动条,找到“ set controller_type fanuc”,软件默认的是“fanuc”,如下图2。
如果是其他数控系统,只需将此句前面的 #号调换一下即可,软件还支持西门子、海得汉等系统。 如果是多轴还要在“程序”标签里点击左侧的“运动” ,点击右侧的“线性移动”,将旋转轴的字地址“ A B C”等拖进垃圾桶,同样的操作还要在“快速移动”、和“现成循环” 里的“公共参数” 里进行。 保存后处理。G68 是用于定向加工的, 若是你的程序里同时有定向加工和联动加工, 那就创建两个后处理,再通过后处理的链接功能将它们链接起来 展开全文做完上述,还要在编程界面进行相应的设置,用创建 几 何 体 命 令 创 建 主 从 坐 标 系 , 如 图 3 、 图 4。
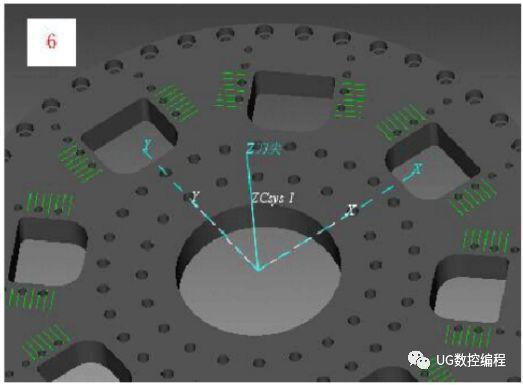
注意:主从坐标系是有父子关系的,如图 5
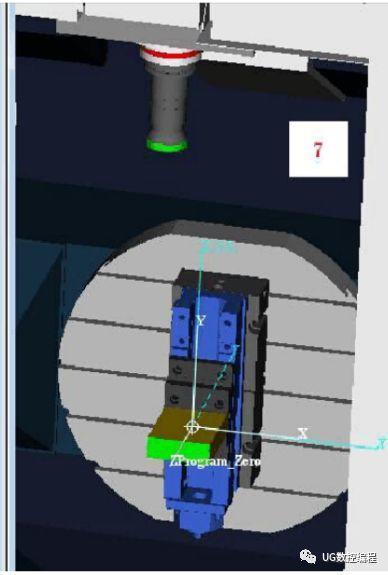
接着讲两个坐标系,我称之为零件坐标系和刀尖点坐标系,是玩模拟软件"VERICUT"后这样称谓的,也许不准确,但只要能理解就行。我们在加工零件时,都要建“ G54、G55、G56......”等坐标系,这就是我们的零件坐标系,刀具切削工件时还有个刀尖点坐标,但我们通常会忽略这个坐标,在 3 坐标机床上,如果没有“ G68 G52 G92”等移动坐标的命令,两个坐标系是重 的 。 如图6 ,白色为零件坐标,蓝色为刀尖坐标。 在多轴加工中,由于有旋转轴的存在,因为零件坐标会跟着零件一起旋转,而刀尖点坐标不跟随零件,两个坐标就不重合了,比如说一台双摆台立式加工中心,工件随 A 轴转了 90 度,刀具的上下移动依然属于 Z 轴的移动而不会是 Y 轴的移动,所以我说的这个刀尖点坐标也能称为刀具坐标。
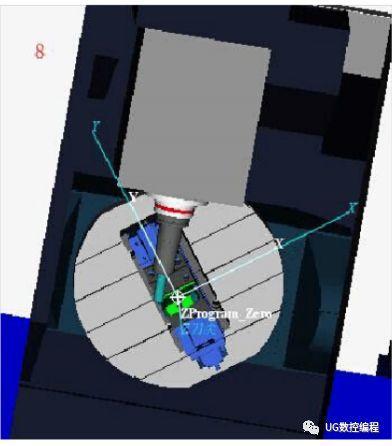
如图 7 零件坐标随零件翻转,而刀尖坐标没变。 现在大多多轴机床都具备“ rtcp、rpcp”的功能,就是刀尖点坐标也随着零件的变化而变化,图 8 是 fanuc 系统用了G43.的“rpcp”功能 。
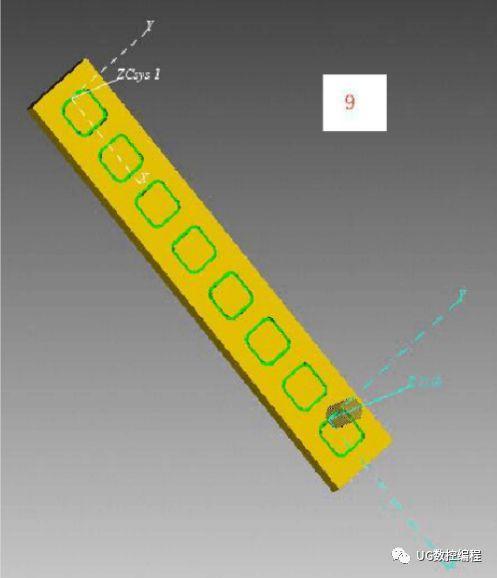
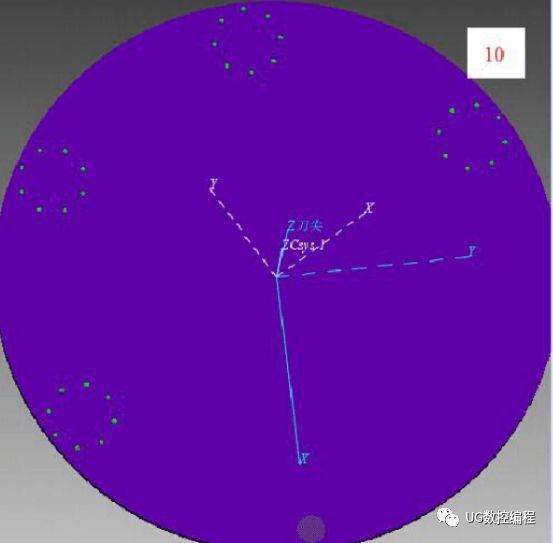
我们的“G68”命令是变换刀尖点坐标而不是零件坐标,
图 9、图 10 是分别用G92命令和 G68 命令的效果所以我们在多轴编程时,特别是用软件编程时应该注意,需要绕 Z 轴上变换坐标的,先在 C轴的零度位置上变换好( X的轴向即为 C轴的零度),然后手动改好需要的 C 轴角度,不然程序会出错。 以上讲了这么多,属于我个人的片面理解。 你所编写的程序的正确与否,即使是通过研究软件自带一些实例文件,也能让你真正理解不同数控系统的各种代码的含义,能学到你平时不会留意却很实用的许多知识。 本文来自莫莫的微信公众号【UG数控编程】,关注后可领取教程。 返回搜狐,查看更多 责任编辑: |

【本文地址】
今日新闻 |
推荐新闻 |