G |
您所在的位置:网站首页 › A轴编程代码 › G |
G
|
最近公司有一台闲置的CNC,想要使用CNC设备的Z轴及自动化脚本点按OBD诊断仪按钮,进行暴力测试,长按8秒,长按松开后停留2秒后继续循环测试5000次,如下是我学习的内容以及操作的步骤 一.G 代码简介及应用领域 G代码(G-code,又称RS-274),是最为广泛使用的数控(numerical control)编程语言,有多个版本,主要在计算机辅助制造中用于控制自动机床。G代码有时候也称为G编程语言。G代码是数控程序中的指令。一般都称为G指令。使用G代码可以实现快速定位、逆圆插补、顺圆插补、中间点圆弧插补、半径编程、跳转加工。 二. 什么是Mach3 是由美国ArtSoft公司开发的由Windows为平台的数控软件.系统版本必须为WIN XP或WIN2000.Mach3 软件使用PC电脑的LPT,或USB端口作为CNC设备的输入与输出,输出脉冲与方向信号,控制步进电机或伺服电机驱动器.从而实现控制数控机床.本软件支持所有 国际标准G代码.最多控制6轴.能5轴联动带线形插补功能.能实现复杂零件高精度加工,最高控制精度为0.0001MM.复杂功能需求时,可用MODBUS装置控制如刀库,夹具,及屑料传送机构的控制.简单的系统用一个并口就能实现.复杂的两个并口就行.其外围开关点可 用VB来编辑顺序输入输出. 三. 应用领域 数控车床,模具雕刻机,加工中心、木工机床、木工雕刻机、医用假牙雕刻机、激光打标机、等离子切割机、火焰切割机、激光凹版制版机、激光柔印制版机. 四. Mach3基本功能 环境搭建(Mach3的安装配置较为复杂,在此不进行赘述)
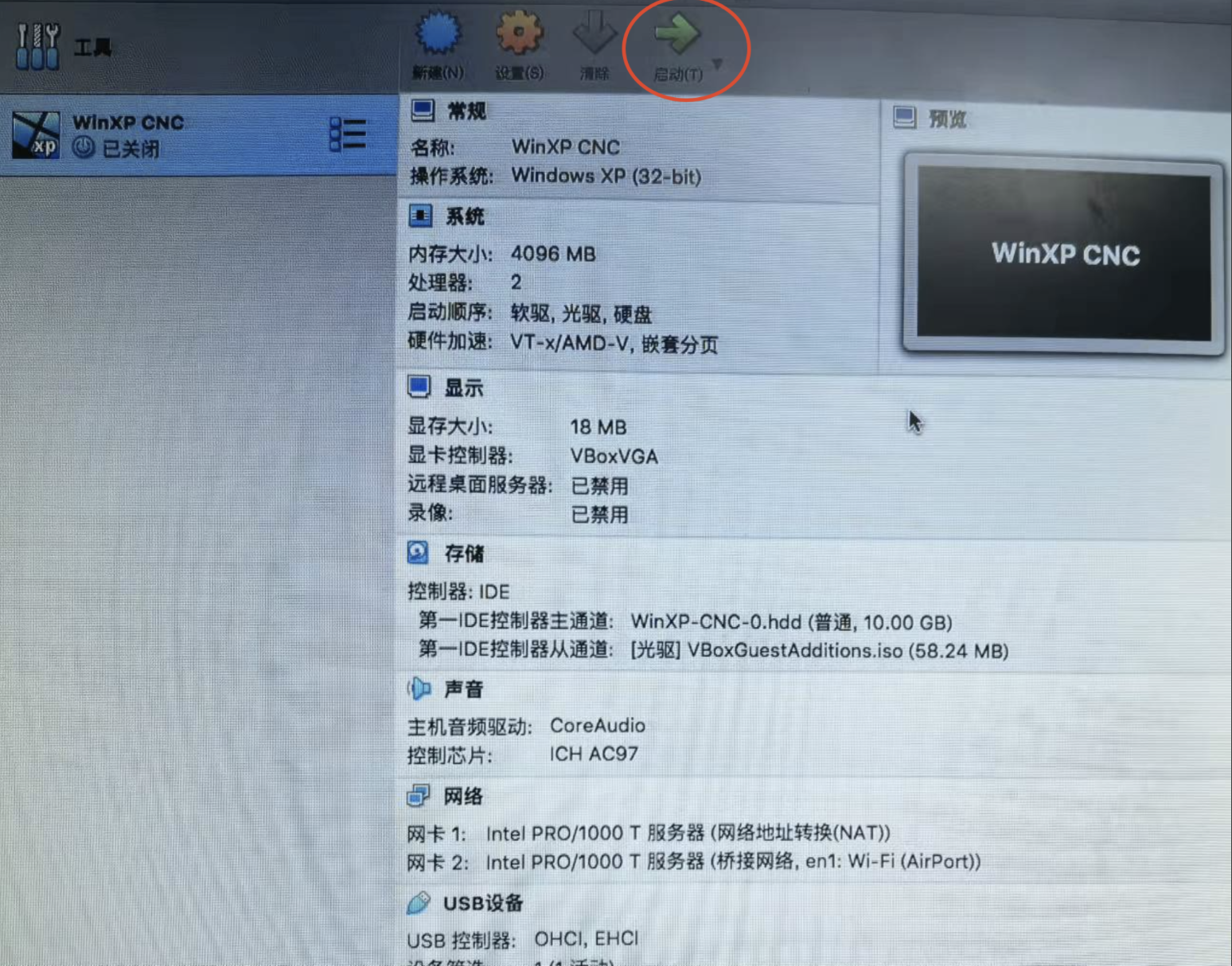
a. 将光滑运动控制卡设备接入电源,点击“启动”按钮;
操作步骤:
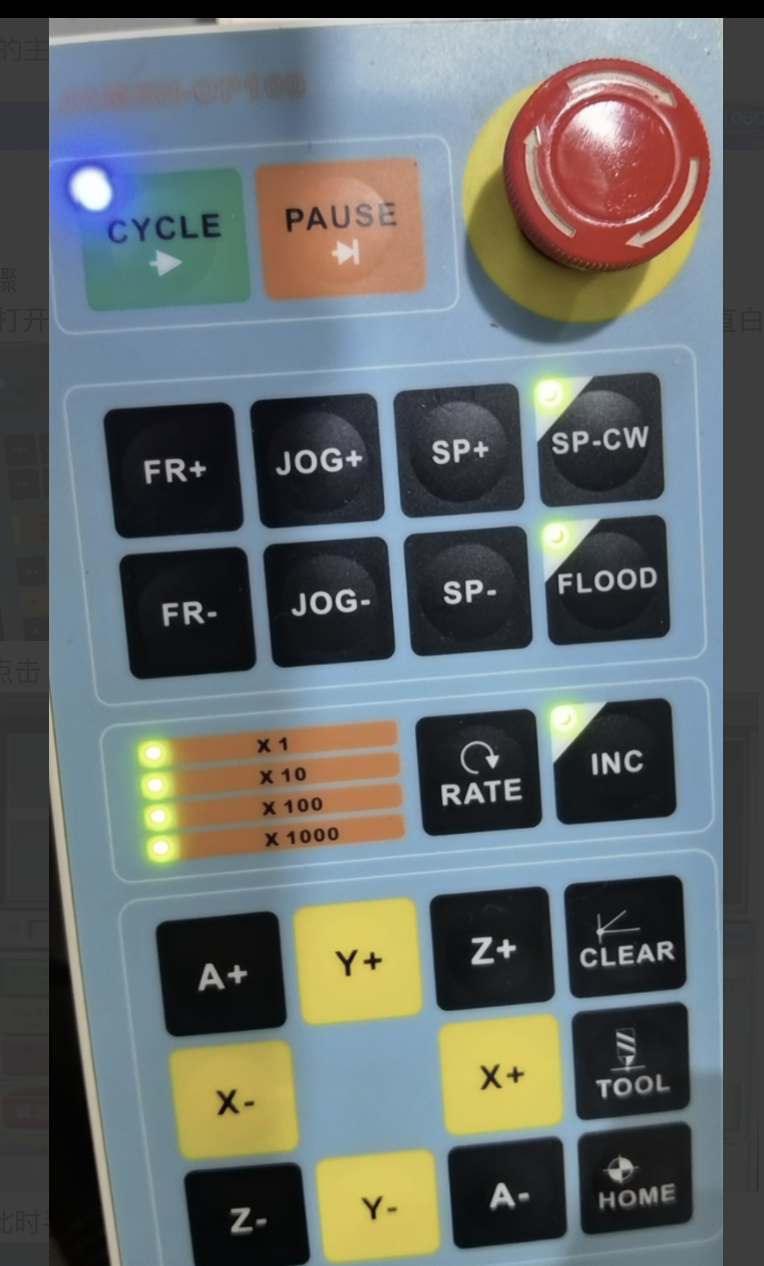
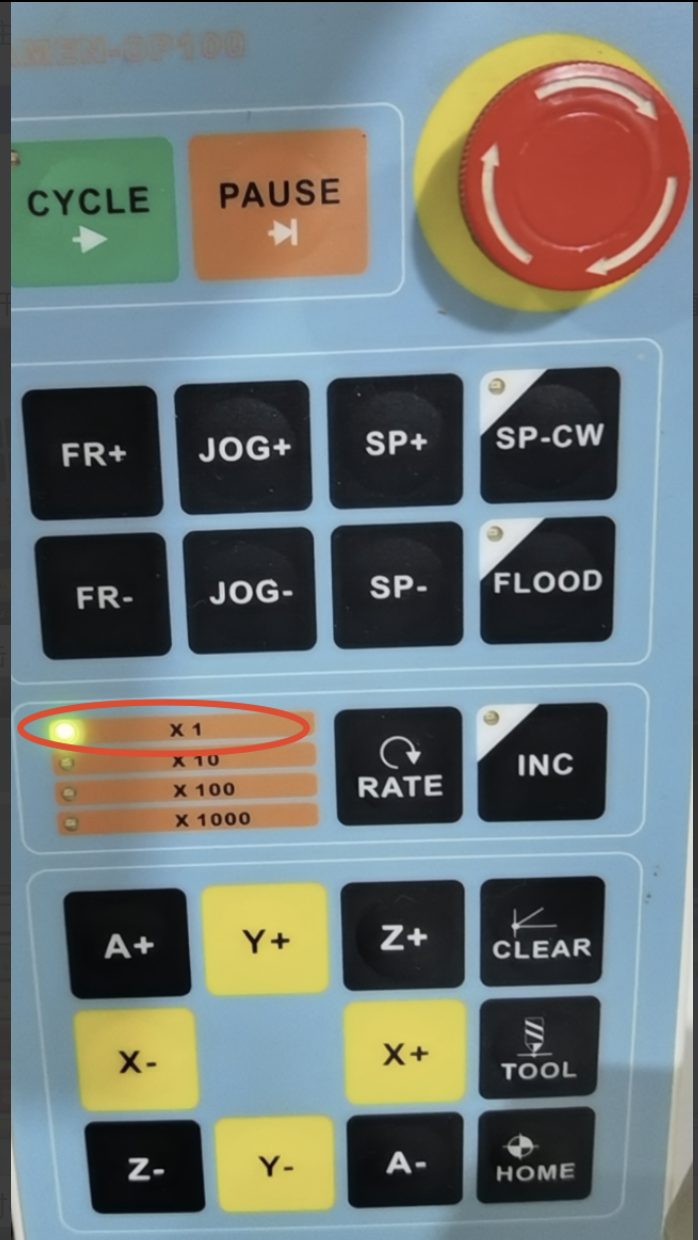
a. 打开 MachMill 软件(软件识别到USB后才能打开,否则一直白屏显示),软件启动成功后,此时手柄多个灯会常亮;
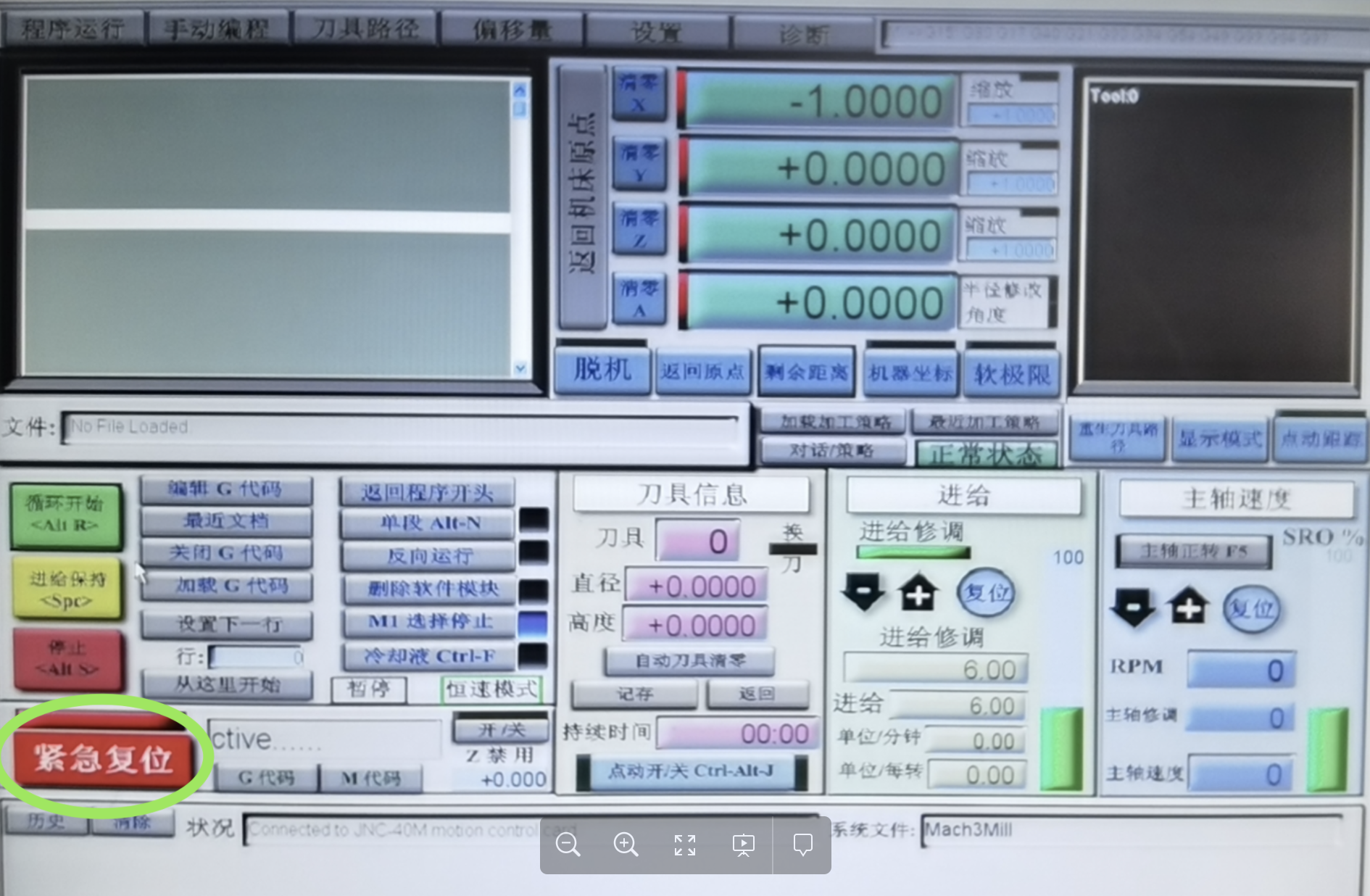
b. 点击 MachMill 软件中的 “紧急复位” 按钮;
c. 此时手柄仅有 x1灯常亮
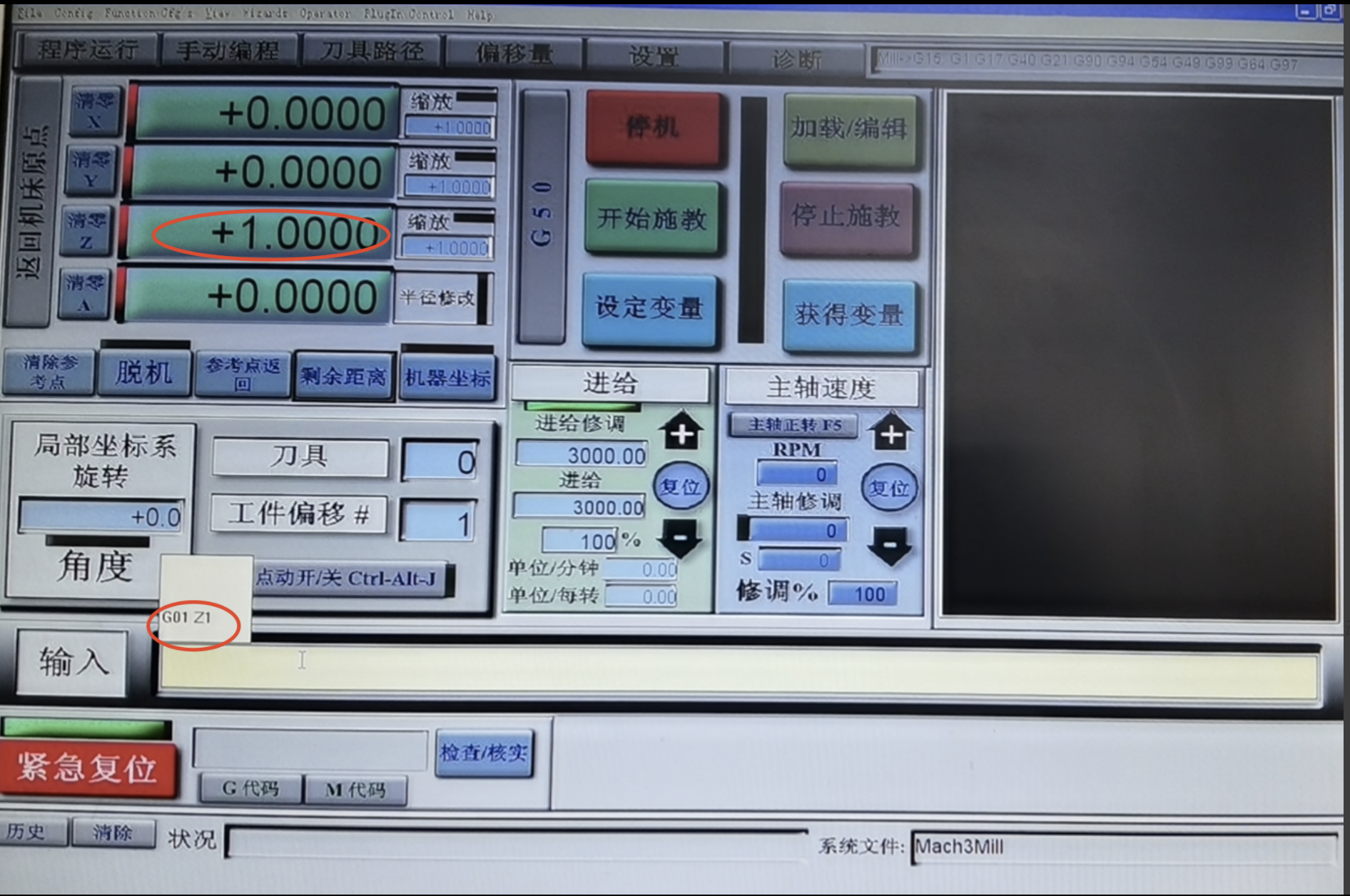
d. 选择“手动编程”,在 “输入”的文本框输入 G01 Z1(将Z轴移动1mm)后点击“Enter”,光滑运动控制卡的Z轴会移动1mm,轴的数字读出器移动到新的坐标上;
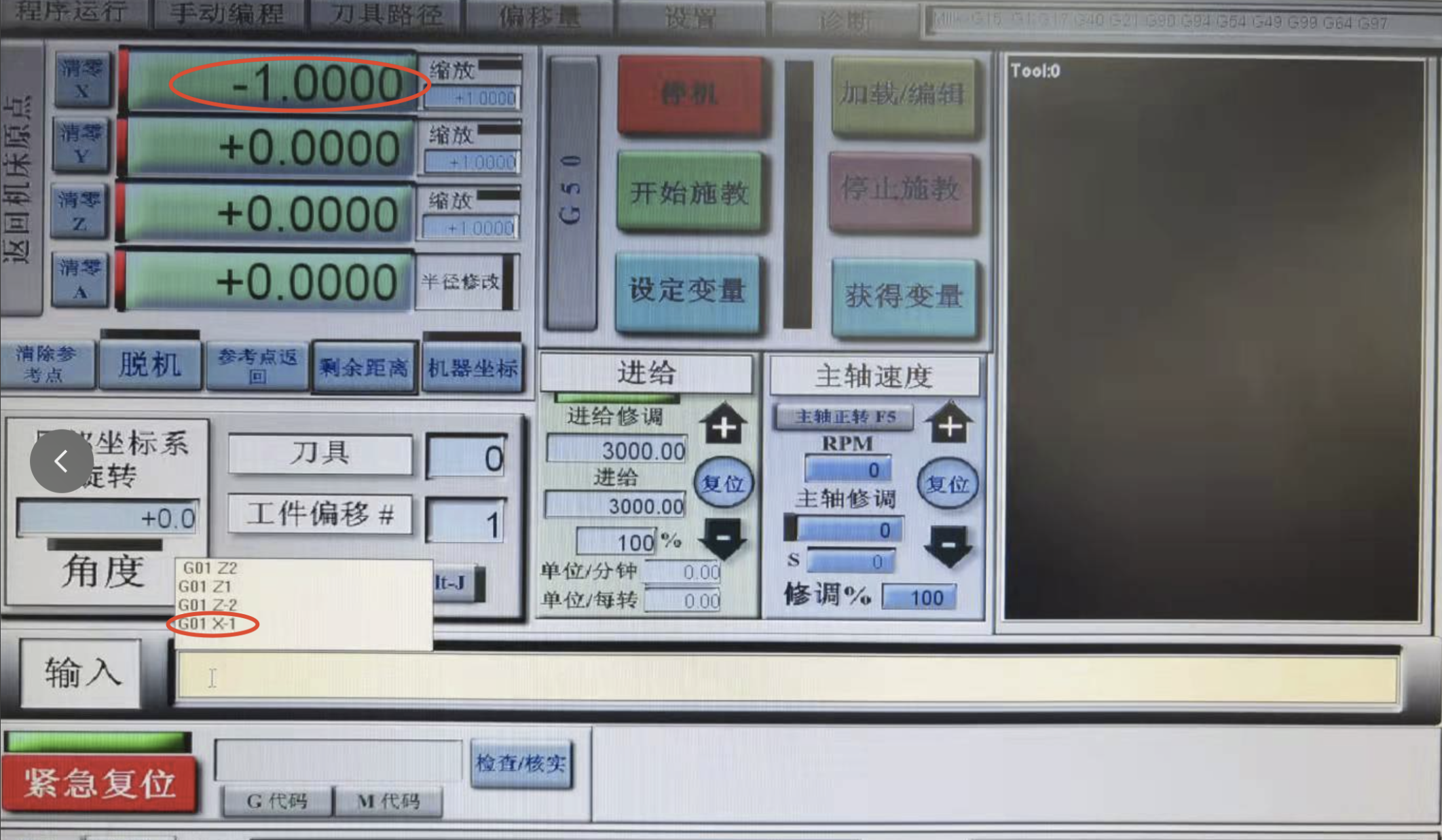
e. 在“输入”的文本框中输入 G01 X1 后点击 “Enter”键,光滑运动控制卡的X轴会移动1mm,X轴的数字读出器移动到新的坐标上(Y轴同理);
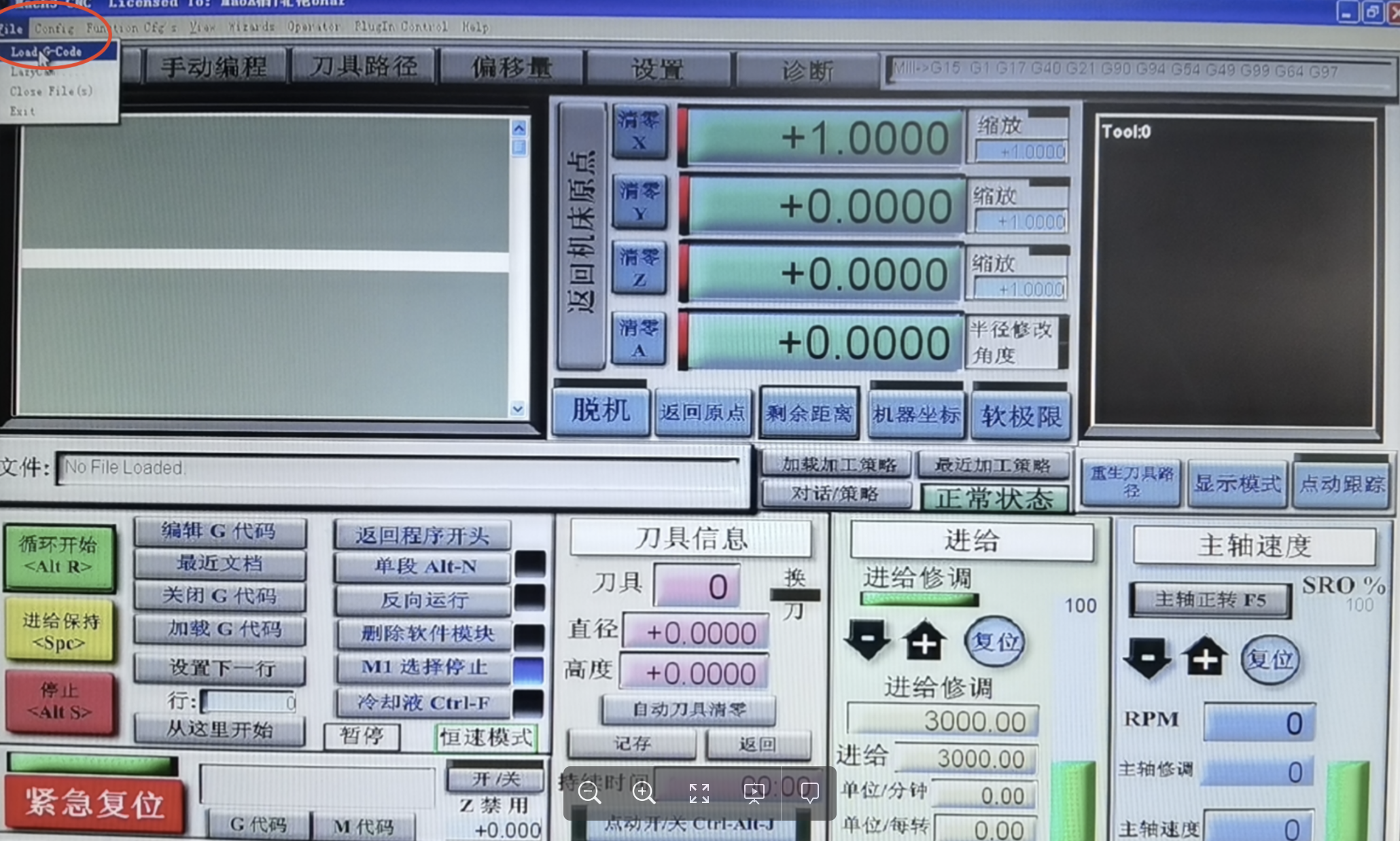
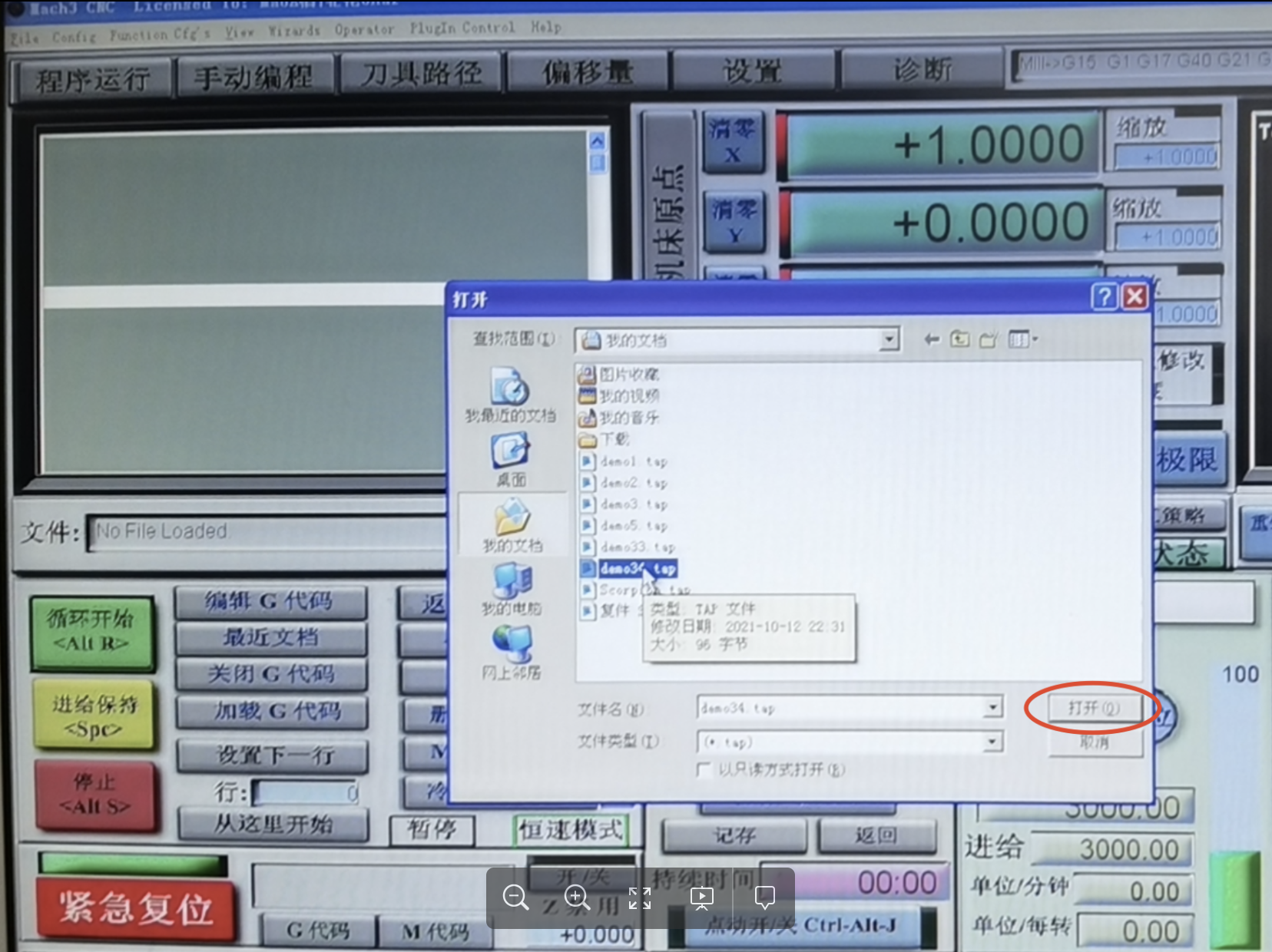
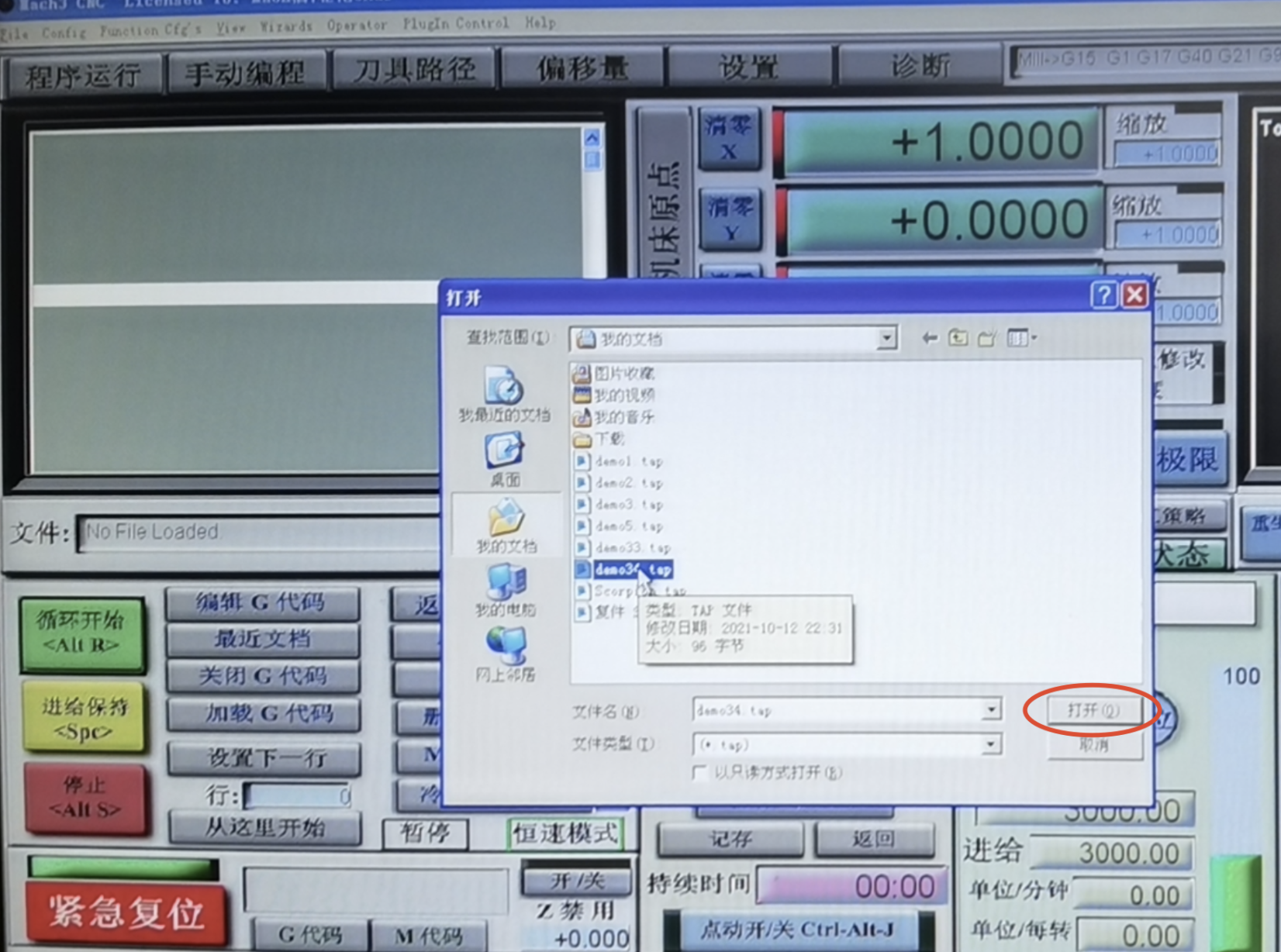
G-code的使用 a. 在“程序运行”页面,点击 “file”,选择load_G-Code,选中G-code脚本(必须为.tap后缀),点击打开弹窗的“打开”按钮;
b. 此时出现Path Generation的页面弹窗提示 ;
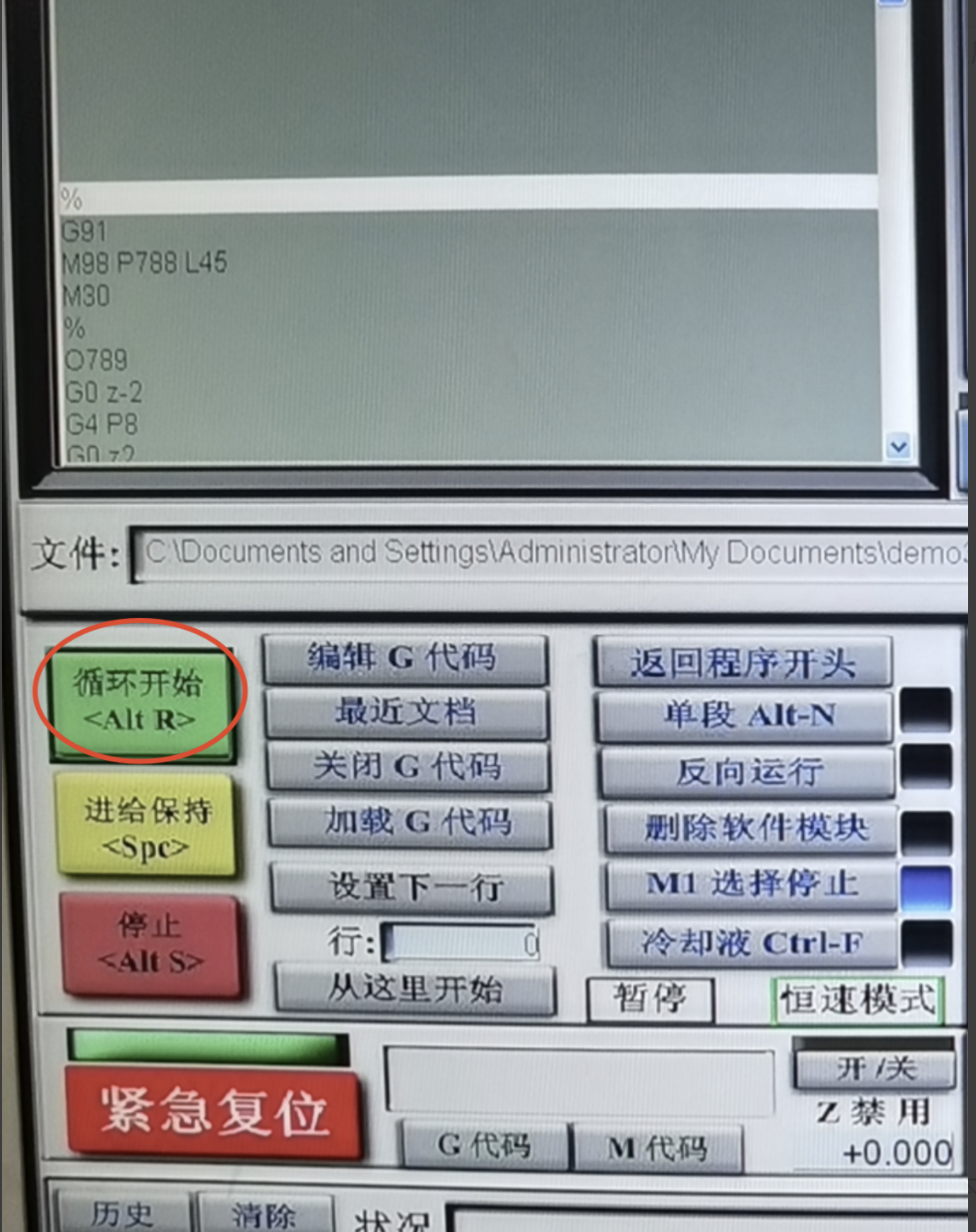
c. 弹窗关闭后,点击 “循环开始” 按钮,G-Code脚本从第一行开始执行,程序执行时可在代码预览框中查看到当前执行的是哪一行的代码;
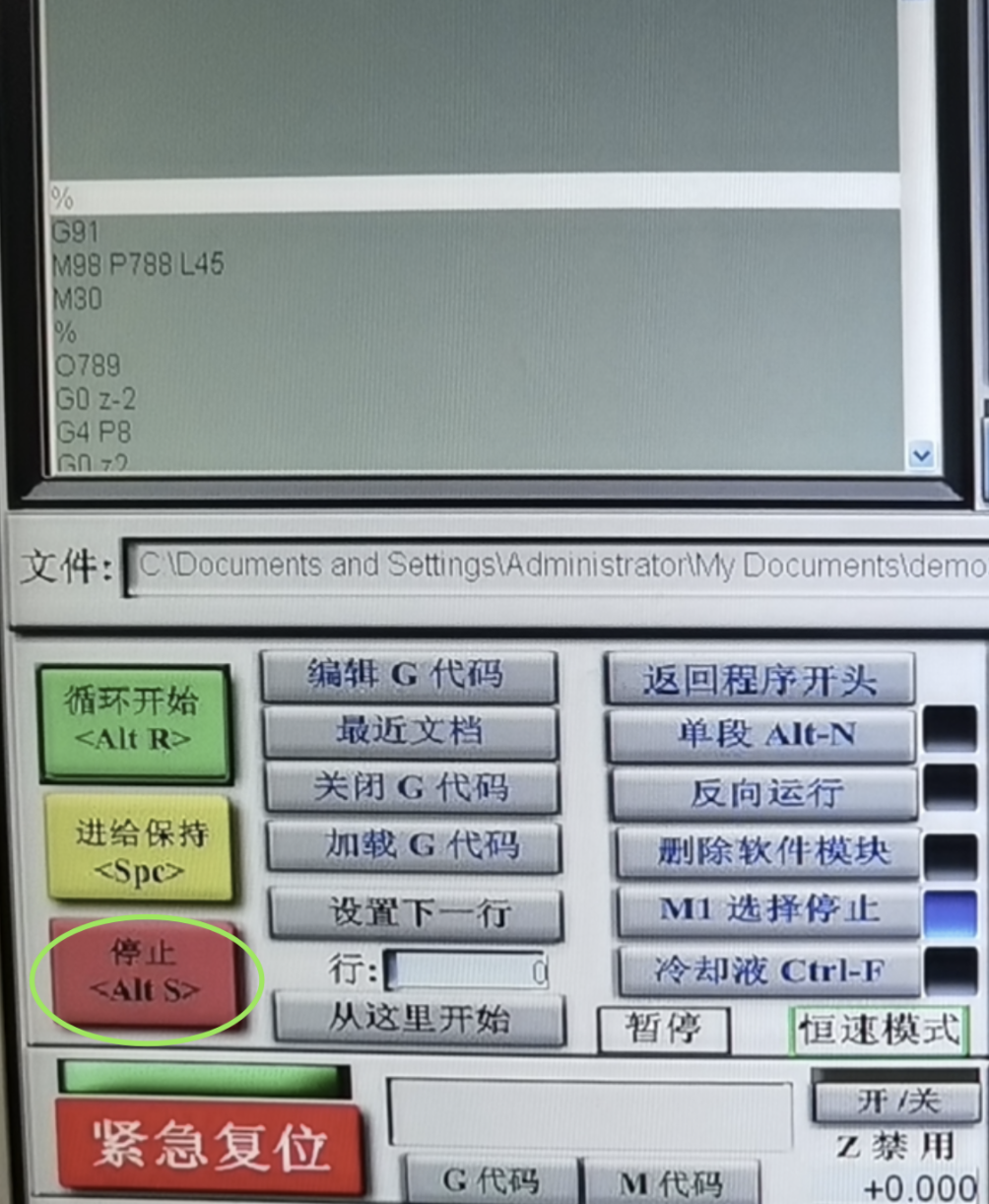
d. 在程序执行过程中若想终止程序请点击“停止”按钮
加载G代码、修改G代码、关闭G代码的方法
a. 在程序运行页面 点击 “加载G代码”按钮,弹出打开页面,选择对应的脚本后点击“打开”按钮;
常用 G-Code 命令说明 a. G90/G91 设置坐标模式: 这两条命令用于设置当前坐标模式为绝对坐标模式(G90)或者相对坐标模式(G91)。没有参数,未设置时缺省值是绝对坐标模式. 在相对坐标模式下,每次步进电机XYZE移动之后,当前位置都会重置为0。对于以下两条G-code命令: b. G0 X1 c. G0 X-1 如果3D打印机当前处于相对坐标模式下,那么X轴步进电机会先向正方向移动一个单位,再向反方向移动一个单位。第二条语句,实际移动距离是1个单位(向X轴反方向). 而如果3D打印机当前处于绝对坐标模式下,那么X轴步进电机会先移动到X=1的位置处,再移动到X=-1的位置处。第二条语句,实际移动距离是2个单位(向X轴反方向).d. M98 调用子程序 示例:M98 P788 L50(调用P788子程序50次). e. G4 设定休眠时间 示例:G4 P10(休眠十秒) f. M99 暂时关闭步进电机 M99命令可以暂时关闭XYZ轴步进电机一段时间。命令参数包括: Snnn表示所需暂时关闭步进电机的时间,以秒为单位; X表示暂时关闭X轴步进电机; Y表示暂时关闭Y轴步进电机; Z表示暂时关闭Z轴步进电机; 如果S参数没有指定,则暂时关闭10秒钟时间。暂时关闭时间到达之后,重新打开相应轴的步进电机. g. M30 主程序结束 一般写在代码的最后一行. h. G0/G1 # 直线移动: 示例:G0 Xnnn Ynnn Znnn Ennn Fnnn Snnn Xnnn表示X轴的移动位置; Znnn表示Z轴的移动位置; Ennn表示E轴(挤出头步进电机)的移动位置; Fnnn表示速度,单位是毫米/每分钟; Snnn表示是否检查限位开关,S0不检查,S1检查,缺省值是S0.i. G2/G3 圆弧移动: 示例:G3 Xnnn Ynnn Innn Jnnn Rnnn Ennn Fnnn Xnnn表示移动目标点的X坐标; Ynnn表示移动目标点的Y坐标; Innn表示圆心位置,值是圆心距离当前位置的X分量; Jnnn表示圆心位置,值是圆心距离当前位置的Y分量; Rnnn表示圆形的半径长度.j. G28 归零: 这条命令使3D打印机XYZ轴以及挤出头E轴归零。参数包括: X表示使X轴归零; Y表示使Y轴归零; Z表示使Z轴归零.使用G代码通过Mach 3控制Z轴重复运行 45000 次,代码如下: % G91 M98 P788 L50 M30 % O789 G0 Z-33 G4 P10 G0 Z33 M99 O788 M98 P789 L900 M30 M99 运行视频:https://streamja.com/BOOz3 |
 b. 给电脑上电开机,选择“CNC“用户,开机完成后,在 VirtualBox VM 虚拟机选择 WinXP CNC,点击”启动“按钮
b. 给电脑上电开机,选择“CNC“用户,开机完成后,在 VirtualBox VM 虚拟机选择 WinXP CNC,点击”启动“按钮
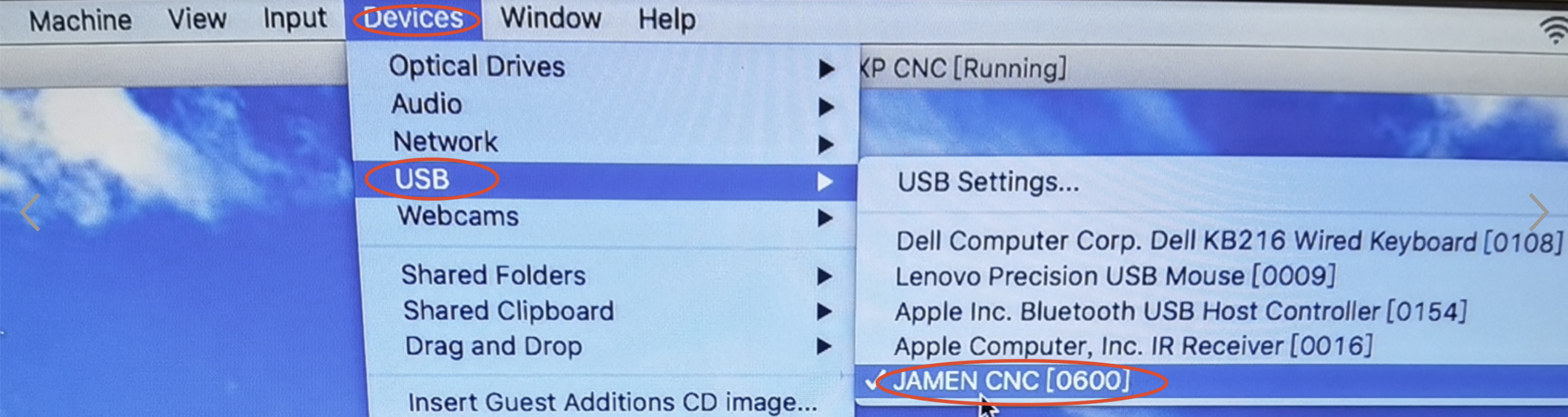
 c. 将光滑运动控制卡的 USB 线接入到电脑的 USB 插槽中;
d. 将鼠标移动到屏幕顶端,选择 Devices→ USB → JAMEN CNC [0600](如果没有出现菜单栏,请在键盘上同时按 win + f);
,如果没有看到 JAMEN CNC ,请查看 USB 是否插好或者重新换一个USB进行插入;
c. 将光滑运动控制卡的 USB 线接入到电脑的 USB 插槽中;
d. 将鼠标移动到屏幕顶端,选择 Devices→ USB → JAMEN CNC [0600](如果没有出现菜单栏,请在键盘上同时按 win + f);
,如果没有看到 JAMEN CNC ,请查看 USB 是否插好或者重新换一个USB进行插入;
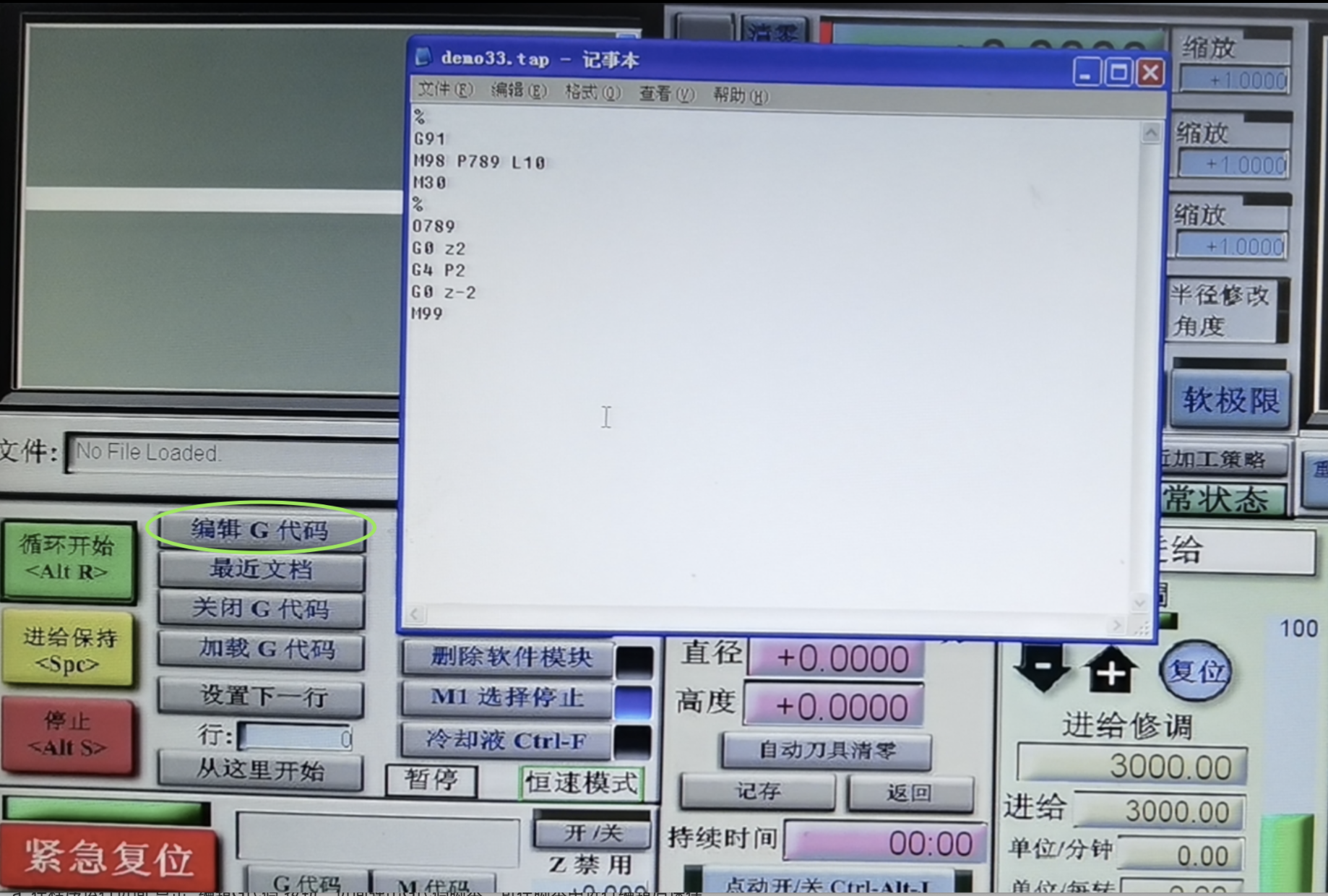
 b. 在程序运行页面 点击 “编辑G代码”按钮,页面弹出G代码脚本,可在脚本中进行编辑后保存;
b. 在程序运行页面 点击 “编辑G代码”按钮,页面弹出G代码脚本,可在脚本中进行编辑后保存;
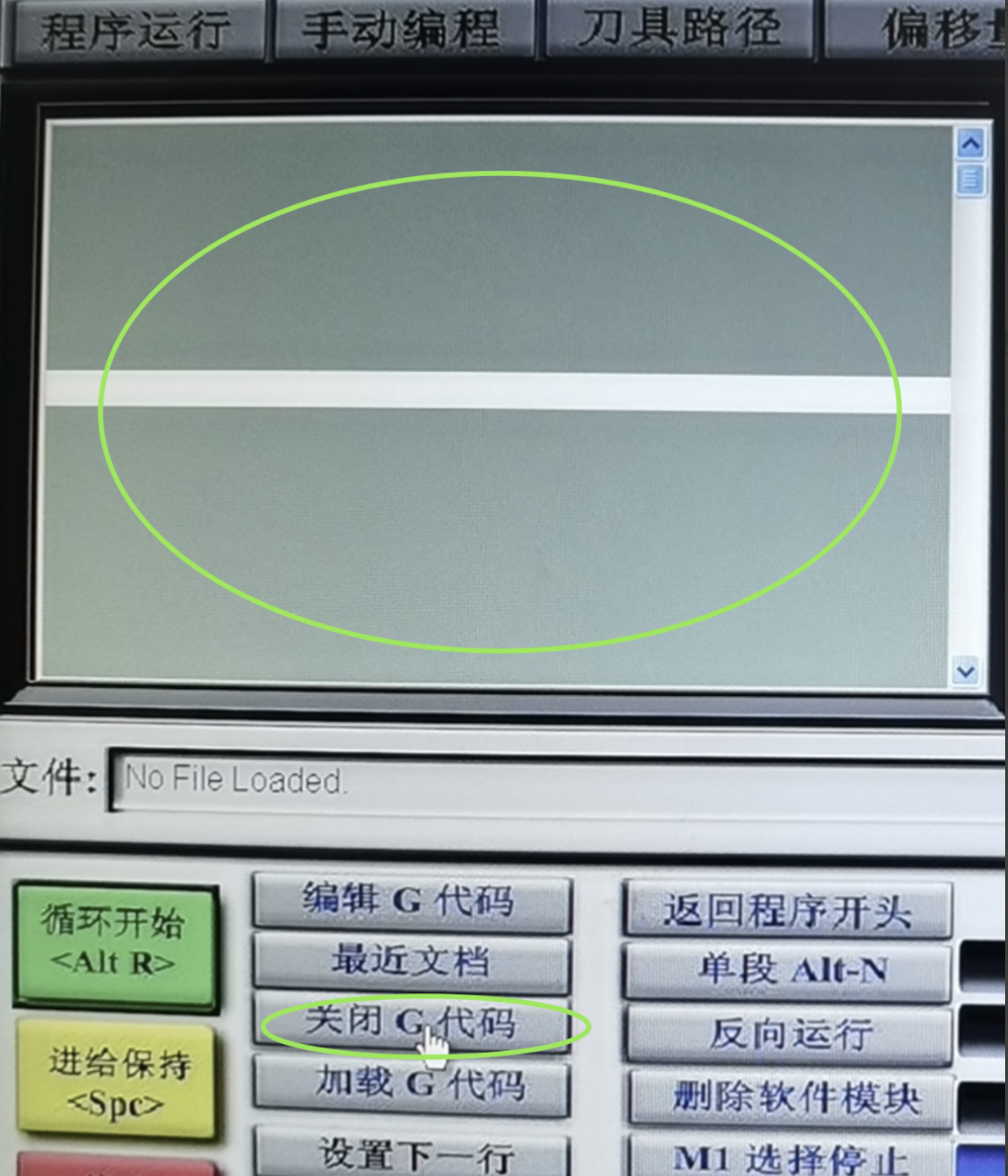
 c. 点击“关闭G代码”,代码预览框中的G代码被清空
c. 点击“关闭G代码”,代码预览框中的G代码被清空
【本文地址】