一种半自动麻花钻刃磨机的设计 |
您所在的位置:网站首页 › 麻花钻的结构和种类 › 一种半自动麻花钻刃磨机的设计 |
一种半自动麻花钻刃磨机的设计
|
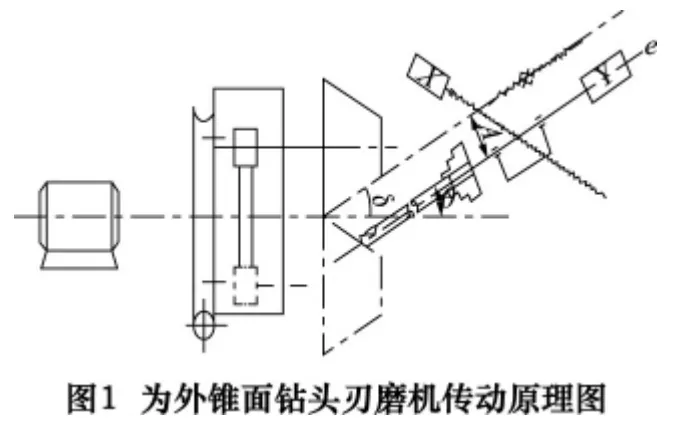
刘 欢 戴俊平 (①长安大学工程机械学院,陕西 西安710064;②陕西理工学院机械工程学院,陕西汉中723000) 目前,国内大部分厂家的钻头是在砂轮机上手工刃磨或在万能工具磨床上刃磨。手工刃磨其质量取决于工人技术水平,刃磨精度难以保证,劳动强度大,切削刃对称性差;万能工具磨床上刃磨调整比较复杂,刃磨效率低下。而国外的刃磨设备结构复杂、成本高。钻头制造厂采用专用设备磨削后刀面,机械制造厂使用的钻头品种繁多,数量少,不可能送回钻头制造厂重磨。所以,研制一种适用一般机械制造厂,能够刃磨多种规格的钻头,结构简单,使用方便,刃磨质量高的刃磨机。 1 工作原理麻花钻刃磨机的工作原理如下: 本刃磨机适于对标准麻花钻刃磨。砂轮半锥角、轴间角参数成为定值,选取δ= 30°,θ= 29°。刃磨不同直径的钻头,半锥角、轴间角参数是定值,需调整的刃磨参数只有:锥顶距A、偏距e、附加转动角β 三个参数。A、e、β 三个刃磨参数[3]对不同直径的钻头其大小不同。为了准确调整A、e、β 的大小,采用步进电动机驱动。 图1 为外锥面钻头刃磨机传动原理图,X步进电动机驱动水平丝杠调整锥顶距A值,Y步进电动机驱动钻头夹具转动调整附加转动β 值和分度,Z步进电动机驱动垂直丝杠调整偏距e值。装上麻花钻,通过手动驱动水平丝杠使麻花钻沿砂轮锥面母线往复移动和轴向进给丝杠修磨内锥面[4]。刃磨麻花钻,将切削刃调整为水平位置安装在夹头上,输入刃磨钻头直径,机床自动选择优化刃磨参数调整A、e、β 值,然后手动轴向进给刃磨,得到合理的钻头几何角度。
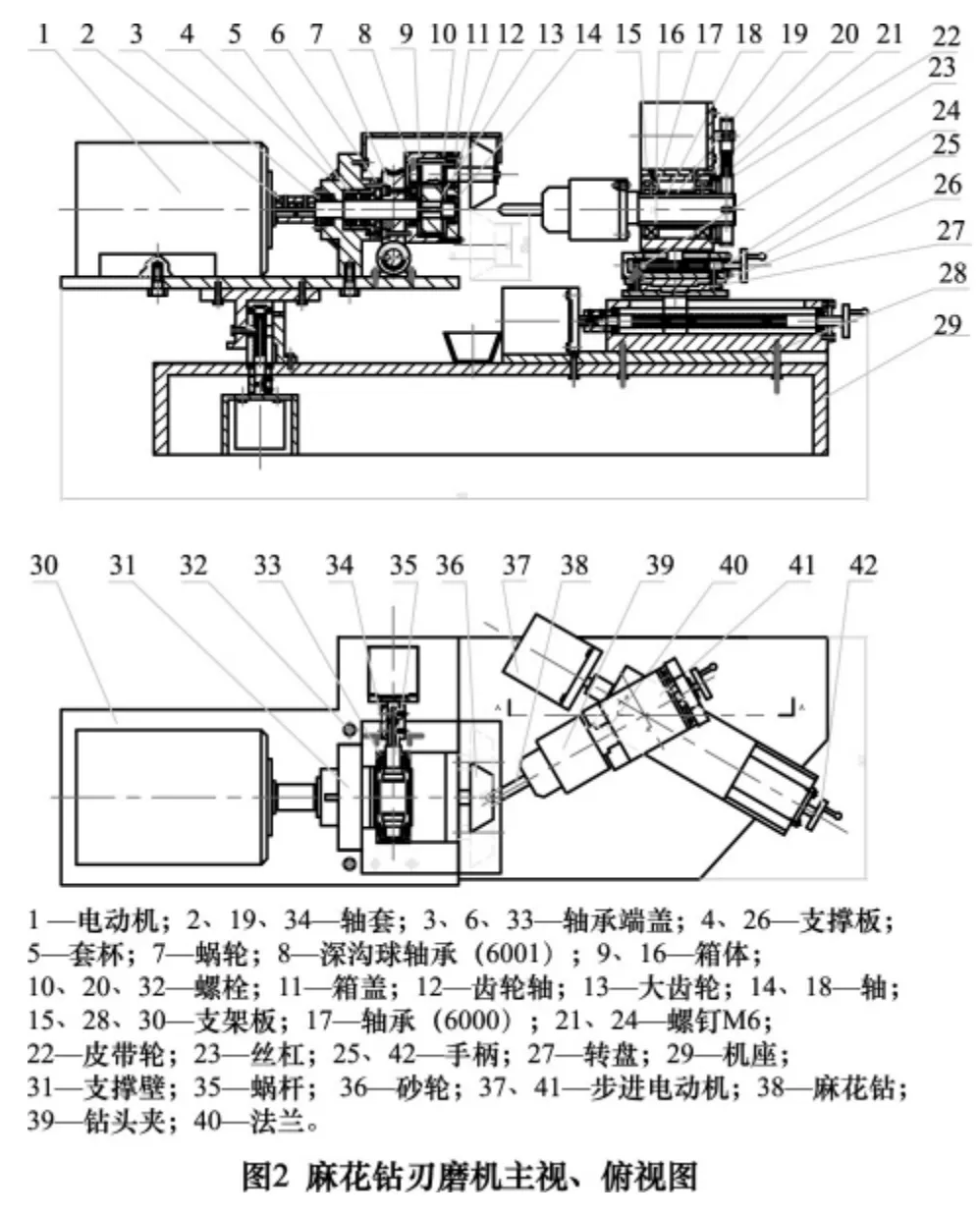
本刃磨机包含两部分:锥面砂轮调节装置和麻花钻钻头调节装置,如图2 所示。 锥面砂轮调节装置包括砂轮36,砂轮36 中间钻有通孔,齿轮轴12 通过通孔确定砂轮的位置。齿轮轴通过装在箱体9 上的一对深沟球轴承8 来支撑连接,齿轮轴12 与大齿轮13 外啮合,大齿轮13 的中心钻有带键槽的轴孔,大齿轮13 与轴14 通过圆头平键连接,轴14 与箱体9 的接触部分通过一对深沟球轴承6001来支撑连接。箱体9 通过螺钉与蜗轮7 固定连接,蜗轮中心钻有比轴14 大径间隙配合的通孔,蜗轮与蜗杆外啮合,端面电动机通过轴套34 用螺钉与蜗杆35 固定连接,从而端面电动机的动力通过蜗杆蜗轮传递给箱体,实现箱体的公转。轴14 的大径段穿过蜗轮通孔并通过三对深沟球轴承6001 来支撑连接,支撑壁31钻有通孔,轴14 的第二段通过一对装在支撑壁31 上的深沟球轴承6001 来支撑连接,支撑壁31 通过螺钉与支架板30 固定连接。支架板30 一端装有电动机1,电动机1 与轴14 通过轴套2 用螺钉固定连接,通过电动机1 的转动带动轴14 转动,从而大齿轮13 绕轴14 轴心线转动,齿轮轴12 与大齿轮13 外啮合转动实现砂轮36 绕轴14 轴心线公转。支架板30 中部下方装有丝杠螺母装置,底座29 上钻有与丝杠的输入端间隙配合的通孔,丝杠的输入端通过与装在底座29 上的轴承支撑连接,通过端面电动机转动来实现丝杠螺母的上下进给调节运动,从而调节砂轮36 的上下位移。 麻花钻钻头调节装置包括麻花钻38 通过钻头夹39 紧固,轴18 钻有装麻花钻的中心通孔,轴18 通过一对轴承17 和轴套19 支撑连接。轴18 输入端与皮带轮通过圆头平键稳定连接,轴18 上装有用螺钉固定连接的箱体16,箱体16 上装有用螺钉固定连接的支架板15,支架板15 上装有用螺钉固定连接的端面电动机,端面电动机通过圆头平键与小皮带轮稳定连接。端面电动机转动,将其动力通过皮带轮传递给轴18,从而使麻花钻稳定转动。箱体16 下端装有丝杠螺母装置,丝杠螺母装置下方装有支撑板26,支撑板26 与转盘27 通过螺栓固定连接。通过转动转盘27,调节麻花钻的中心线与砂轮36 的母线平行,转动手柄25可沿着砂轮36 的母线方向调节位移。转盘27 下方装有支撑板,支撑板下方装有丝杠螺母装置,输入端装有端面电动机,端面电动机与丝杠的输入端通过轴套固定连接,端面电动机与支架板28 通过螺钉固定连接,支架板28 通过螺钉与底座29 固定连接,端面电机转动通过丝杠螺母调节装置使麻花钻38 沿砂轮母线方向进行位移[5]。
本新型麻花钻刃磨机采用行星轮的周转轮系的刃磨原理,包含锥面砂轮调节装置和麻花钻钻头调节装置两部分结构设计。研究结果表明,新型刃磨机相对于传统的刃磨机有以下优势:(1)采用步进电动机半自动控制,比起手工刃磨,操作简单方便,劳动强度小,安全可靠,具有高的工作效率;(2)采用外锥面刃磨,利于排屑,钻头后刀面刃磨均匀,对中性好,钻头刃磨质量高,刃磨精度高;(3)此刃磨机整体结构简单紧凑,成本低;(4)此刃磨机适合刃磨φ3 ~20 mm 直径尺寸范围的钻头,刃磨范围广,适合广大机械加工厂使用。 [1]王忠魁,何宁,戴俊平.麻花钻内锥面刃磨法[J].工具技术,1997,31(10):10 -13. [2]戴俊平,何宁.内锥面钻头刃磨机设计[J].陕西工学院学报,2003,19(2):1 -3. [3]王忠魁.麻花钻锥面刃磨参数的优化[J].机械制造,1994,8(1):11 -14. [4]郭延文. 麻花钻刃磨方法的改进[J]. 机械工程师,2003,27(4):14 -19. [5]金属切削理论与实践编委会.金属切削理论与实践[M]. 北京:北京出版社,1980. |
【本文地址】
今日新闻 |
推荐新闻 |