plc可编程控制器应用技术实训 |
您所在的位置:网站首页 › 可编程控制器plc实训总结800字左右 › plc可编程控制器应用技术实训 |
plc可编程控制器应用技术实训
|
plc可编程控制器应用技术实训
时间:2024.7.7
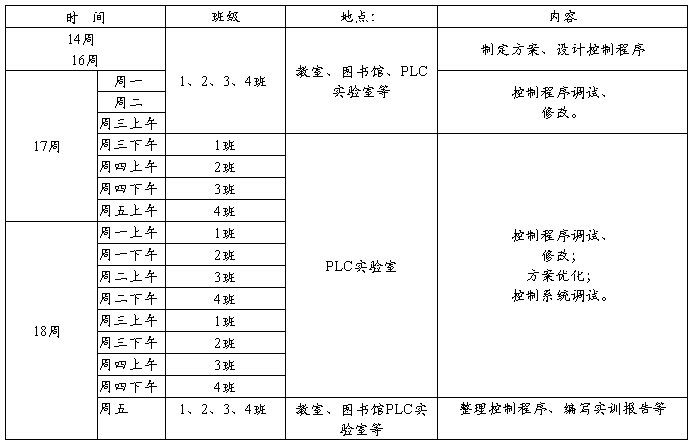
可编程控制器应用技术 实习报告 专业:机电一体化技术 班级:## 学号: 姓名: 五组 可编程控制器应用技术实训 一、 实训的任务及目的 本实训是在修完电工、机电传动与控制、可编程控制器等课程的基础上进行的。通过本次实训使学生能够掌握FXon系列PLC的结构、指令系统;掌握梯形图程序的设计方法、顺序控制梯形图的编程方法;熟悉PLC控制系统的设计(包括硬件设计和控制程序设计)方法以及PLC的使用方法,并能初步应用于工程实践之中。 二、 实训内容 1. 了解PLC结构特点 2. PLC控制系统设计、外接线设计 3. PLC控制梯形图程序设计 三、 考核方法 控制系统程序设计 40% 系统调试 40% 实训报告 20% 四、 实训时间安排
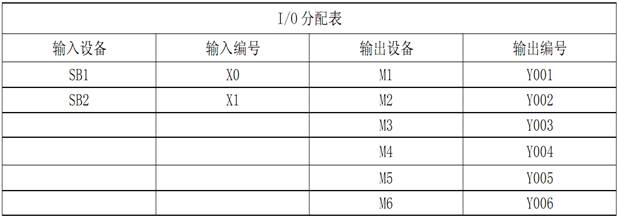
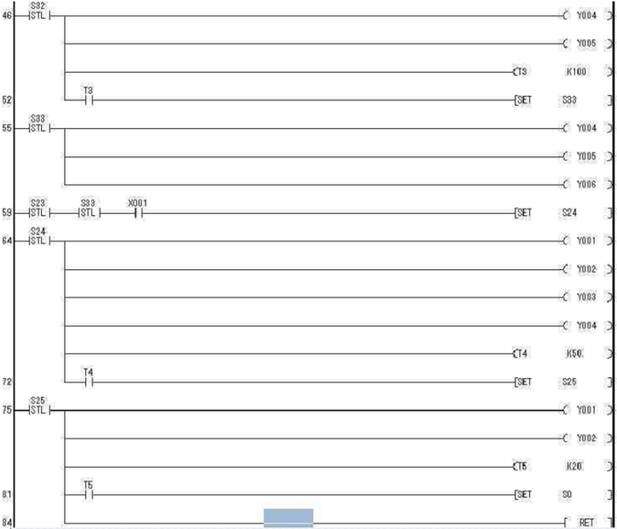
实训及指导时间:上午9:00——12:00 下午14:30——17:30 指导地点:PLC实验室 指导老师:秦展田、王灿、韩兴国、罗文军 实训课题一 分支状态转移图的编程与调试训练 一、实训的目的 (1)掌握分支流程状态转移图的编程原则和编程方法 (2)掌握状态转移程序调试的手段。 (3)掌握顺序控制程序的设计方法。 二、实训内容及指导 1.编程原则与编程方法 1)编程原则 先集中进行分支状态处理,再集中进行汇合状态处理。 2)编程方法 分支状态处理,应先进行分支状态的驱动处理,再按分支的顺序进行转移处理。汇合状态处理,应先进行汇合前状态(分支状态——汇合状态之间的中间状态)的处理〔含这些状态的驱动和转移),再依分支顺序进行由各分支到汇合状态的转移(各分支最后一个状态到汇合状态的转移)。 2.编程注意事项 1)严格遵守编程原则:集中处理分支和汇合。 2)进行汇合前驱动时.每个分支中间状态的驱动和转移处理不能遗漏。 3)严格按分支顺序进行编程,即第—分支、第二分支……,分支数不能超过8个。 3.程序的调试及运行 SFC(状态转移图)具有良好的可读性,可先阅读SFC预测其结果,然后再上机运行程序,观察运行结果,看是否符合控制要求。 若状态不能正常转移,故障可能有以下几种情况: 1)转移条件为ON没有任何状态元件动作,则表明编程或写人时软元件编号错误(移条件或状态元件的编号)。 2)状态元件发生跳跃动作,则表明编程或写人时出现混乱。 3)状态元件动作顺序错乱或分支错乱或汇合错乱,则表明编程时,编程原则和编程方法使用不当,应严格检查程序。 4.训练考核题 5) 5、10组 某控制系统有六台电动机M1~M6,分别受Y1~Y6控制,其控制要求如下: 按下启动按钮SBl,M1启动,延时10s后M2启功,M2启动延时5s后M3启动;M4与M1同时启动,M4启动延时5s后M5启动,M5启动延时10s后M6启动。按下停车按钮SB2, M5、M6同时停车; M5、M6停车后,再延时5s,M3、M4同时停车,再延时2s,M1、M2同时停车。 5、实训步骤 1)理解控制过程,分配I/O端口; 2)编制状态转移图; 3)编制控制梯形图程序,体会选择性分支编程的原则和方法。 4)将程序写入PLC,调试运行,观察运行结果,判断其正确性。 实验内容如下:
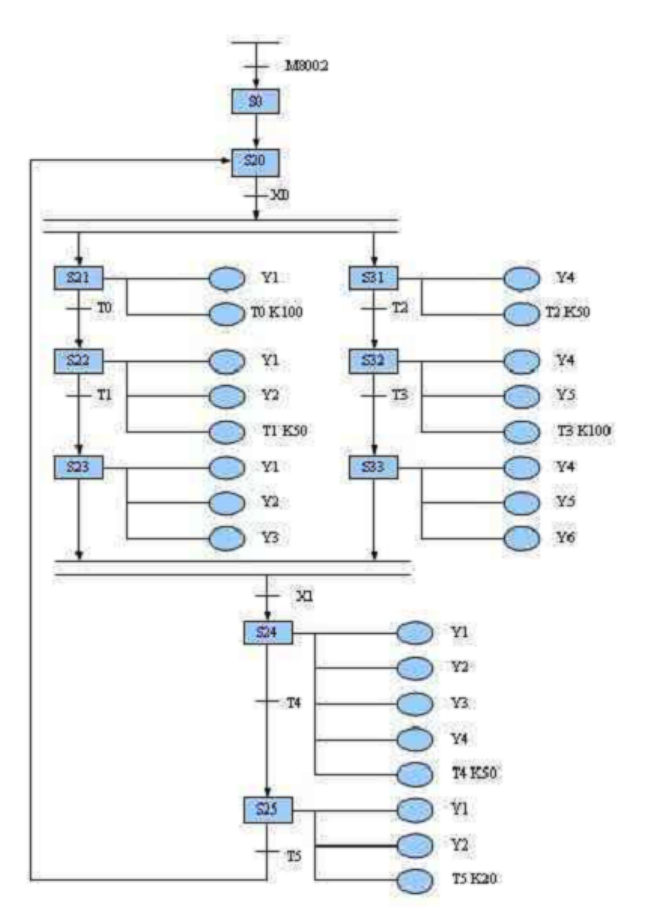
状态转移图如下:
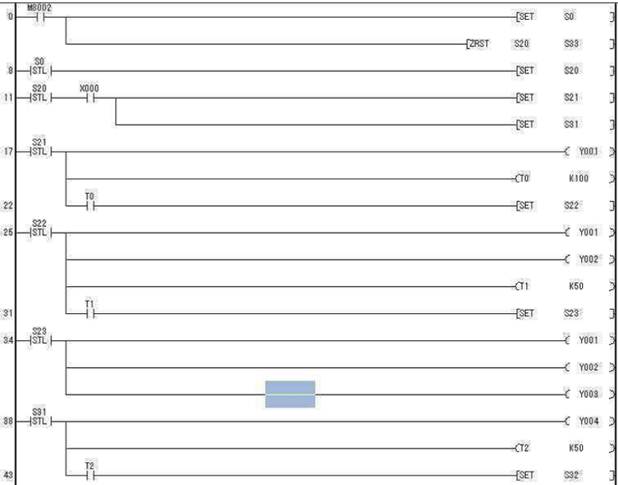
梯形图如下:
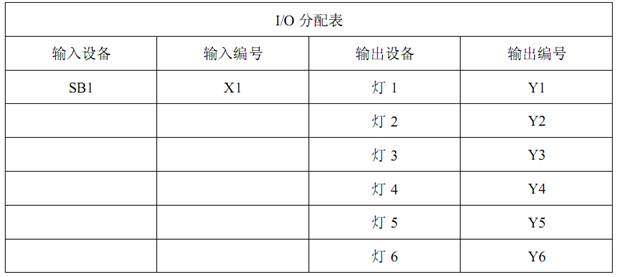
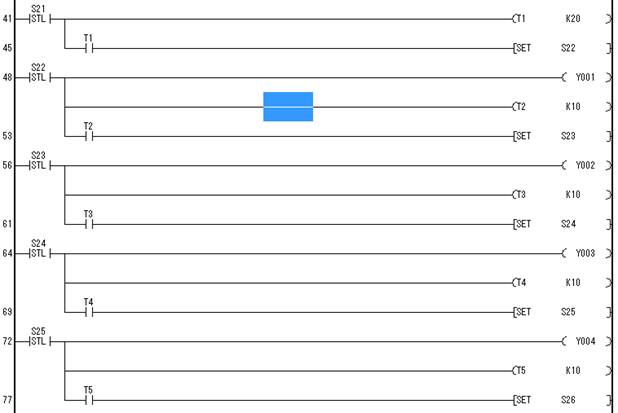
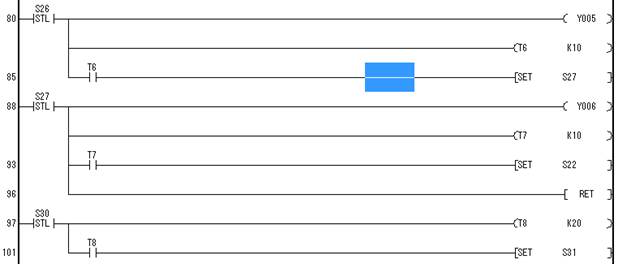
运行结果:实验结果和实验要求相符,试验程序正确。 实训课题二 电机控制程序设计 一、实训的目的 (1)掌握计数器、定时器的使用方法; (2)掌握程序选择执行的编程方法; (3)掌握顺序控制程序的设计方法。 二、实训内容及指导 训练考核题二 有六个彩灯,可以实现不同的点亮方式。 控制要求: 5) 5、10组 按第一下按钮SB1,灯全点亮2 s,全灭2 s,然后1~6顺次点亮1 s,重复; 按第二下按钮SB1,灯全灭2 s,再全点亮2 s,然后全熄灭; 能重复运行。 实训步骤 1)理解控制过程,分配I/O端口; 2)分配好定时器、计数器; 3)编制控制梯形图程序,体会顺序控制编程的原则和方法。 4)将程序写入PLC,调试运行,观察运行结果,判断其正确性。 提示:用计数器记录按钮按下次数;把按钮接通信号转化为脉冲信号。 实验内容如下:
梯形图如下:
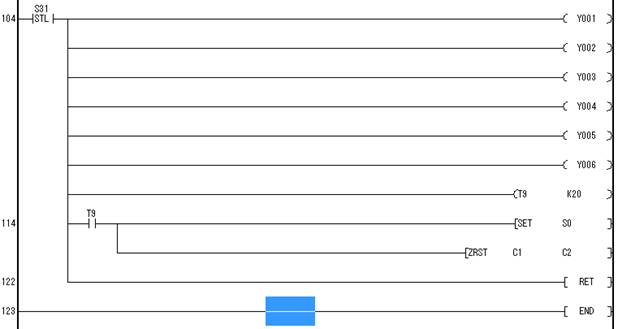
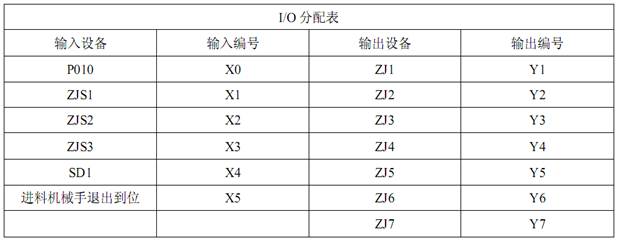
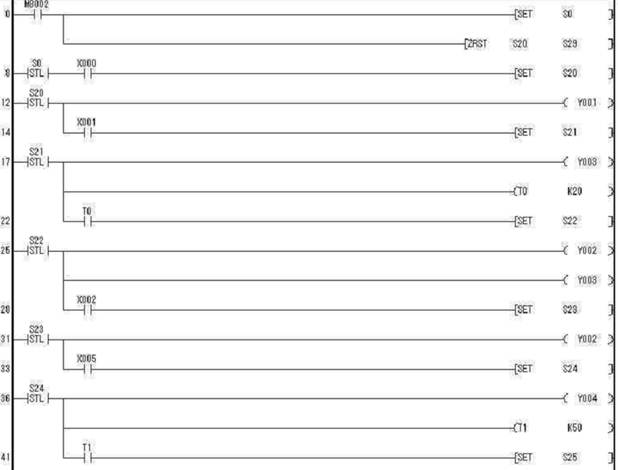
运行结果:实验结果和实验要求相符,程序调式成功。结果正确。 实训课题七 冲压控制(5、10组) 一、实训目的: 1.熟悉PLC编程原理及方法 2.了解自动压模具的基本原理 3.了解传感器原理及使用方法 二、实训内容 使用PLC数字量输入、输出控制自动冲压机。 INPUT 00 接(启动)按键PO10输出插孔; INPUT 01 接(工位1到位信号)ZJS1; INPUT 02 接(工位2到位信号)ZJS2; INPUT 03 接(工位3到位信号)ZJS3; OUTPUT 00接ZJ1(代表进料传送电机); OUTPUT 01接ZJ5(代表出料传送电机); OUTPUT 02接ZJ2(代表进料机械手控制阀); OUTPUT 03接ZJ3(代表进料吸盘控制阀); OUTPUT 04接ZJ4(代表冲压模具控制阀); OUTPUT 05接ZJ6(代表出料机械手控制阀); OUTPUT 06接ZJ7(代表出料吸盘控制阀); OUTPUT 07接传送带启动信号SD1 编程要求: 按下启动键 进料传送带电机转动,直到工件到工位1停止; 进料吸盘吸住工件; 进料机械手将工件送入加工台,直到工件到工位2停止;; 进料吸盘放下工件; 进料机械手退出加工台; 进料机械手后退到位后,冲压模具下降,完成冲压后上升; 出料机械手进入加工台; 出料吸盘吸住工件; 出料机械手退出加工台,直到工件到工位3停止;; 出料吸盘放下工件; 出料传送带电机转动,运走工件; 进料传送带电机转动,运送下一个工件,直到工件到工位1停止; 三、分析整理实训梯形图及语句指令表 1.写出I/O分配表、程序梯形图、清单。 2.仔细观察实训现象,认真记录实训中发现的问题、错误、故障及解决方法。 实验内容如下:
梯形图如下:
清单:型号Y200L-4的电动机×4,型号JZ7-44的继电器×7,冲压机床×1,机械手×2,按钮若干等等。 运行结果:试调结果和实验要求一致,实验符合实验要求。 PLC实验报告(自动门操作) 一、控制细节和编程 l 控制对象 控制一扇在检测到汽车之后可以打开或关闭的自动门。 l 控制规格 此单元中执行以下动作。 请学习必需的控制细节并编程和验证动作。 1)当汽车开到门的前面时,自动门打开。 2)当汽车经过门以后,自动门关闭。 3)在上限 (X1) 为ON时,门不再打开。 4)在下限 (X0) 为ON时,门不再关闭。 5)当汽车还处于检测范围 入口传感器 (X2) 和 出口传感器 (X3)中的时候, 门将不再关闭。 6)蜂鸣器 (Y7) 在自动门动作时拉响。 7)当汽车还处于检测范围 入口传感器 (X2) 和 出口传感器(X3)中的时候, 灯 (Y6) 点亮。 8)根据门的动作4个操作面板上的指示灯或点亮或熄灭。 9)使用操作面板上的按钮[ 门上升] (X10) 和 [ 门下降] (X11)的话可以手动操作门的开关。 二、编写程序的要点 1点击远程控制中的 [梯形图编辑] 按钮。 2输入一个程序。 3按下 [F4] 键转换程序。 4选中梯形图程序区域中的 "在线" - "写入PLC" 将程序写入 PLC。 三、确认程序的要点 1按下 [← 车前进] 按钮移动汽车到自动门处。 结果 >> 当 入口传感器 (X2) 检测到汽车,自动门打开。 2警报器 结果 >> 在自动门动作时警报器拉响。 当自动门停止时警报器不会拉响。 3门上的指示灯 结果 >> 当汽车在检测范围 入口传感器 (X2) 和 出口传感器 (X3) 之间, 黄灯点亮。 4按下 [← 车前进] 按钮让汽车通过。 结果 >>当出口传感器 (X3) 变为 OFF, 门开始关闭。 5操作面板的手动操作 结果 >> 只要按下[ 门上升] (X10) 和 [ 门下降] (X11) 按钮就可以手动打开或关闭自动门。 但是,在汽车经过检测范围内时,门不可以关闭。 6操作面板上的指示灯 结果 >> 根据门和汽车的动作,各指示灯点亮或者熄灭。 点击远程控制上的【复位】按钮可以初始化屏幕以便重复执行操作。 四、梯形图
运行结果:试调结果和实验要求一致,实验符合实验要求。 更多相关推荐: 可编程控制器实训报告广西师范学院可编程控制器实训报告班级:09自动化学号:***20XX年6月4日20XX年6月9日实训一三相电机控制一、实训目的1、了解三相电动机的起动方式。2、掌握PLC基本指令的应用。二、实训器材1、亚龙PL… 可编程控制器实验报告浙江科技学院机械与汽车工程学院浙江科技学院实验报告控制系统实验可编程控制器题目半自动运输装置学院机械学院专业机械设计制造及其自动化班级机制092学号学生姓名陈剑武杨浩亮孔令俊年月日浙江科技学院机械与汽车工程学院... 可编程控制器实习报告南京工业大学可编程控制器实习报告院系浦江学院专业自动化姓名吴诗佳学号P1501080428起讫日期20xx06520xx0617指导教师李丽娟谈怡君20xx年06月16日目录1设计目的2软硬件设备3设计方案控制... 可编程序控制器应用实训报告可编程序控制器应用实训报告可编程序控制器(PLC)主要以计算机的微处理器为基础,综合计算机的应用技术、通讯技术以及自动控制技术而发展起来的一种通用控制器。虽然PLC由较为复杂的微处理器组成,但是在实际应用过程中… 3.可编程控制器应用实训报告西安广播电视大学开放教育机械制造与自动化数控技术专业专科可编程控制器应用实训报告学生姓名学号指导老师分校时间学生姓名学号可编程控制器应用实训报告题目1混料系统设计系统的IO元件安排如图429所示见课本P126系... 可编程控制器应用技术实验报告可编程控制器应用技术实验报告学班学指成生姓名级号导教师绩20xx年11实验一S7200PLC编程软件使用实验1实验目的熟悉STEP7MicroWIN编程软件熟悉西门子S7200的仿真软件3学会编写简单的梯形图程... 电气传动与可编程控制器实践课程(02208)考核大纲河南工业大学自考助学本科电气传动与可编程控制器实践课程考核大纲课程代码02208河南工业大学继续教育学院一课程性质目的及任务电气传动与可编程控制器是模具设计与制造专业的专业课通过实验教学使考生熟悉电气控制系统的... 电气传动与可编程控制器PLC实践报告西南科技大学电气传动与可编程控制器PLC实践报告专业机械制造及自动化学院绵阳职业技术学院姓名苏加伍指导老师实习内容1PLC控制系统设计的基本原则2PLC控制系统设计的一般步骤实践计划1绘制系统的功能图设计梯形图... 实验一 可编程控制器的基本指令编程练习 PLC实验报告广州大学学生实验报告开课学院及实验室工程北52920xx年5月14日 电气传动与可编程控制器PLC实践报告已完成 2实验报告实验课程地市准考证号姓名实验一PLC控制系统设计基础一实习内容1PLC控制系统设计的基本原则2PLC控制系统设计的一般步骤二实践计划1绘制系统的功能图设计梯形图程序2根据梯形图程序写出指令表程序对程序进... 20xx-15-1 《可编程控制器 综合实训》 实训报告 封面上海第二工业大学实训报告课程名称可编程控制器综合实训学生姓名刘佩青学号20xx2626759学院名称工学部专业班级12电气02任课教师高顺富开始日期20xx年9月11日完成日期20xx年9月18日 彩灯控制器实验报告电工电子课程设计实验报告题目名称:彩灯控制器指导教师:姓名:学号:专业班级:交设0702班日期:20##-07-05前言电子技术课程设计是配合电子技术基础课程与实验教学的一个非常重要的教学环节。它是电气信息类专… 可编程控制器实训报告(16篇) |



【本文地址】
今日新闻 |
推荐新闻 |