电阻焊中控制压力问题的探讨 |
您所在的位置:网站首页 › 电极压力表接线视频 › 电阻焊中控制压力问题的探讨 |
电阻焊中控制压力问题的探讨
|
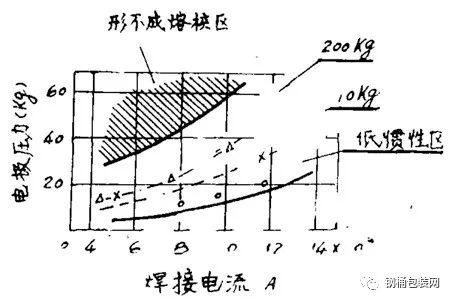
图1 焊接部位电阻分类 而接触电阻可以认为是由于金属母材表面的微观形状和氧化膜所造成的。即使是极光滑的表面也存在有微小的凹凸, 且开始加压时的接触面积远比视在的面积少得多。当加压开始后, 接触部位发生塑性变形, 其接触面积逐渐增大, 而接触电阻也就相应地下降了。两个受压的面, 其真正的接触面积为A=P/f(P为负荷压力, f为流动压力)显而易见, 接触电阻在一定范围之内是与压力成反比。 通常, 当压力低时接触电阻很高, 数值很不稳定。当压力高时接触电阻又会降得很低, 并且在产生不了充分的热量时,就不能获得良好的焊接效果, 因此恰如其分的压力是保证良好的焊接质量的关键因素。图2表示了这个关系。通常, 欲获得最优的焊接效果, 一般压力与焊接电流数值交点应落在图2所示的“ 极限曲线” 的内部。事实上, 对于同一个焊接电流, 其压力可取得比极限值略高一些。
图2 极限曲线
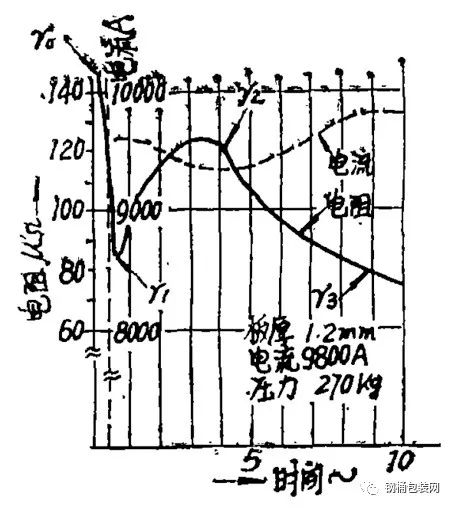
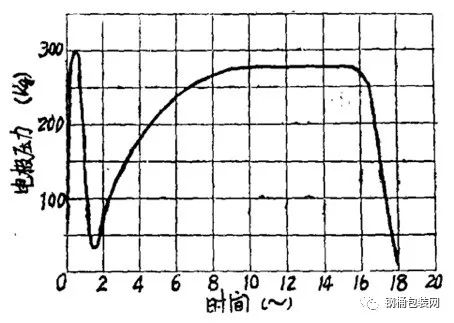
图3 点焊过程中电阻与电流的变化 其次, 接触电阻R在焊接开始的同时又要发生变化, (在熔核形成的过程中,接触电阻也在发生变化) , 而压力又是怎样地影响着焊接效果, 可通过点焊过程进行考察。 首先, 在第一阶段当压力加到母材上之后就产生接触电阻。该接触电阻r0比较大(低碳钢板点焊时的接触电阻为30~1000μΩ) , 在第二阶段当通电一开始马上就降到r1(约为80μΩ)。这现象可以认为是由于电流的作用所产生塑性接触的缘故。正是在该r1的作用下发热, 开始形成点核, 所以r1是焊接的关键的重要参数, 显而易见压力是决定r1形成的决定因素。 在第三阶段, 发热在继续, 由于温度、上升, 母材电阻也上升, 所以此循环温度越来越高, 母材开始熔融。必须指出, 在渐渐形成熔核的过程中, 压力可使核点致密, 电择可使母材表面逐渐冷却下来。还有不要忽视与压力有关的另一种现象。即在焊接部位除了受外加压力的作用, 还有电极受热膨胀所产生的力。正是在该部位除了压力之外再加上这样的一个推力, 可见加在上面的压力得到了突然的增加, 于是在呈现塑性接触的焊接部位和电极的接触面积增加了, 致使焊接电流密度下降了。这就是第四阶段。在第五阶段和第六阶段压力的作用是使熔融金属在压力的作用下冷却, 以改善点核的机械性能。以上各阶段的现象可归纳为表1。通过该表可以深刻的理解压力与焊接质量的关系。 表1 过程 压力 电流 R 发热 第一阶段 开始加压 - 接触电阻较大 - 第二阶段 维持上述压力 通电开始 R立即降了下来 开始发热 第三阶段 压力开始上升 通电继续 R上升 持续发热,熔融开始 第四阶段 压力达到峰值 同上 工件表面软化,触头接触面积增加,R开始下降 继续熔融 第五阶段 压力开始下降 同上 R继续下降 发热下降,熔融停止 第六阶段 回到原有的压力 通电停止 - - 第七阶段 加压停止 - - - 在测定压力时最常用的仪器有装在焊机压力缸上的压力表和弹簧式, 以及油压式的专用电极压力计, 通常它们只能测静态压力。近年来又有电子电极压力计间世, 它可以测定在整个焊接过程各程序上的动态压力。上面己介绍了整个焊接过程中压力所起的重要作用, 所以可想而知这种电子电极压力计必将在不久的未来得到普及和应用。 电子电极压力计的传感器是利用应变片制成, 传感器被电极夹住后, 其厚度逐渐变薄, 在达到一定的使用状态之后, 就可读示出在此刻的压力。信号自传感器输至仪器内部进行AD变换, 且利用仪器内藏的微处理机, 自焊机启动之后, 每经过一个周波。仪器都要对压力进行跟踪和记忆。当一个焊接过程测定完毕后, 可以立即读示出全部过程的压力数值, 或者某指定部分的压力数值。图4所示为电子电极压力计所测得的电极间实际的压力曲线。
图4 电极压力变化情况 综上所述, 在电阻焊的质量因素内,压力是一个很重要的条件, 迄今为止, 还没有更为理想的仪器来检测在整个焊接过程中各程序上的压力, 正是由于该项工作有困难不易办到, 所以往往对压力控制的工作疏忽了。如前所述, 从选择测定方法、仪器入手进行控制压力工作, 这仅仅是控制焊接质量工作的一个方面。目前, 也可以从下列几个方面进行对控制压力间题的探讨和研究。 (1) 在整个焊接过程的各个程序上对压力进行监测的同时, 还要对其它的条件, 如电流大小、通电时间等进行监测,把所有这些数据综合起来, 作为进行判定焊接质量好坏的依据。 (2) 利用焊接部位受热膨胀, 压力的增大, 来监控熔核的形成。 (3) 利用焊接部位受热膨胀, 压力增大的信号反馈去控制焊接电流, 或是控制通电时间。 (4) 取所测得的焊接电流(或其它参数) 的信号, 经运算系统后, 去控制压力, 从而获得适当的接触电阻R。 控制电阻焊的各项有关参数, 从而达到提高电阻焊的可靠性, 保证电阻焊质量的目的, 是我们今后在电阻焊范畴内的努力方向。在该领域内还有大量有待解决的问题, 须我们共同努力探索。返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |