瓶颈管理第3讲–瓶颈隔离和产能提升 |
您所在的位置:网站首页 › FIL检索是瓶颈吗 › 瓶颈管理第3讲–瓶颈隔离和产能提升 |
瓶颈管理第3讲–瓶颈隔离和产能提升
|
识别:瓶颈在哪?是否移动?长期还是临时瓶颈?根本原因? 设备利用率:利用率最大化,利用可用时间。 计划:生产正确的产品!越晚确定计划越好,小批量,均衡。 隔离:其他工序不能拖慢瓶颈工序。通过库存隔离。 产能:提高瓶颈产能,加快瓶颈速度,提高瓶颈可用性。 重复:系统改进了吗?瓶颈问题是否还是相关问题?如果有必要重复以上步骤。 瓶颈的隔离就瓶颈的本质而言,瓶颈会转移。瓶颈转移越少,最主要的瓶颈被其他次要瓶颈影响到的可能性就越小。缓冲库存越大,瓶颈转移的可能性就越小。因此,你可以通过在最大瓶颈工序前后增加缓冲库存来提高系统产能。 另一方面,瓶颈之后的缓冲库存通常是空的。当需要隔离下游对它的影响时,这个缓冲库存就会起作用。因此,同样可以从这种隔离中获益,虽然会多一些库存(以及需要准备空间来储存这些库存)。因此,对于隔离下游工序问题,瓶颈后面的缓冲库存比瓶颈前面的缓冲库存更有用。 但任何情况下,都不应该把瓶颈前的缓冲库存降到零,上游任何的一次缺料都会降低瓶颈工序的实际利用率。 另外,你对瓶颈进行隔离并不意味着系统中其它的工序不需要隔离。如果只隔离了瓶颈,而不隔离其它工序,那么其他工序之间的相互作用有可能会使主要的瓶颈经常处于缺料和阻塞状态。因此,最好在各工序之间有一些缓冲库存。  不是一个好的系统… 不是一个好的系统…当然,除非这些工位通过传送带被锁定在一个速度上。例如,汽车装配线通常在工位之间没有库存,而只是在较大的线段之间会有一些库存。至于确定缓冲库存的大小,这是很复杂的事情。常见的行业方法是采用熟悉车间现状员工的专家估计(即至少对系统有一点了解的人的粗略猜测)。当然也有一些数学方法(参见确定FiFo通道大小 – FiFo公式),但我仍然建议采用专家估计的方法。如果你坚持想要数学计算,可以使用FiFo计算器。 产能改进升级或安装新设备提高系统能力的最后一种方法是提高瓶颈的产能。大多数情况下,这涉及到升级现有设备或安装新设备(也就是说,都需要大量的时间和金钱)。出于某些原因,这种缓慢且昂贵的方法通常是大多数公司的首选。许多公司不优先更经济快速的提高瓶颈利用率,或调整计划,或花费一些时间和精力进行隔离,而是去订购一台新设备。 这不仅是缓慢昂贵,而且还有风险。万一你没识别到真正的瓶颈,你安装了昂贵的额外产能,却没有为系统带来任何好处。因此我强烈建议,在打电话给工程部之前,请检查是否有更经济更快的方式来缓解系统的产能限制。 改善换型如果想增加产能,还有其它有效方法。例如可以减少换型时间。通过SMED 研讨会,你可能有可能优化你的换型。请注意,由于上一篇关于计划对整体产能的影响的文章中所显示的关于批量大小问题,可能应该更频繁地换型。 改善维护也可以对维护工作进行调查。需要权衡维护时间和设备故障风险。在全面预防性维护(TPM)中,人们常常觉得维护越多越好。我不同意,这要看情况, 例如过多的维护(除了花费时间和金钱)也有可能使机器产生新问题,可能会产生更多的报废,然后需要重新解决问题。如果维护的设备是瓶颈工序,可以看看如何做维护的,以寻找改进的潜力。 降低瓶颈工序和瓶颈之后工序的报废和返工如果我们谈论的是报废,那么,任何通过瓶颈但在之后被报废的零件都是瓶颈工序的产能损失。虽然减少报废和返工总是很有意义,但在瓶颈工序和之后就显得特别重要。如果一个工件在瓶颈工序之后被扔掉,你扔掉的不仅是这个工件,扔掉的还有瓶颈工序的产能。 在瓶颈工位安排熟练员工最后,不要把不熟练的员工安排在瓶颈工序上。员工有着不同的技能,有些员工在某些工位上更熟练。瓶颈工序应该由一个能够保持机器合理运行的员工来操作,这样就不会因为工人缺乏经验和能力而影响瓶颈工序的利用率。但请注意,这与员工的好坏无关,只是有些员工更适合瓶颈工序的工作。 现在速度快了吗?在识别出瓶颈,选择改进方法,并实施改进后,希望系统速度也能得到改善。然而,人们往往满足于对改进的期望。这并没有意义。系统被改变了,是否比以前更好?不要只是觉得是,需要衡量下! 在对(假定的)瓶颈工序改进之后,检查你的改进是否真的优化了系统(事实上,你应该在每一次改进之后都进行检查,以确定它是否真的按照PDCA原则发挥作用)。下面的流程图显示了一个理想化的方法,即在检查了新系统的速度并将其与改变前的系统进行比较。 如果你的系统没有改善,那就是出了问题。检查发生了什么,为什么你的改进措施没有改善系统,以及你需要做什么来真正改善系统速度,然后再试一次。 如果你的系统确实变快了,那么恭喜你。你已经做出了改变。现在看看系统是否不仅增加了产能,而且当初做瓶颈管理的原因是否得到了解决。如果系统产能仍然是你最迫切的问题,那么即使你改进了系统,也是不够的。再次找到下一个瓶颈(由于之前的改进,瓶颈可能已经改变),并重复这个过程。 如果你的系统现在足够快,系统产能不再是最大的问题,那么你应该从问题清单中挑选下一个紧急问题。 总的来说,在这些提高系统速度的不同方法中,应该有一个是适合你的。请记住,提高利用率是最快和最经济的,如果可能的话,应该从这个开始。计划通常是下一个,但还是很容易很快,而且不昂贵。隔离也是一种可以探索的可能性。增加设备产能通常是最慢和最昂贵的,只有在其他方法不可能满足你的需要时才应该使用。 识别:瓶颈在哪?是否移动?长期还是临时瓶颈?根本原因? 设备利用率:利用率最大化,利用可用时间。 计划:生产正确的产品!越晚确定计划越好,小批量,均衡。 隔离:其他工序不能拖慢瓶颈工序。通过库存隔离。 产能:提高瓶颈产能,加快瓶颈速度,提高瓶颈可用性。 重复:系统改进了吗?瓶颈问题是否还是相关问题?如果有必要重复以上步骤。
关于瓶颈管理的三篇文章到此结束。希望你对这个话题感兴趣。 现在,走出去,组织你的行业!
Translated by Xie Xuan
|
 瓶颈识别和管理对于管理或提高产能非常重要。在本系列的第一篇文章中,我谈到了基本原理和提高设备利用率。第二篇文章探讨了计划对总产能的影响。 该系列的最后一篇文章将探讨瓶颈隔离以及产能提升。快速回顾下之前的内容,下面是瓶颈管理的整体框架。在这篇文章中,我们将讨论最后两个要素,即隔离和产能,然后结束这个系列的文章。
瓶颈识别和管理对于管理或提高产能非常重要。在本系列的第一篇文章中,我谈到了基本原理和提高设备利用率。第二篇文章探讨了计划对总产能的影响。 该系列的最后一篇文章将探讨瓶颈隔离以及产能提升。快速回顾下之前的内容,下面是瓶颈管理的整体框架。在这篇文章中,我们将讨论最后两个要素,即隔离和产能,然后结束这个系列的文章。 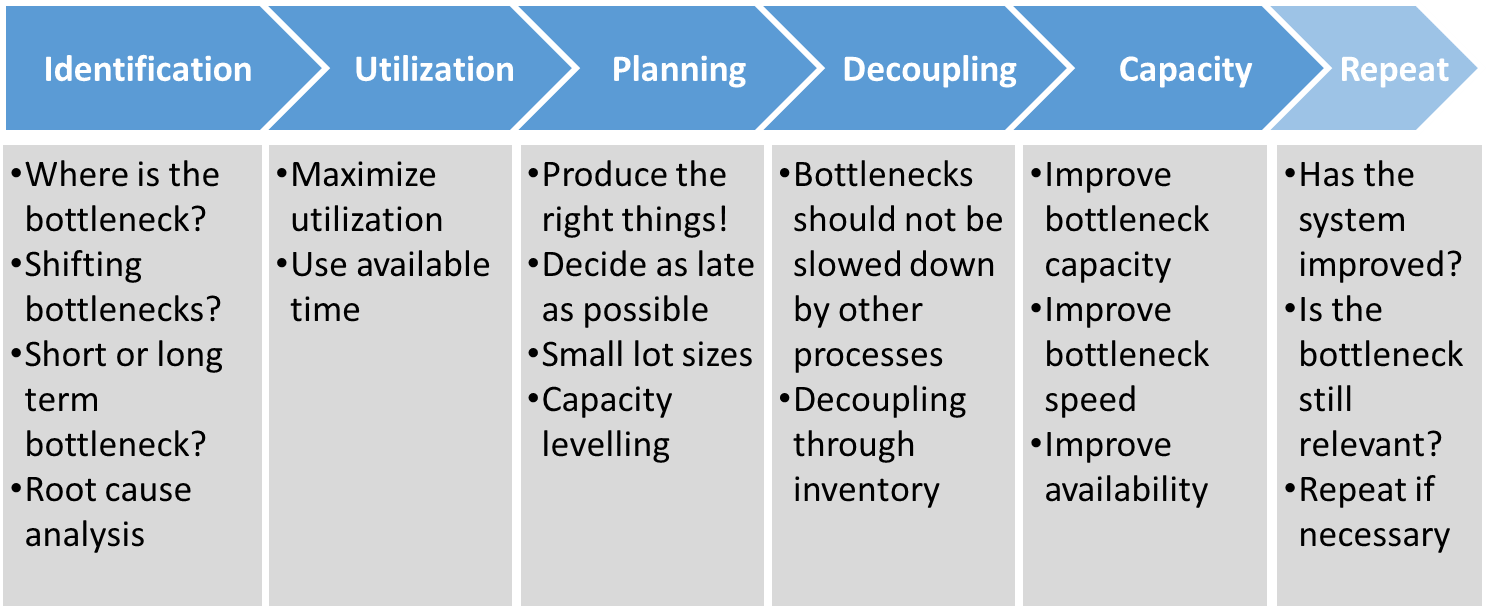
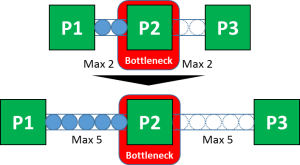 当然,这也是一种权衡。通过隔离,稍微增加库存,但系统响应变得迟缓。但这里有一个小技巧:根据瓶颈本质,瓶颈前的缓冲库存通常是满的。因此随着库存增加会有负面效果,如物料流停滞以及较慢的产出速度。
当然,这也是一种权衡。通过隔离,稍微增加库存,但系统响应变得迟缓。但这里有一个小技巧:根据瓶颈本质,瓶颈前的缓冲库存通常是满的。因此随着库存增加会有负面效果,如物料流停滞以及较慢的产出速度。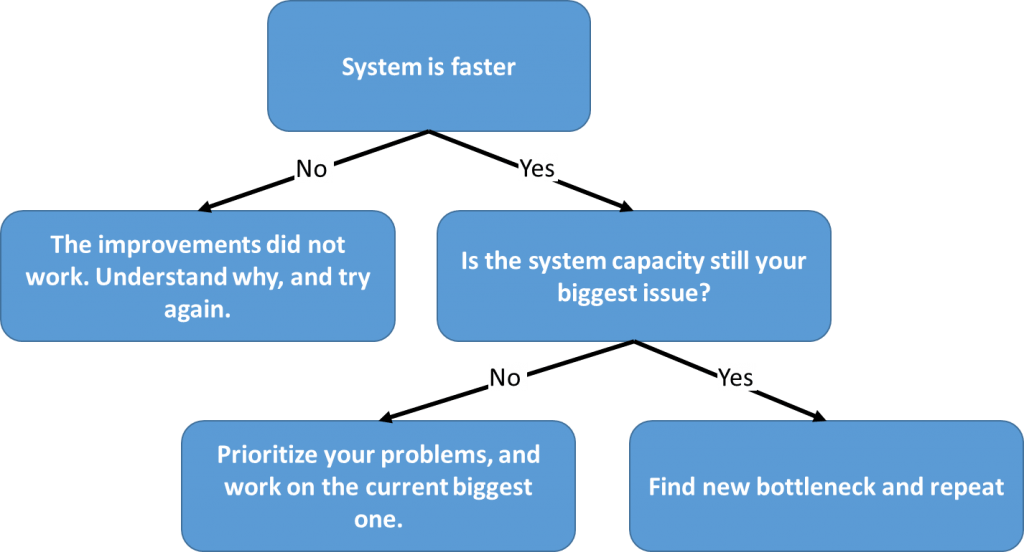
【本文地址】