数控老师傅谈刀具切削三要素,加工秘籍! |
您所在的位置:网站首页 › r角刀片 › 数控老师傅谈刀具切削三要素,加工秘籍! |
数控老师傅谈刀具切削三要素,加工秘籍!
|
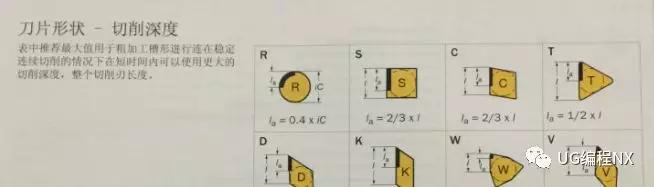
这是主偏角90度时各种刀片的推荐最大切深。 *注:90度主偏角时,实际最大切深可以达到整个刃长,但是此时进给很小,几乎没有实际意义。所以还是推荐的最大切深有应用的价值。 由于很多时候,主偏角未必是90度,所以可以参照下图换算:
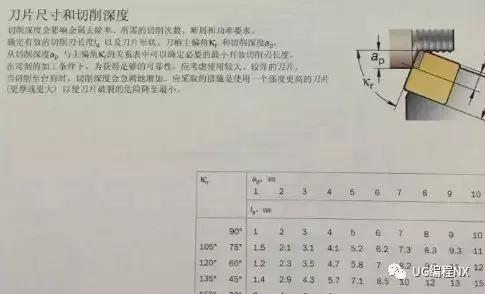
此表格是非90度主偏角时根据切深换算刀具刃长。在大切深情况下需要换算,否则实际切深超过刀片刃长会导致蹭刀甚至撞刀。 最大切深受刀片刃长的影响,但是由于刀片有R的存在,而R角的大小又影响刀片的强度,进而又会影响最大切深。另外,切深一定的情况下,R角的大小还影响排屑。
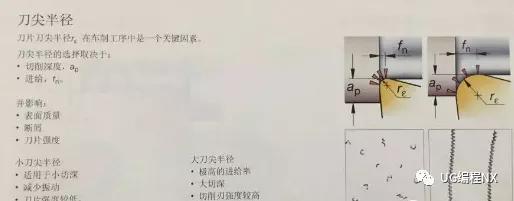
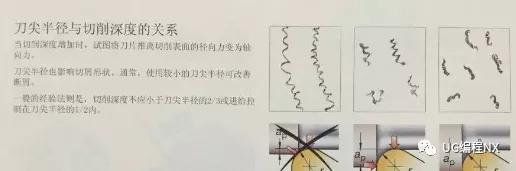
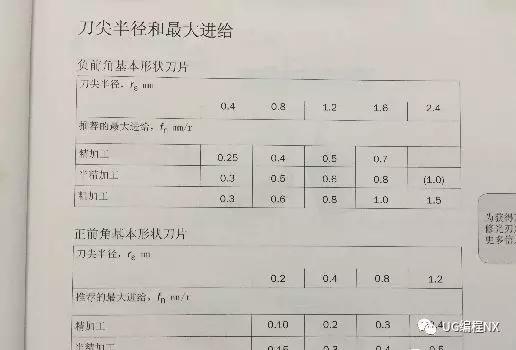
所以,建议切深不小于R角的2/3。 二)进给 进给也和R角有关,同时,也和角度有关。
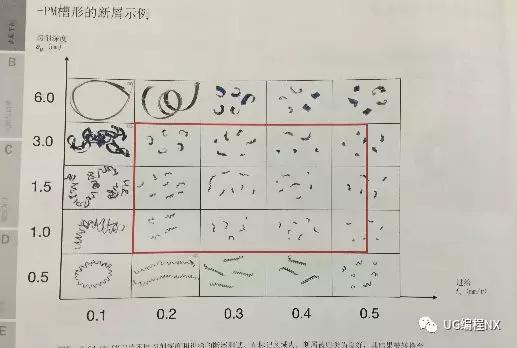
上图,就推荐了正前角和负前角刀片各R角的推荐最大进给。 进给不光和R角有关,更和断屑槽有关。举例用CNMG 120408-PM试验切削钢件,在不同的切深和进给下,铁屑形状的变化:
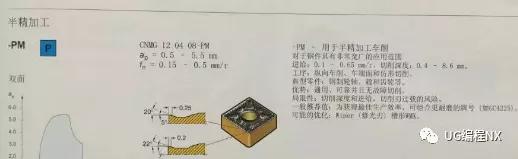
明显,只有红框内的铁屑形状是比较理想的。所以针对该刀片大小角度和R角以及槽型,推荐的切深和进给如下:
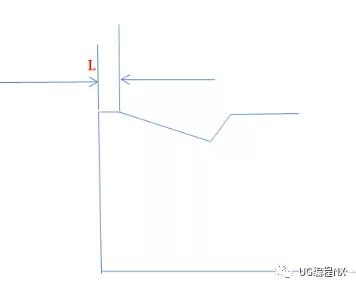
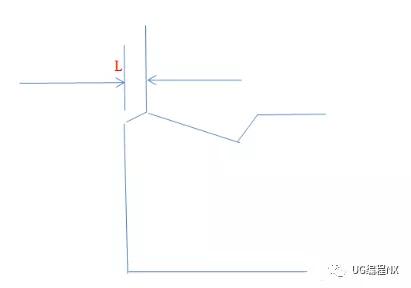
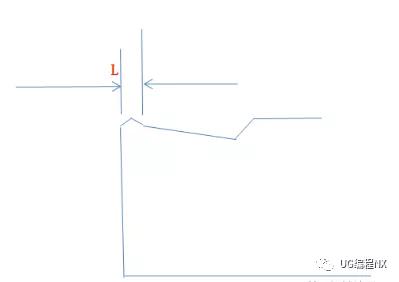
可以看到,推荐ap0.5~5.5mm(最小0.4mm~最大8.6mm),f0.15~0.5mm/r(最小0.1mm/r~最大0.65mm/r)。 那么怎么根据槽型确定进给呢? 常见的槽型有以下几种(图做很烂,意思明白就成): 1.
2.
3.
4.
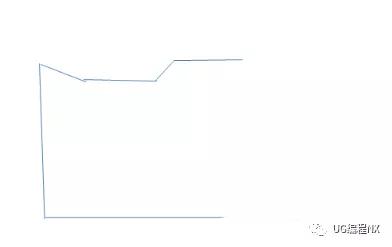
5.平板的,也就是无断屑槽,这种一般用于铸铁加工,或者短屑材料的加工。 上述1~3种槽型,一般加工长屑材料时(钢件,不锈钢等),最小进给一般都会大于L值,否则,后面的卷屑槽将不起作用。 第4种,由于前角很锋利,没有槽宽L,这种槽型的最小进给跟前角后角R角有关。前角不是夸张的话,一般02圆角f最小0.01~0.03,04圆角,f最小0.03~0.05左右,08圆角f最小0.08~0.12。可以理解为R角的1/10左右。当然,前角越大,f就要越小。 加工铸铁的平板刀片,类似第4种,最小进给也和R角相关,即取R角的1/10左右。 *注:上述跟槽型有关的建议值都是最小进给值。 说完了进给和切深,影响最大的线速度就不得不说了。但是由于线速度牵扯的因素实在太多,也没有一定的规则好遵循。所以只能简单的说下我个人的推荐: 主要分P,M和K类零件: 1)P类(钢件) CVD涂层:负前角:120~250m/min(硬度/ISO分组越高线速度越高,下同) 正前角:150~350m/min PVD涂层:负前角:80~150m/min 正前角:100~180m/min 2)M类(不锈钢) CVD涂层:负前角:100~180m/min 正前角:120~220m/min PVD涂层:负前角:60~120m/min 正前角:80~150m/min 3)K类(铸铁) CVD涂层:负前角:150~300m/min 正前角:180~400m/min PVD涂层:负前角:100~200m/min 正前角:150~250m/min 大家好,我是UG编程-牧亭, 本文来自微信公众号:UG编程NX 需要学习资料关注下,免费领取。返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |