焊接|我国压力容器焊接工艺评定现状 |
您所在的位置:网站首页 › 工艺评审标准是什么 › 焊接|我国压力容器焊接工艺评定现状 |
焊接|我国压力容器焊接工艺评定现状
|
(5)2011年颁布的NB/T47014-2011《承压设备焊接工艺评定》代替JB4708-2000。 JB4708-1992《钢制压力容器焊接工艺评定》是我国第一部压力容器行业一致认可的、系统的、规范的焊接工艺评定标准,该标准的实施为确保压力容器焊接质量起到了积极的推动作用。而压力容器行业与其他行业相比,其焊接工艺评定的发展在国内走在前列。 JB4708-1992标准起草于1987年,当时国内焊接工艺评定刚刚起步,各方面对焊接工艺评定的认识并不完全相同,各压力容器制造单位之间的焊接技术力量悬殊很大,焊接专业人员普遍缺乏,制定标准时充分考虑了当时的实际情况,在相应条款中做出了规定。10多年来压力容器行业发生了巨大变化,数以10万计的焊接工艺评定项目提高了压力容器焊接工作者对焊接工艺评定的认识,焊接技术素质有了较大的提高。全国压力容器标准化委员会充分考虑标准实施以来的重大变化,从实际出发积极参照ASME《锅炉与压力容器规范》第Ⅸ卷《焊接和钎焊评定》对标准进行修订,形成JB4708-2000《钢制压力容器焊接工艺评定》。 2011年NB/T47014-2011《承压设备焊接工艺评定》发布实施,随着我国经济的发展,越来越多的承压设备在设计、制造、安装、使用过程中参照了美国标准或欧洲标准,因此NB/T47014-2011标准在修订是充分考虑标准内容与国际接轨,从中国实际情况出发参照ASME标准进行的。 同时,考虑到当时焊接工艺相关标准过于复杂,如锅炉、压力容器、压力管道各有一套工艺评定要求,NB/T47014修订时将其统一为承压设备焊接工艺评定。
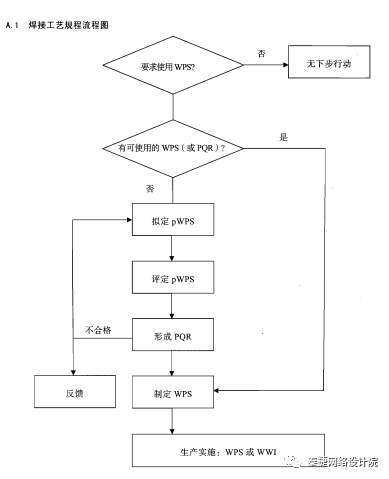
我国压力容器焊接工艺评定执行情况 焊接是一门专业性和实践性极强的学科,焊接工艺评定标准中包含了较多的专业知识和实践经验总结,真正认识与理解焊接工艺评定标准绝非易事,需要认真学习相关专业知识和进行焊接工艺评定实践。焊接工艺评定标准与其他标准不同,并不是按照条款逐条执行,而要对整个标准融会贯通,才能正确执行并优化评定项目,而目前压力容器制造企业中焊接专业人员水平差别较大,对标准的理解必然有所不同,因此对焊接工艺评定的执行情况存在较大的差别。据评审机构和监督检验机构反馈,大部分压力容器制造单位的焊接工艺评定都不同程度地存在不符合标准要求的情况。同时由于标准本身也存在不完善或者规定不明确的情况,造成执行过程中的误区。主要体现在一下几个方面: 1.1对焊接工艺评定标准的理解有误 对标准不理解则无法正确执行标准,有些单位为防止漏评,对每一种焊接接头形式都进行评定,多年来累积的焊接工艺评定项目200余项,结果浪费了大量的材料,仍然不能保证焊接工艺评定全部覆盖产品,而如果对标准充分理解并能优化评定的话,只需要20余项工艺评定即可保证产品焊接工艺的覆盖。 1.2焊接工艺评定要素不全 预焊接工艺规程(PWPS)中应包括全部的重要因素、补加因素和次要因素;焊接工艺评定报告(PQR)中应包括全部的重要因素及有冲击试验要求时的补加因素。但多数单位的预焊接工艺规程及焊接工艺评定报告中仍存在要素不全的问题,尤其是重要因素不全,焊接接头的力学性能则得不到验证,据此编制的焊接工艺文件起不到指导实际生产的作用。 上述问题的出现也与标准中规定不明确有关,NB/T47014中只规定了预焊接工艺规程和焊接工艺评定报告的定义,并提供了相应的格式,但没有具体的填写规定,造成许多单位填写时无据可循,只能靠自己的理解,造成了不同单位、不同人员填写时的差别较大,许多焊接要素得不到评定,相应的工艺文件也就失去了实际意义。 而ASME第IX卷中则对此有明确的规定:一份完整的WPS应述及在WPS中所采用的所有的重要变素、非重要变素及需要时的附加重要变素;一份完整的PQR,对每一种焊接方法,应记录下用于试件焊接的全部重要变素、当需要时的附加重要变素。试件焊接的非重要变素和其他变素记载与否,视制造商或承包商的选择而定。其规定明确,便于执行。 1.3 焊接工艺文件编制流程不符合要求 根据NB/T47014附录A(资料性附录),焊接工艺规程流程图如图1所示:根据该图在焊接工艺评定报告(PQR)形成后,应根据PQR制定焊接工艺规程(WPS),然后根据WPS编制焊接作业指导书(WWI)用于指导实际生产,但由于NB/T47014标准正文中则没有对编制WPS的过程做出具体规定,而附录A仅为资料性附录,因此国内绝大多数压力容器制造企业没有根据PQR制定WPS的过程,而是直接按照PQR编制焊接作业指导书(WWI),而许多问题恰恰是由于该过程的省略造成的。
图1 焊接工艺流程图 《固定式压力容器安全技术监察规程》中规定:焊接工艺评定完成后,焊接工艺评定报告(PQR)和焊接工艺规程(WPS)应当由制造(组焊)单位焊接责任工程师审核,技术负责人批准,经过监检人员签字确认后存入技术档案。 由此可见,焊接工艺评定和焊接工艺规程的编制过程是极为重要的,需要经过焊接责任工程师和技术负责人共同把关,因为这两个过程牵涉到对标准的正确理解问题,只有正确理解了标准才能正确地策划焊接工艺评定,只有根据正确评定的焊接工艺评定报告,才能编制出合格的焊接工艺规程。 从焊接工艺评定报告(PQR)到焊接工艺规程(WPS)的过程就是在焊接工艺评定试验的基础上针对焊接工艺评定试验所代表的所有规格、条件,结合企业生产实际所制定的详细的指导实际生产焊接工艺文件。也就是该焊接工艺评定报告覆盖范围内的各种规格、条件的产品的焊接工艺文件。 如利用8mm厚的钢板进行的焊接工艺评定试样,需要进行冲击试验时,其适用的板厚范围为4~16mm,则相应的焊接工艺规程中可以包括该厚度范围内的产品焊接的工艺参数。焊接工艺规程(WPS)可直接用于指导生产,抽取WPS范围内与产品规格、条件相同的参数进行具体施焊;企业也可以根据自身情况,抽取相应参数,补充额外条件如减小应力措施、减小变形措施等单独编制焊接作业指导书(WWI)或焊接工艺卡,利用焊接工艺卡指导焊工施焊。 可见POR到WPS过程非常重要,需要全面判断WPS是否在PQR的适用范围之内,因此该过程需要技术负责人和焊接责任工程师共同把关,而从WPS 到WWI或焊接工艺卡的过程则相对简单,只需要WWI或焊接工艺卡中的数据在WPS范围之内即可,仅需焊接工程师审核。 正是由于国内制造单位大多缺少WPS环节,造成焊接工艺卡超出合格的焊接工艺评定范围,焊接质量无法得到保证。 1.4焊接工艺审核方式不规范 焊接工艺审核是非常重要的环节,必须保证焊接工艺评定报告、焊接工艺规程(WPS)、焊接作业指导书(WWI)及焊接工艺卡等焊接工艺文件符合标准要求,需要严格控制审核过程。 美标中推荐了相关的焊接工艺审查表法审核焊接工艺文件,将焊接工艺文件中规定的所有要素逐一列表,逐项审核文件中要素的完整性,然后根据标准审核要素的准确性,最后比较焊接工艺评定报告和焊接工艺规程的匹配性,审查方法比较直观、完整,效果较好。 而加拿大焊接标准中规定:单位进行焊接工艺评定,首先要向加拿大焊接官方机构—加拿大焊接局(CWB)提出申请,双方约定好时间、项目等具体事项,由加拿大焊接局(CWB)派出代表现场见证焊接工艺评定过程,并记录数据形成焊接工艺评定报告(PQR),并录入加拿大焊接局焊接工艺评定报告数据库,单位根据认证合格的PQR,编制焊接工艺数据表(WPDSs),也就是焊接工艺评定报告覆盖的范围,相当于国内的(WPS),经CWB官方确认后,单位可根据WPDSs编制具体的焊接作业指导书;当单位需要制订新的焊接工艺时,先将该焊接工艺发往加拿大焊接局数据库进行搜索,如果数据库有焊接工艺评定报告支持,则可直接对该工艺进行确认用于单位焊接生产;如果数据库中无焊接工艺评定支持,则需增加焊接工艺评定,仍需CWB官方进行见证。 可见国外对焊接工艺评定(PQR)及焊接工艺规程(WPS)的审核比较严谨,从焊接工艺文件的完整性、准确性及PQR与WPS的匹配性几个方面进行控制,在保证了PQR与WPS的匹配性后,WPS与焊接作业指导书(WWI)之间的审核就简单多了。而国内大多数企业缺少PQR到WPS的环节,直接到WWI或焊接工艺卡,仅由焊接工程师审核,审核强度不足;而且直接审核焊接作业指导书(WWI)与焊接工艺评定报告(PQR)的匹配性,对人员专业素养要求高,且数量较大,审核难度大,容易造成漏审、错审。 另外,国内在焊接工艺文件审核时,没有具体的审核要求,无论是制造许可评审、监督检验,还是企业自己内部审核,均依靠审核者个人的理解,缺乏统一的标准,不同审核者水平不同、理解方式不同,把握尺度也不同,造成焊接工艺文件审核过程失控,无法保证焊接接头的力学性能。 1.5 焊接工艺纪律执行不严 合格焊接工艺评定报告(PQR)及焊接工艺规程(WPS)要靠严格地执行焊接工艺纪律来体现,如果不能严格执行焊接工艺纪律,则无法保证产品焊接质量,也无法体现合格的焊接工艺文件对焊接质量的影响,就不能为焊接工艺评定标准的修订提供基础数据。焊接工艺评定标准的修订是以大量的产品焊接数据的统计、调研为依据的,不按照焊接工艺文件施焊产品,则不能保证统计数据的准确性,则会对焊接工艺评定标准修订方向产生误导,不利于标准水平和产品质量的整体提高。 欧美标准中均要求压力容器制造单位设置焊接监督员,而且需要经过考试合格后上岗,其主要职责是监督现场焊接工艺纪律的执行,保证现场焊接工艺参数与焊接工艺文件的一致性, 同时,制造单位的焊接工艺纪律的执行情况还要接受业主委托的第三方检验机构的监督检查,而且执行欧美标准的焊工按工艺文件施焊的意识较强,因此其工艺纪律执行情况较好。 国内压力容器制造单位未要求设置焊接监督员,仅设置焊接责任工程师,焊接工艺纪律检查由工艺检验员来负责,采用抽查焊工施焊记录的方式检验工艺纪律执行情况。政府委托的监督检验机构只按照《固容规》的要求,监督焊接工艺评定过程,因为该过程为A类检验停止点,对焊接工艺纪律执行情况检查也是通过查阅施焊记录的方式。 《固容规》还规定由焊工本人填写施焊记录,而国内焊工大多习惯按照自己的方式凭经验进行焊接,执行工艺文件的意识普遍不强,而且一边施焊,同时记录焊接工艺参数,大部分单位难以做到,其施焊记录多数为后来根据焊接工艺卡补做的,施焊记录与实际情况脱节。 另外,大多数焊工的报酬是与焊接工作量相关的,许多焊工为了赶进度,提高工作量,不顾及焊接工艺的规定,选择焊接速度最快的方式完成焊接,必然会造成焊接工艺纪律的执行与工艺文件脱节。 如低温钢焊接时,按照工艺文件必须采用多层多道焊,而且焊道之间必须降低到一定温度以后才能施焊,比其他材料的同样焊道要花更多时间,有些焊工为了赶工作量,不顾工艺文件的要求,减少焊道,不等道间温度降低到规定值就开始熔敷下一层焊道,严重偏离焊接工艺纪律,造成焊接接头的力学性能不符合要求。 为了加强焊接工艺纪律的执行,《固容规》还对一些高参数、高危险性的压力容器提出了焊接产品试板的要求,但焊接试板检查属于验证性抽查,而且焊工在焊接产品试板时执行工艺纪律相对严格,但即使这样,也经常出现试板不合格的现象,其他焊缝的焊接质量就更加令人堪忧了。 要在制造过程中保证焊接质量,首先应在全面理解焊接工艺评定相关标准的基础上正确规划焊接工艺评定项目,根据合格的焊接工艺评定报告(PQR)编制焊接工艺规程(WPS),根据焊接工艺规程(WPS)结合产品实际情况编制焊接作业指导书(WWI)或焊接工艺卡,严格执行工艺纪律来保证焊接质量,同时将焊接数据进行统计,反馈到焊接标准中,为焊接工艺评定标准的修订提供数据,如此循环,持续改进才能不断提高焊接标准水平和产品焊接质量。 来源:泰捷网络设计院,如需转载,请加小编微信:15753251805,并注明“媒体合作”。未经允许私自转载或未按照要求格式转载,泰捷网络设计院将保留其法律责任的权利。返回搜狐,查看更多 |

【本文地址】