一般光刻工艺过程 |
您所在的位置:网站首页 › 光刻技术的缺点有哪些 › 一般光刻工艺过程 |
一般光刻工艺过程
|
把设计掩膜模图形转移到晶圆上需要经过一整套复杂的涂胶、曝光、显影、刻蚀等工艺过程,这一过程大体可以分为以下11个步骤,如下图1 所示: 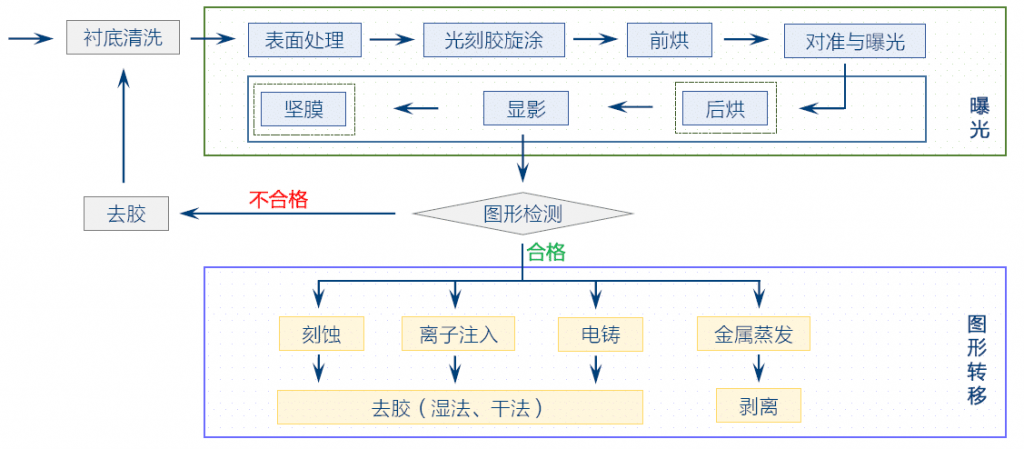 图1 一般光刻过程示意图 图1 一般光刻过程示意图
1. 衬底处理 当使用新的洁净的衬底(晶圆)时,需要在热板上150~200℃下加热几分钟(2~3分钟)以去除衬底表面的水汽。且后续应该尽快进行下一步工艺,或者建议将处理好的衬底存放在干燥容器中避免再次吸收水分。对于被污染的衬底或者使用过的晶圆,需要彻底清洁,常规清洁步骤是先丙酮处理,然后使用异丙醇或者乙醇清洗,然后进行干燥处理,从而提供衬底对光刻胶的粘附力。这里,请注意,丙酮在挥发过程中会使衬底温度降低导致衬底吸收空气中的水汽。另外,如果是返工工艺中,需要针对衬底类型和工艺特点选择合适的清洁工艺将晶圆彻底清洁,必要的话,必要的时候可以使用特定的去胶剂或者酸(如食人鱼液)。对于一些特殊的衬底,如蓝宝石、III-V族衬底,其与光刻胶的黏附性能比较差,这个时候我们就得考虑使用增附剂来改善衬底与光刻胶的粘附性。我们推荐使用AR 300-80涂覆在衬底上,烘干后可获得15nm厚的胶层(您也可以使用传统的HMDS沉积在衬底上)。这种情况下晶圆表面形成了单层疏水层,有助于提高光刻胶与衬底的粘附性。这里需要注意,HMDS有一定的毒性,需要注意使用安全,另外,不建议使用旋涂的方式沉积HMDS因为只有少量的材料会附着在晶圆上,匀胶机会被污染。 衬底和光刻胶之间的粘附性是一个很敏感的问题。清洗过程中很小的细节都会决定衬底与光刻胶的粘附性。通常硅片、氮化硅、常规金属(如铝和铜)与光刻胶具有良好的粘附性,而SiO2、玻璃、金、银等贵金属以及砷化镓等与光刻胶的粘附性不是很好,粘附性不好带来的问题就是:①涂胶涂不上;②显影过程中出现漂胶;③显影后发现光刻胶图形中在应力集中地方出现裂纹。这种情况下需要通过特殊的工艺来提高粘附性。另外, 当环境中的空气湿度过高(>60%),粘附性也会大大降低。因此在涂胶之前我们必须通过控制环境和工艺以获得理想的工作条件,如,在打开瓶盖之前,应该使光刻胶恢复致室温,避免光刻胶表面因为过冷而凝结水汽,从而避免产生气泡。使用移液器吸取光刻胶,动作应该轻缓,避免引入气泡。从而引起涂胶过程中而定薄厚不均现象。 一般来说,最佳的涂胶条件是温度20~25℃,相对空气湿度为30~50%(建议为43%),温度稳定性为±1℃(最佳21℃)。相对湿度过大对涂胶会产生不良影响,当空气湿度大于70%时,将不再适合涂胶,相对空气湿度会对光刻胶的涂胶厚度产生影响,见下图所示:  图2 旋涂膜厚与空气湿度的关系 图2 旋涂膜厚与空气湿度的关系
2. 光刻胶涂胶 光刻胶主要通过旋涂的方式进行涂布的(又称为“甩胶”),我们可以参考旋涂曲线获得一款胶的涂胶条件。对于薄胶,最佳的旋涂转速为2000~4000rpm,对于相对胶厚的胶,最佳旋涂转速为250~2000rpm,匀胶机的转速通常可以达到9000rpm,在某些情况下,还可以使用1000~200rpm较慢的转速来获得特定较厚的胶层。但是这种情况下,胶膜的质量会下降。并且可能会在晶圆的边缘形成大量的边缘胶珠,可以通过旋涂获得30~200um的胶厚(取决于光刻胶的类型),也可以使用自流平的方法获得高达1mm后的厚胶膜。 需要注意,频繁打开瓶盖会导致光刻胶中的溶剂挥发,从而导致胶变厚,一般来说,对于1.4um(@4000rpm)的胶,1%的溶剂挥发会导致胶厚增加4%,对应的曝光剂量也需要增加。 一般情况下,以1000rpm匀胶转速下获得的胶厚是4000rpm下胶厚的2倍,可以以此来估算特定光刻胶的膜厚值。对于AR-P 3510,在4000rpm转速下胶厚为2.0um,在1000rpm转速下的胶厚约为4.0um,如果可以接受薄膜成膜质量差,边缘胶珠的前提下,250rpm甚至可以获得8um的胶厚,但是我们不建议这么做。使用高转速可将胶厚控制在1.6um(在6000rpm下)。如下图所示: 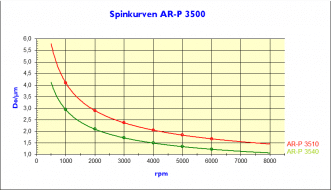 图3 AR-P 3500 旋涂曲线 图3 AR-P 3500 旋涂曲线
在涂胶转速>1500rpm下,30s的涂胶时间足以获得所需的膜厚,但在较低的转速下,其涂胶时间应延长至60s,对于加盖共旋的匀胶机,虽然其涂胶质量较高,但是其厚度通常是开放式匀胶机厚度的70%。对于薄胶,一般的匀胶时间为60s足够了,过长的匀胶时间,反而会使成膜质量变差。 还有一些不常见涂胶工艺,如下: 浸涂:适用于大型或者不规则形状的衬底喷涂:与旋涂结合,以节约光刻胶,也适用于衬底表面有深沟槽结构或者衬底形状不规则的情况辊涂:大幅面衬底,如防伪、印刷行业3. 前烘 前烘(pre-bake或soft-bake)的目的是通过温度将光刻胶中的有机溶剂挥发掉,使晶圆表面的胶固化。一般来说,匀胶的过程中大部分溶剂已经挥发掉了,但是还是有相当部分溶剂残留在光刻胶胶膜中,在前烘(90~100℃)过程中胶膜会得到进一步的干燥和固化,可提高光刻胶与衬底的粘附性,还可以减小显影过程中的暗腐蚀的发生。 ,前烘可以在热板上进行也可在烘箱中进行,每种胶都会有其特定的前烘温度和时间 。 对于前烘工具(热板或者烘箱),对于薄胶( |
【本文地址】
今日新闻 |
推荐新闻 |