一种确保母铰轴耳板内开档精度的工艺方法 |
您所在的位置:网站首页 › 建筑轴网尺寸 › 一种确保母铰轴耳板内开档精度的工艺方法 |
一种确保母铰轴耳板内开档精度的工艺方法
|
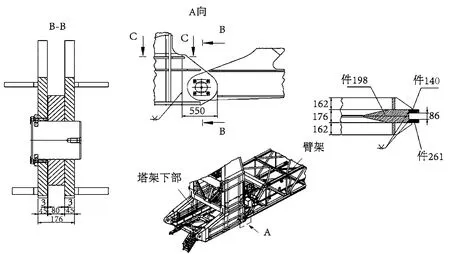
田 杨 季小波 王咏梅 (南通中远重工有限公司 工艺部,南通 226000) 本设计介绍了某堆取料机塔架下部母铰轴耳板的制作方法,其也适用于门座机、海工吊等类似结构的制作,总设计如图1所示。 堆取料机塔架下部母铰轴耳板的设计 1.1 臂架的铰轴的选择塔架下部与臂架的铰轴连接,公母铰轴耳板间的单边配合间隙仅为3mm,需要提升母铰轴耳板内开档精度尺寸(理论值86mm)。塔架下部母铰轴耳板(件140、件261)的板厚为45mm,要求与主板(件198)的对接焊缝为全熔透焊,母铰轴耳板装焊后会产生较大的角变形。 1.2 母铰轴耳板的选择由于母铰轴耳板的宽度尺寸小(最宽处为550mm),因此变形量有限,如采用油压机等机械方法矫正变形,容易造成焊缝撕裂。无法保证母铰轴耳板的内开档精度尺寸。两片母铰轴耳板的内开档尺寸为80mm,装焊完成后,现有的数控镗铣床无法对其加工,不能保证母铰轴耳板的内开档精度尺寸。经过分析后,采用以下方法对母铰轴耳板的内开档尺寸进行加工。
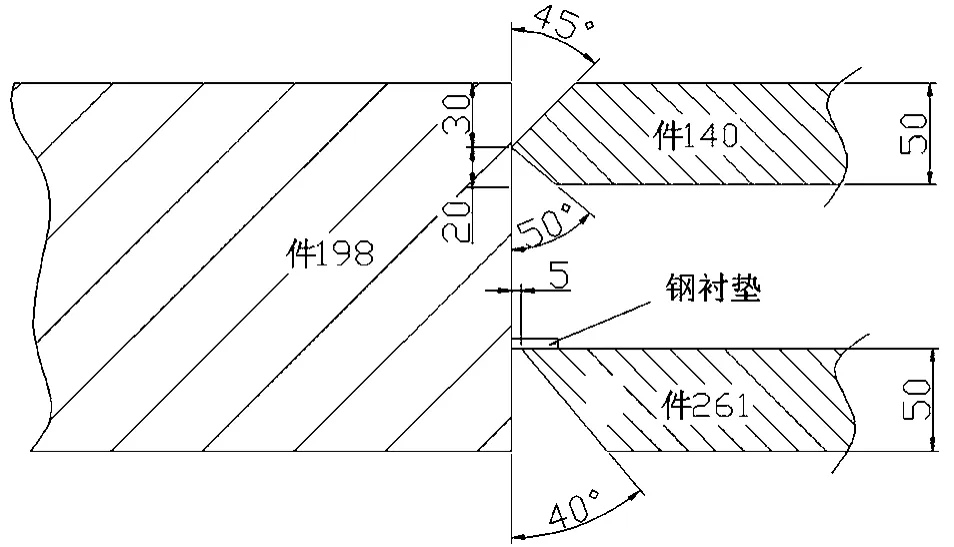
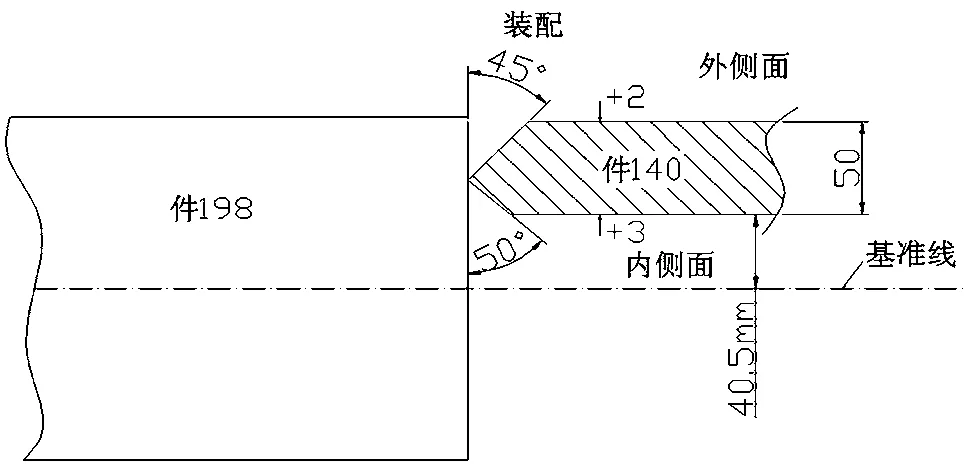
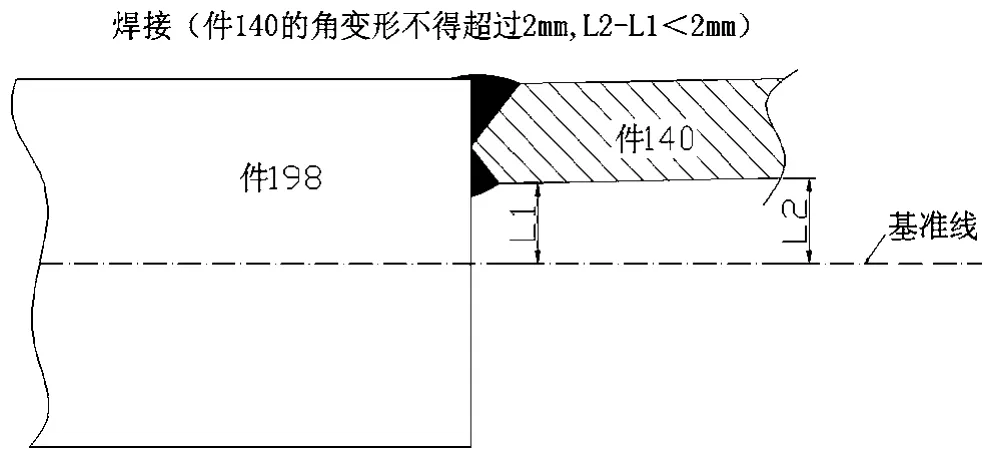
图1 堆取料机塔架下部母铰轴耳板设计 2 工艺步骤2.1 坡口成型尺寸件140和件261板厚方向均加放5mm的机加工余量,件198板厚方向加放9mm余量。件140、件261与件198对接处的坡口设计如图2所示。 以件198的中心为基准线,装配件140板厚方向外侧留有2mm余量,板厚方向内侧留有3mm余量。件140的水平不超过0.5mm,件140的内侧面距离基准线40.5mm,件140的坡口方向如图3所示。 2.2 焊接流程焊接过程中应将组合件多次翻身,以便两侧焊缝对称焊接,焊接时电流为200~230A,电压为29~31V。采用多层多道焊,减少角变形量。焊接完成后适度矫正,保证件140的角变形不超过2mm,件140的整体水平不超过2mm,如图4所示。
图2 坡口设计
图3 件140坡口方向 2.3 零件加工流程使用镗铣床加工件140内侧面和外侧面、件198外侧面。机加工后,件140板厚不小于45mm,件140与件198外侧齐平,件140内侧距基准线43.5mm。加工区域如图5所示。 以件140已加工的内侧面为基准面,定位装配件261,件261至件140的开档定位尺寸为87mm(在原设计图要求尺寸基础上增加1mm),件261板厚方向的5mm余量留在外侧,装配完成后,用加强扁铁将件140和件261固定连接,件261的水平不超过0.5mm。
图4 焊接位置示意图 焊接件261的电流为200~230A,电压为29~31V,采用多层多道焊,拆除连接固定的加强扁铁,火工适度矫正,最终件261与件140内开档可满足86mm,满足了母铰轴连接耳板内开档的精度尺寸要求,确保后续公、母铰轴耳板的配合安装。 加工件261的外侧及件198的外侧后,件261与件198外侧齐平,件261板厚不小于45mm,件198板厚不小于177mm。加工区域如图8所示。
图5 加工区域(阴影线内为加工区域)
图6 零件内侧加工图
图7 公、母铰轴耳板的配合
图8 零件外侧加工图(阴影部分为加工区域) 3 结语该工艺方法经过实践证明是可行的,且施工的综合费用较低,具有良好的社会和经济效益。因此,该方法可广泛运用在类似结构上,适合推广。 猜你喜欢 耳板塔架坡口 风力发电机组分段塔架加阻技术研究机电信息(2022年19期)2022-10-15钢结构生产中常用坡口选用及经济性分析中国金属通报(2022年1期)2022-06-02液压支架焊接坡口角度减小的优势研究中国新技术新产品(2020年6期)2020-06-19塔架立柱内置导向隐蔽型吊耳的设计石油化工建设(2019年4期)2019-10-10矿山机械转轴焊接工艺优化研究世界有色金属(2018年17期)2018-11-20马滩红水河特大桥缆索吊装系统塔架位移和稳定性分析西部交通科技(2018年7期)2018-10-18起重机械销轴连接耳板强度计算的探讨建筑机械化(2018年7期)2018-07-31船用便携式切割机的坡口切割误差分析应用科技(2015年5期)2015-12-09风力发电机设备塔架设计探析中央民族大学学报(自然科学版)(2015年1期)2015-06-11基于主观经验的俯仰座舱耳板优选设计过程装备环境工程(2015年5期)2015-02-28
|
 现代制造技术与装备2018年10期
现代制造技术与装备2018年10期【本文地址】
今日新闻 |
推荐新闻 |