西门子主程序调用子程序 |
您所在的位置:网站首页 › 加工中心如何调用子程序 › 西门子主程序调用子程序 |
西门子主程序调用子程序
|
每次看到文章评论下方各位大神留言,发现总有有人留言说:宏程序就是调用相同的小程序段,与M98调用子程序是相同的!还有某大神说我不会用M98.不知道什么是M98!好多大神把M98调用子程序与宏程序概念搞混乱!!今天和各位一起讨论一二! 
举一个简单的小例子,在一块热处理过的高强度模具钢上面,铣深50mm直径30mm圆孔!用20铣刀杆高速加工,用宏程序编程:G40G80G90;M3S1450;G0G90G54x0y0;M7;G0G43H1Z100;Z0;#1=0.5;#2=50;#3=0.5;N10;G1Z-#1F80;G1G42X0Y15D1F2000;G2J-15;G1Y0;G40;#1=#1+#3;IF[#1LE#2]GOTO10;M5;M9;G0G90Z200;G0G53Y0;M30; 用M98调用子程序编程:主程序号O1111;G40G80G90M3S1450;G0G90G54X0Y0;G0G43H1Z100;Z0;M98P2222L100;G90G0z200;M5;M9;G0G53Y0;M30;;子程序号O2222;G1Z-0.5F80;G1G42X0Y15D1F2000;G2J-15;G1Y0;G40;M99; 通过上下两个程序对比,你会发现宏程序比M98调用子程序,在格式上更加简节,修改更加方便,如果我要修改Z-下刀量,宏程序只要在一个程式上修改#3变量就可以了,至于Z轴要下多少次,全部是系统计算!但是在M98调用子程序这种格式程序中,你不光要翻到子程序O2222去修改Z值下刀量,还要翻到主程序O1111修改子程序重复次全(深度除以Z轴下刀量)!对比下:宏程序具有智能性简洁性! 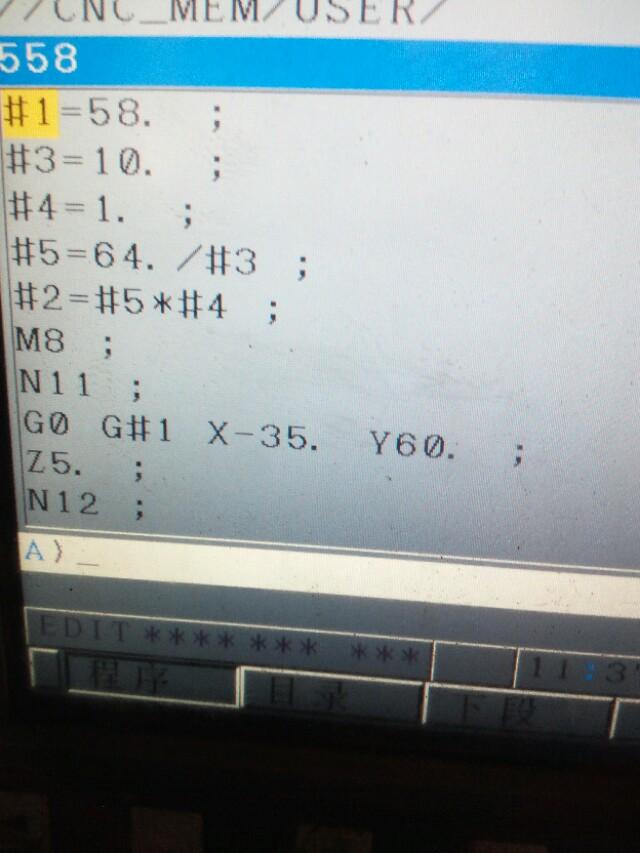
特别是经常在加工中,有人会忘了检查子程序是否正确是否被别人修改,粗心大意造成机床撞刀,产品报废!宏程序则漂亮的把主程序和子程序融合在一个加工程序里面,方便操作员检查程序!随看随检查!宏程序有强大的运算功能【加减乘除函数……】可以通过条件式【大于小于等于……】精减程序优化刀路! 而M98调用子程序只是一个调用呼叫功能和宏程序格式里的GOTON号很像,它没有运算功能,主程序里调用子程序次数需要你人工算出来,如果把宏程序比作一架高性能飞机,那么M98调用子程序就是塔台航空调度员!‘ 宏程序与子程序各有各的特点!宏程序与子程序可以混合编程,不能说宏程序可以代替子程序,两者功能上有许多相似点!就好比面粉和蛋糕区别!但是不可以拿来比较,能用子程序编程的用宏程序都可以实现,能用宏程序实现的编程子程序不一定实现! 
宏程序是手工编程的最高境界,具备较强数学功底的编程人员,可以编制优化宏程序,其总长不过百行,这与电脑编程几千上几十万行行成鲜明对比!宏程序是给CNC机床【赋予生命】,让机床可以根据编程人员指令自主运算,把人们大脑的逻辑性表达出来! 
总结一下:宏程序可以实现:M98主程序调用子程序M99循环!编程所以要求!子程序却不能实现宏程序的变量进行算术或之逻辑运算及条件转移!!它们没有谁比谁更历害,只有谁更包容谁!!【关注我,坚持原创,全是工作经验与心得,发货全是干的,没有稀的】 |
【本文地址】
今日新闻 |
推荐新闻 |