工艺说 |
您所在的位置:网站首页 › 鱼骨线缝合视频教程大全 › 工艺说 |
工艺说
|
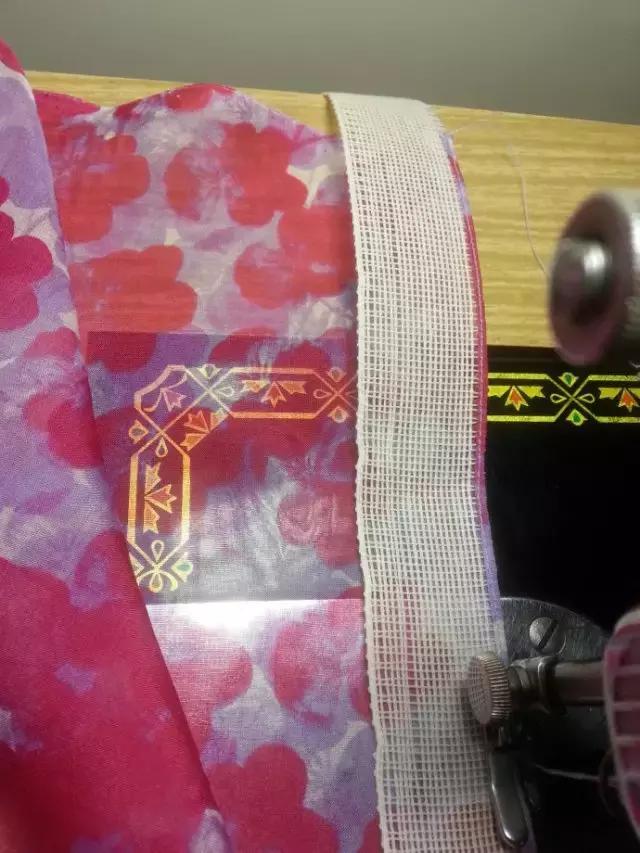
4、关键第二步!尾端变头端! 操作诀窍:把结尾处水平地逆时针向左、向上旋转180°。这时候,鱼刺和毛边到左边去了,并且网格依然在面料的正面的上方。
5、把网格向左打开,翻转180°。此时网格在左,面料在右。鱼刺和毛边在中间,方向向右,并被面料覆盖。
6、把布料向左,逆时针翻转180°,压在网格下面。此时,鱼刺和毛边完全被卷到面料和网格中间了,也就是完全被面料和网格包裹了。此时网格在面料的反面的上方。
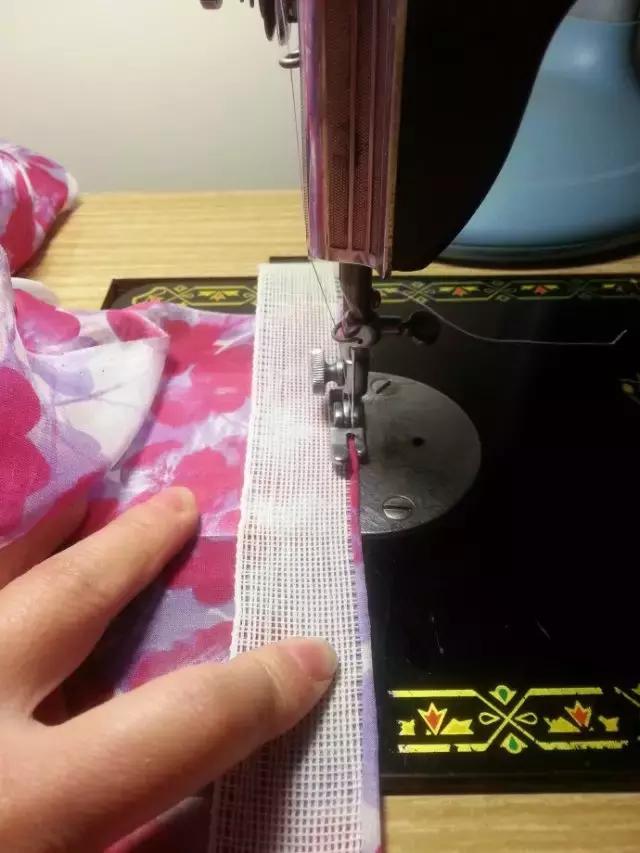
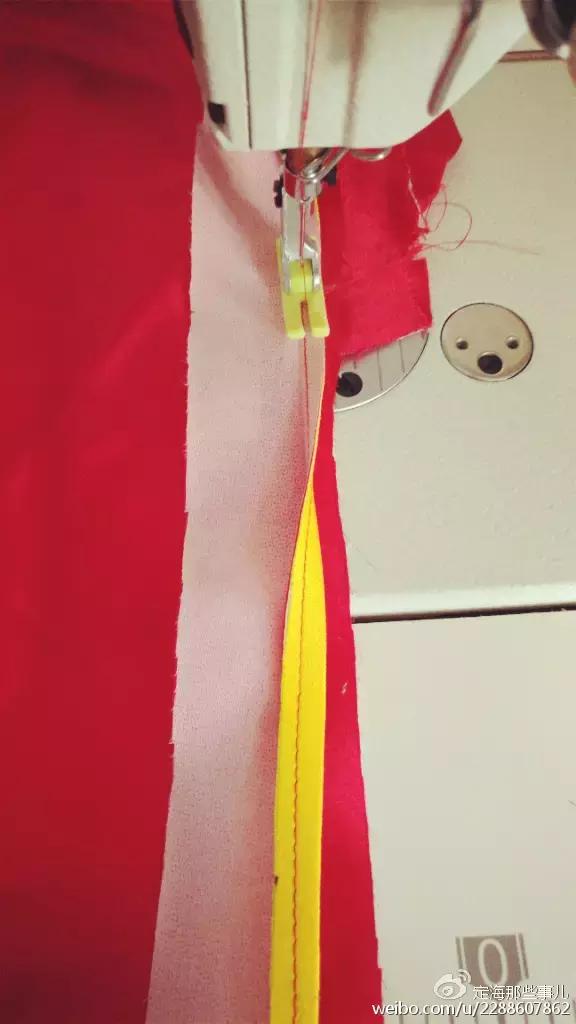
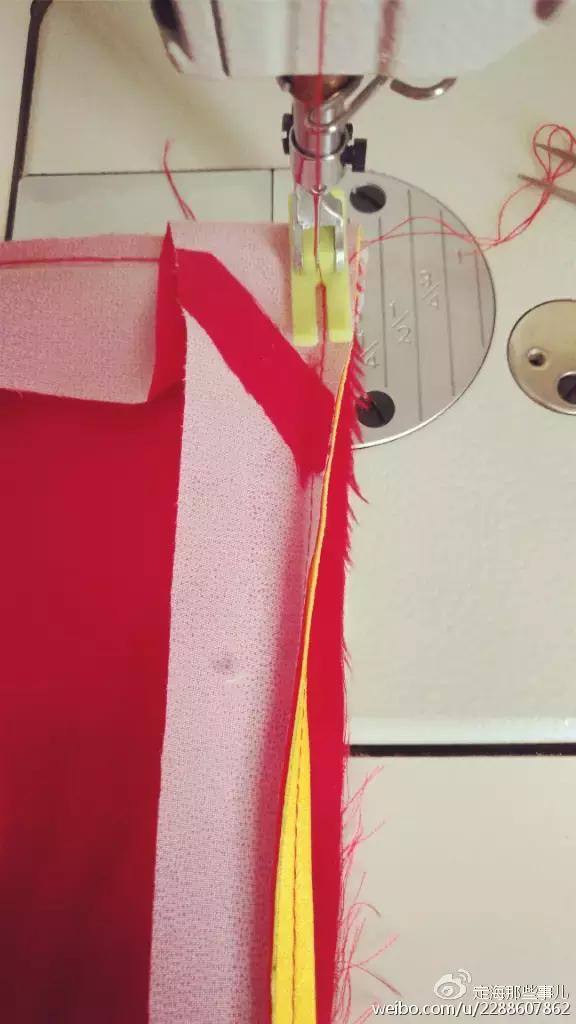
7、沿前一道线迹的边缘缝,左边缝份不到1毫米。注意:起针和收针都要打倒针。缝的过程用手把布料绷直。如果觉得卷边略宽,可以用指甲把面料往右刮一刮。
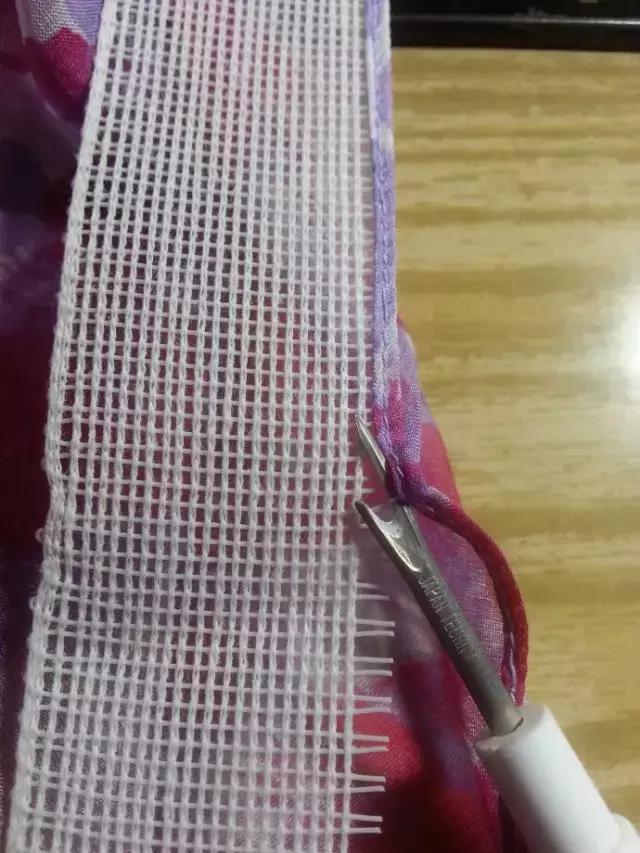
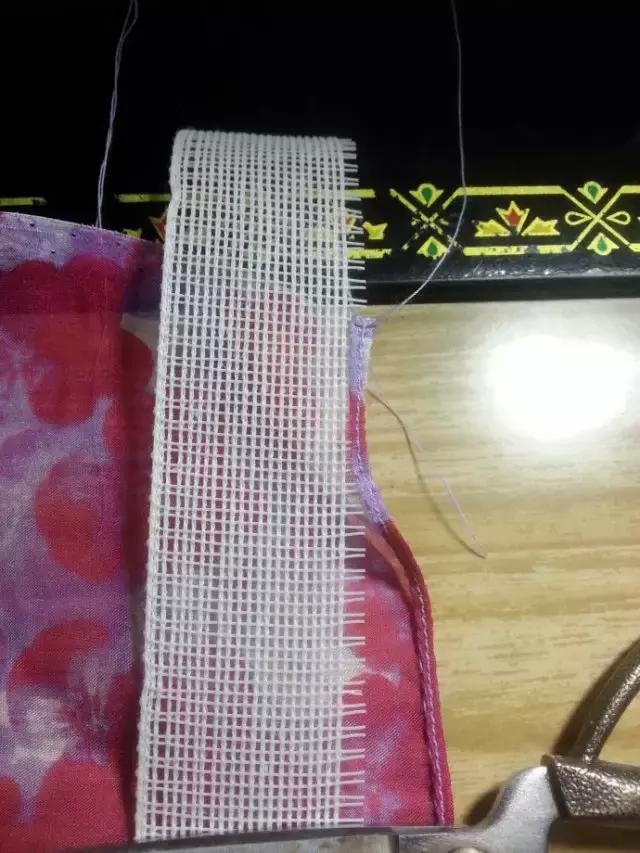
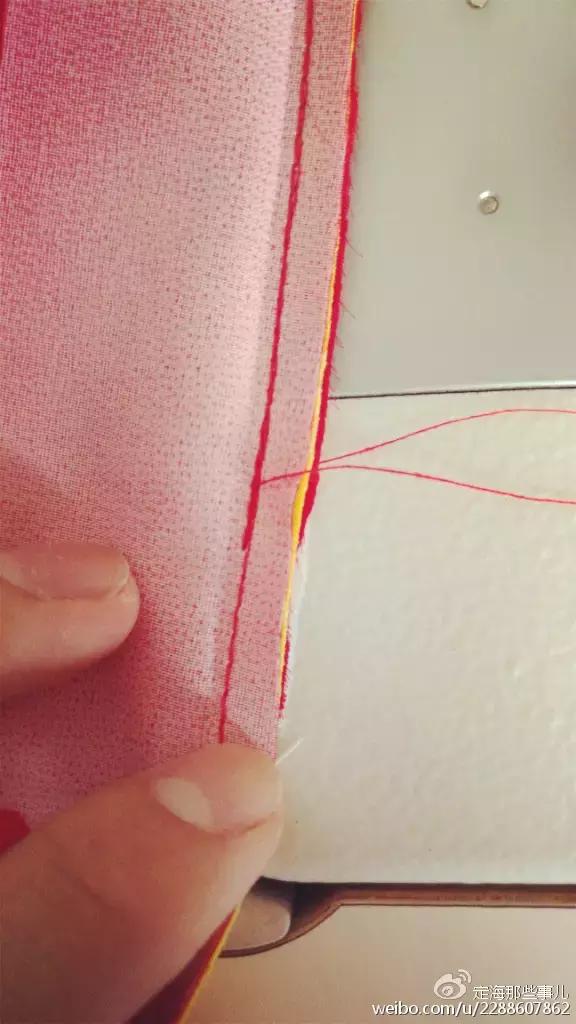
8、拆鱼刺!爽歪歪的一步!左手捏网格,右手捏面料,把鱼刺和面料分离!大功告成!
偶尔有一两针会扎到鱼骨上,没有关系,用拆线刀来处理。把拆线刀插入针所刺的小孔里去,割断鱼刺。继续拆。
看看线迹。我觉得还行,虽然面线和底线的压力调得不够好。 这是面料反面。反面的线迹是面线形成的。
这是正面。正面的线迹是底线形成的。
从下面看。缝份够窄。
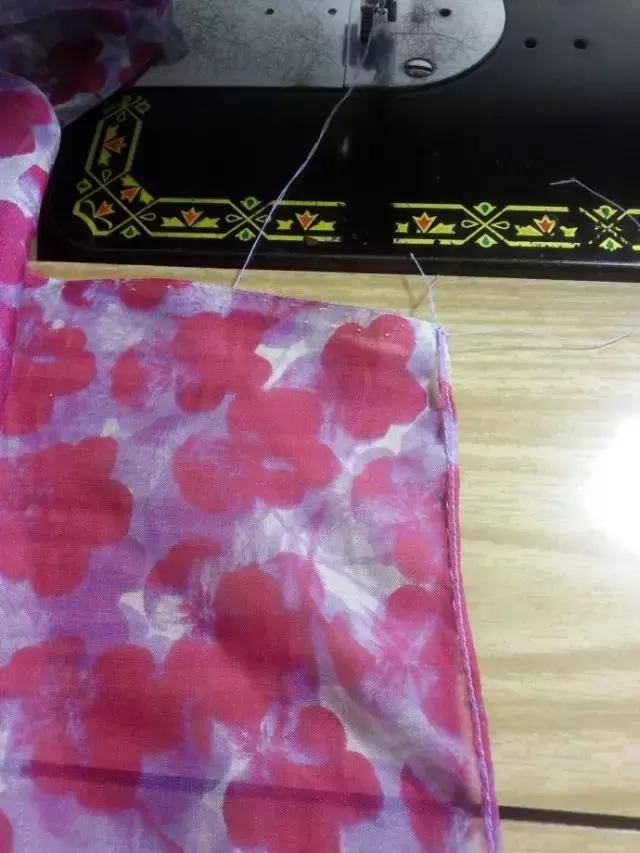
丝巾随意围在脖子上。
经过实践,发现第4——6步这么做更好! 4、把尾端向上顺时针翻转180°,成这个样子:鱼刺和毛边向右,面料在上。
5、向右逆时针180°打开网格。此时,鱼刺和毛边在面料和网格中间,并且方向向左。网格在上,面料在下。
6、继续逆时针向左翻转网格180°,使鱼刺和毛边被包裹在面料中。此时,网格在上,面料在下。
缝纫。
详细真丝旗袍滚边的制作教程
注:本文主要写的是上图一嵌一滚得制作▲ 作为旗袍制作中运用最频繁的技艺,滚边制作的好坏直接决定旗袍的档次。 真丝旗袍滚边制作主要存在的几点难点: 1、真丝布料容易滑动,且制作多以16-30姆米较薄区间为主,车缝时极易起皱。 2、滚边层数多的时候,如何能相对容易的保持每条边宽窄一致,确保美观。 3、旗袍下摆滚边90°折角的制作。 制作步骤如下: 首先要做的是准备滚条(红色)和嵌条(明黄色),一般选择12-16姆米的真丝布料做条。
成品按照设计滚条0.7cm 嵌条0.2cm,裁剪时滚条预裁1寸,嵌条0.6寸,可以裁宽,后续可改。 按照传统做法滚条必须45°正斜裁剪,背面刷浓而薄的浆糊,浆糊稀容易透至表面影响光泽,太厚滚条死板,弹性丧失,不利制作。若为方便,采用薄真丝衬背覆,注意表里纱向对正。
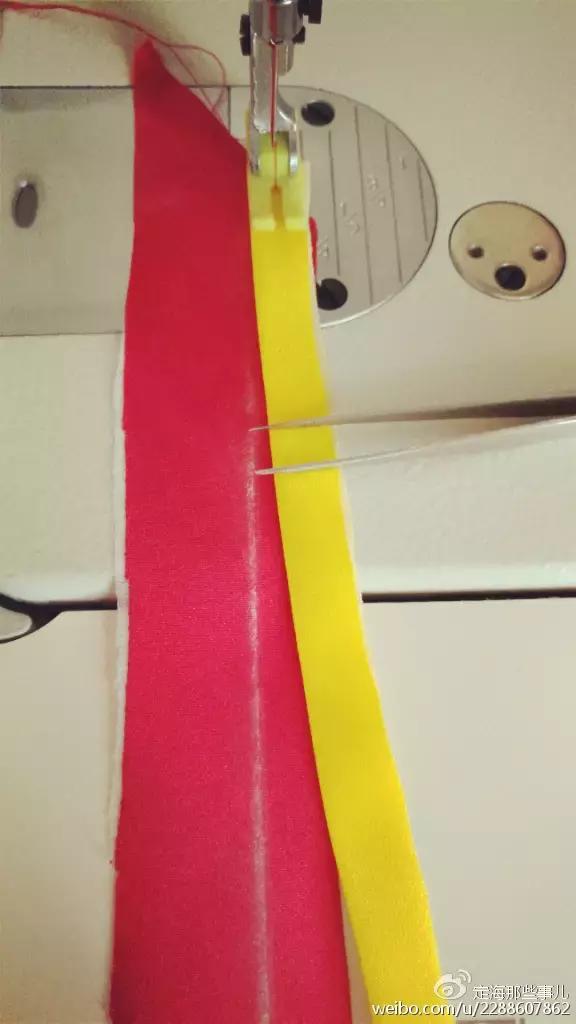
车缝滚条与嵌条▲ 在滚条正面用粉线袋弹线车缝对线记号,宽度可自定。
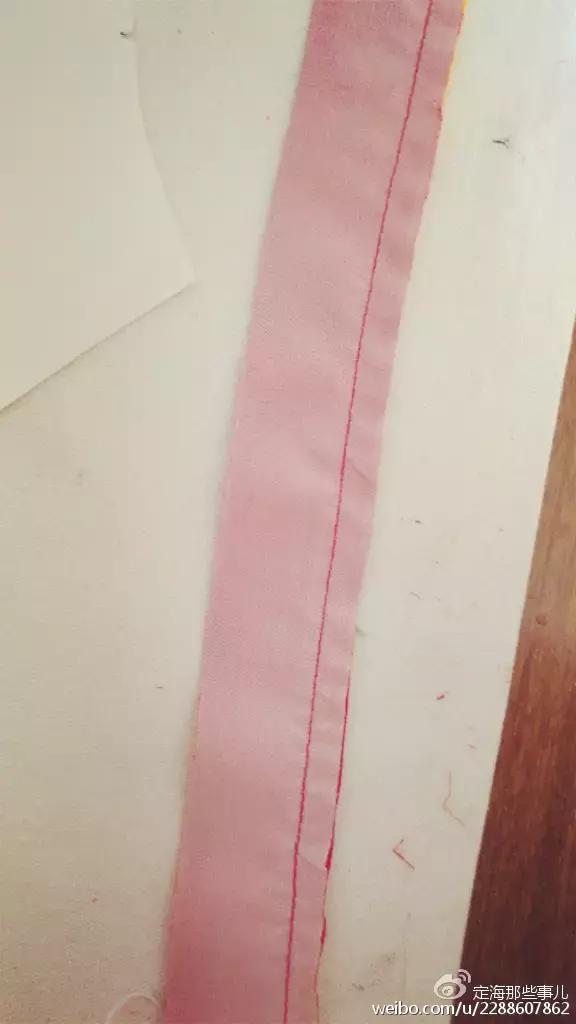
组合条反面▲
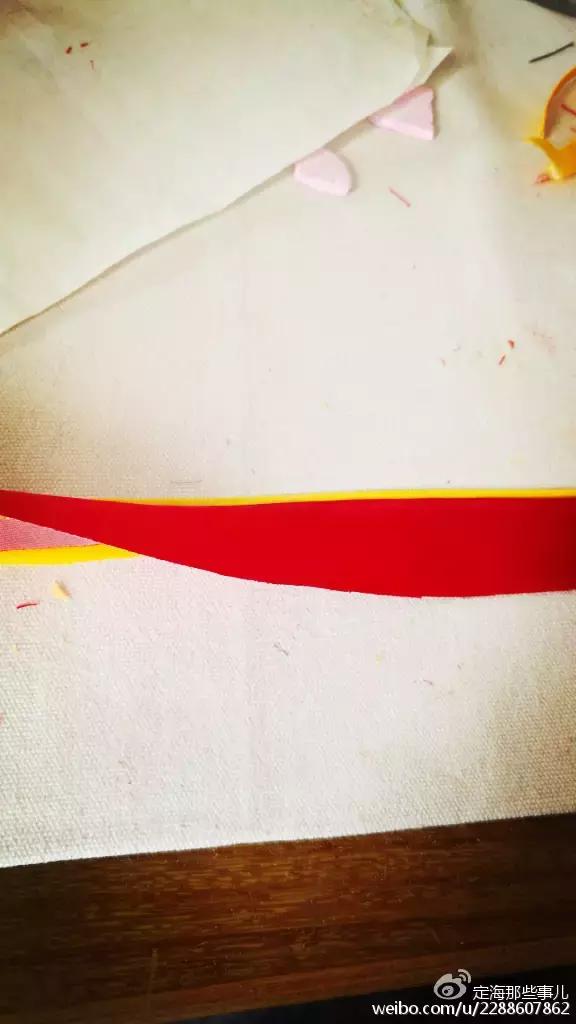
组合条正面▲ 接下来用熨斗将0.2cm的黄牙子翻出来,保证黄色部分均匀一致。
翻牙子▲ 全部烫好后翻到反面,将黄条部分修剪成0.85cm的宽度
完成修剪后,组合条的制作就算大功告成,基本上重要的步骤已经完成了一半。
成品组合牙子▲ 接下来就是要把滚条和真丝面料相互缝合了。由于真丝顺滑的特点,如果不对面料进行一些处理,车缝后成品就会起皱,甚至出现起吊,严重影响真丝旗袍的质量。
真丝面料背面粘贴有纺衬直丝嵌条▲ 有纺衬直丝嵌条的稳定性较强,宽度可以根据需要选择1.2cm或2cm。嵌条的作用一方面可以加厚面料防止车缝移位,另一方面下摆等车滚边的地方裁剪后是斜丝缕,若无嵌条固定制作过程中易还口变形。若考虑到嵌条外露的美观问题,在明显部位可用浆糊替代。
将组合条翻转与旗袍正面相对,边互相对齐进行车缝▲ 车缝的时候必须注意: 1、调节缝纫机针码略大,线张力略松,机针以14号针为宜。 2、底片(即红色面料片)必须拉紧拉直,面片(即组合滚条)略松,用镊子推送缝合。 3、滚条车缝需慢速,脚踏一次,车4-5针,间断进行。
车到距离底边1cm处停针,并打倒针▲
然后进行折角处理
折角1▲
折角2▲
折叠完成后,起针点亦距边沿1cm▲
车完一圈以后的样子▲ 接下来对折角部位进行处理
拆去折角线两端1cm距离内,组合条上的车线▲
整理好黄条▲
翻到正面,用熨斗尖烫平尖角部分,整理平服▲
沿着止口将多余滚条向内扣烫,反复压烫,使之平服。▲
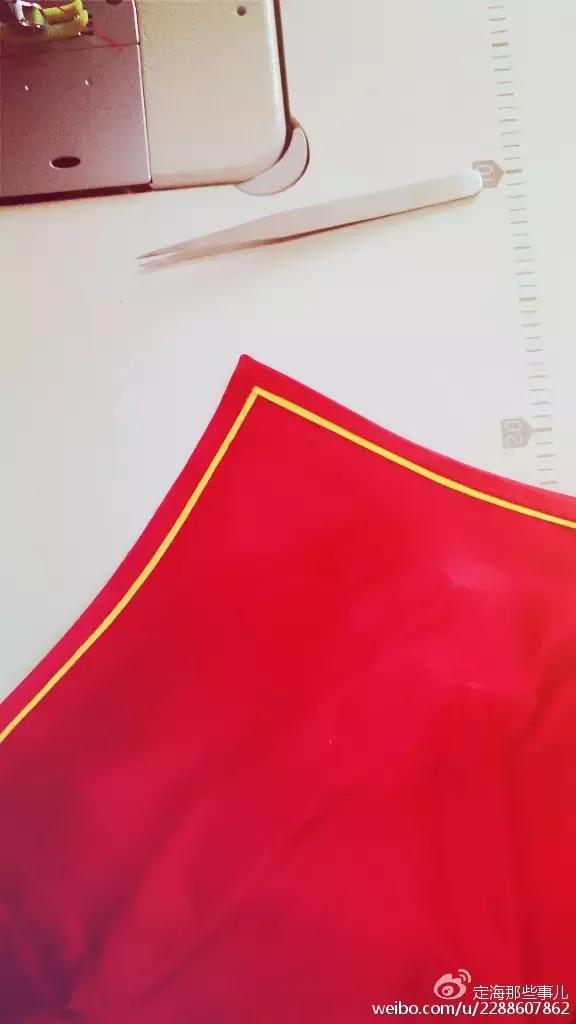
正面也同样压烫,最终成品如图▲
成品图▲
成品图2▲ 真丝旗袍滚边制作完成后,主要关注几个要点。 1、挂起后,滚边与面料之间是否平服,是否有斜丝牵拉现象(主要因为车缝时走位)。 2、滚条、嵌条是否宽窄一致。 3、尖角是否尖锐,两侧是否对称。 【后记】真丝面料的滚边制作相对难度较大,熨烫时温度的把握也有分寸,今天暂时先写那么多。后续还会对其他几大旗袍工艺陆续进行介绍。返回搜狐,查看更多 |



































【本文地址】
今日新闻 |
推荐新闻 |