漆包线点焊针材料的选择 |
您所在的位置:网站首页 › pin针焊接工艺 › 漆包线点焊针材料的选择 |
漆包线点焊针材料的选择
|
焊头的形状(电阻分布)、电流和时间影响产生的热量。 压力、焊头表面与漆包线的接触情况,影响焊头热向漆包线和焊盘的传热量。
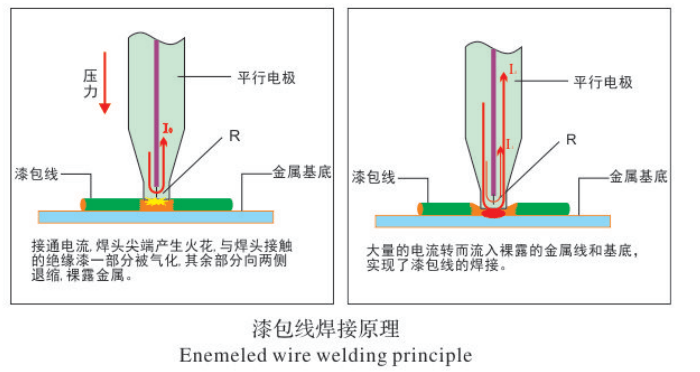
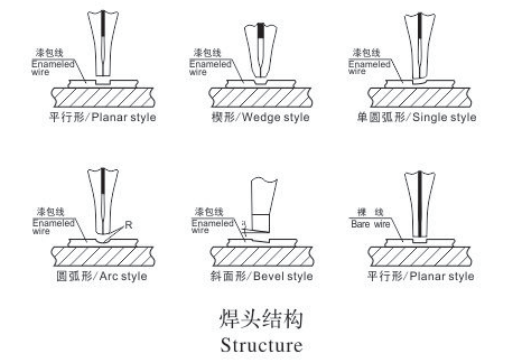
漆包线和焊盘不同时,对热量的需求量是不一样的,需要合适的焊头、以及需要适当的电源输出电流、通电(脉冲)时间与之相匹配。产品需要热量大,焊头的截面、电源的输出就要大,才能保证足够的热容量。 一般来说,片式焊头需要的能量较高;针式连体的热量集中在尺寸较小的焊头头部;针式分体的发热集中在两片接触区域,能量比较集中,需要输入能量较小,适合焊接焊盘较小的零件。 焊头截面过小或接触不良,保证焊好所需要的焊头温度必然偏高,会加速焊头损坏。 点焊机头配用逆变直流焊接电源,配以精密加压机头和专用焊头(耐高温大电阻材料),焊头正负电极成左右连接,焊头压住漆包线时,大电流短时间流经焊头,焊头瞬时产生热能,热能首先烧融漆皮,再熔接铜线和焊盘。
漆包线适用线径: 这种焊接方式适合细小漆包线(直径0.5内)的焊接,如果漆包线太粗,则对焊头损耗太大,没有实际经济意义。如果线径较大,可以去漆皮,不焊接。 漆包线点焊针焊接难点: 在漆包线焊接中,主要是通过焊头热能传递给漆包线和铜箔或镀金盘等,最主要难点是焊接需要一致,无虚焊。 因为焊头热能Q=Q1(电流通过产生的热能)+Q2(焊头温度升高产生的热能),如果采取“恒电流”控制模式,则会造成前面的一些焊点刚刚合适,但后面的焊点会烧过头的状态(因为焊头温度积累的热能更高)。 点焊针在焊接点焊机稳定性解决方法: 采取恒压控制,则当焊头温度升高时,焊头的电阻也会增大,则I=U/R,实际电流也会减少,实际热能Q1也会减少,则Q=Q1(电流通过产生的热能)+Q2(焊头温度升高产生的热能)趋于平衡。 我司电源采取恒压控制,正常电压在正负0.03V波动,最高在正负0.05V波动。 放电时间任意调整,每级0.01毫秒。 此外,焊头使用过程中,由于绝缘漆和材料表面的其它物质(例如助焊剂)的影响,表面会变脏。表面赃物影响焊头的热量向焊接区域传递,导致焊接不良。在焊接一定次数后(实验获得的最低次数),需要对焊头表面进行清洁。 注意清洁方法正确,不要破坏焊头结构,不要给焊头寿命带来较大的影响。 漆包线点焊针与漆包线精密流点焊机的应用范围: 电磁线精密点焊机广泛应用在各种带小线圈电子元器件的生产制作,同时在电机 贴片电感器、微型手机马达转子、铜箔漆包线焊接、贴片变压器、高频通讯元件、感应式IC卡、微型讯响器、钟表线圈、扬声器 、 耳机 、 天线 、 麦克风 、免提耳机、光学器件、厚膜电路、模块等各种带小线圈电子元器件等引出线接点的焊接。 电磁线点焊机同样可以焊接各种微细的金属线、金属带,如印刷线路板的修补、太阳能电池的焊接等。返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |