超详细!!五金模具组件及工程结构设计 |
您所在的位置:网站首页 › 飞剪机结构设计 › 超详细!!五金模具组件及工程结构设计 |
超详细!!五金模具组件及工程结构设计
|
镶件设计 剪口镶件设计 为便于模具的维护与维修,降低模具的成本,充分利用模板材料特性,降低模具成本,积极预防模板在远低于使用寿命时因局部的损坏而报废,造成生产成本的提高,我们的模具剪口常采用硬质镶件的形式.为保证镶件的强度,在镶件设计师须遵循以下原则: 1)镶件的壁厚B在5mm左右,一般为5mm,最小不少于3mm;  2)为防止镶件的装反,需要对镶件进行防反(防呆)设计,一般将镶件的外形设计成不对称结构(常采用倒角的方式); 3)为提高镶件的强度,镶件的外形需倒R2的圆角,并尽量避免两面垂直,当因位置的关系两镶件贴在一起时,镶件倒角处不用倒圆角,直接用尖角; 4)在设计时注意保证剪口镶件的壁厚,剪口镶件内部剪口边与剪口边间的距离C≧2mm; 5)为方便镶件的拆卸,镶件一般用Φ5/32"的杯头螺丝固定,在杯头螺丝布设时应注意杯头螺丝孔与剪口边间的距离,杯头螺丝孔与剪口边的距离D应≧4mm,最小不能少于3mm,杯头螺丝孔与剪口镶件边沿的距离A≧4mm,最少要有3mm; 6)当镶件较大时镶件应锁2~3个杯头螺丝; 7)当镶件上不便于加工螺丝杯头孔时,镶件可以设计成扣挂结构; 8)为防止产品上产生螺丝印,镶件上的杯头孔尽量设置在片料的废料处,当位置较小时可以加大镶件或扣挂于片料的两侧. 9)注意模具的冲裁间隙一般做在剪口镶件上,模具冲头尺寸等于展开尺寸,剪口做大,镶件的材质为A88铬钢; 10)下模剪口镶件与下模板的装配间隙为0.01mm,镶件应设计得规则便于加工; 11)剪口镶件扣挂设计时,扣挂壁厚1mm,挂高3mm,扣挂间隙0.1mm,剪口镶件挂位厚1mm  公夹,打齿镶件设计 我们现在讨论的公夹打屎镶件,不包括轧形镶件,主要是快换冲头设计中所用到的公夹打屎镶件.这类镶件的强度要求比剪口镶件要求低.在设计时需要遵循以下设计原则: 1)镶件应注意防反防呆,特别是公夹镶件.在镶件防反防呆设计主要将镶件的外形做成不对称设计,一般采用倒角方式,在设计时镶件的外形可以不倒圆角; 2)螺丝孔与镶件的边沿的距离应保持3mm以上(最少应有2.5mm),螺丝孔与镶件中冲公的过孔应保证有3mm以上的间隙(最少应有2.5mm的间隙),镶件冲公过孔,与镶件边沿的间隙应≧3mm; 3)公夹打屎镶件一般通过反锁杯头螺丝固定,打屎镶件固定在中间板上,公夹镶件固定在公夹垫板上; 4)打屎镶件的杯头螺丝孔尽量避开产品,防止产品上产生螺丝印,当位置不足时可以采用,扣接的方式; 5)打屎镶件采用扣挂固定时,扣挂壁厚1mm,挂高3mm,扣挂间隙0.1mm,打屎镶件挂位厚1mm; 6)镶件与模板的装配间隙为0.01mm,打屎镶件与冲公的装配间隙的0.02mm,公夹镶件与冲公的装配间隙为0.03mm;  注意:在镶件设计时为便于模具的调试与日后生产中模具的维护,利于镶件的取出,要求所有公夹镶件全部设计为牙孔在公夹垫板上,下模垫板1镶件牙孔在下模垫板2或下模座上.所有公夹,下模垫板镶件有杯头孔的在杯头孔过孔内攻牙,无杯头孔的在镶件上攻牙. 轧形结构设计 一般情况下90°的折弯(包括向上向下轧)我们常采取两次成形的方式,即第一步先预轧45°(向上或向下),第二步轧90°(向上或向下).这样设计有利于模具调试,和生产时轧形角度的稳定. 向下轧45°设计(无内R) 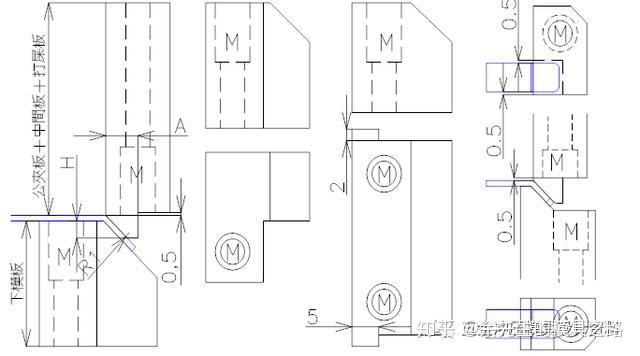 注意:向下轧其它锐角(无内R), 设计标准与向下轧45˚相同. 设计要求: 1)向下轧45°时,轧公一般用Φ5/32"杯头孔反锁固定在公夹垫板上,杯头孔离轧公边沿应≧5mm,常取5mm(即杯头孔离折弯线2mm以上,最少要有1.5mm); 2)轧公的宽度比轧形区域宽1~2mm(单边宽0.5~1mm),下模比轧公宽1~2mm(单边宽0.5~1mm); 3)轧深(H)应根据材料的厚度确定,一般为3~5mm(一般不超过5mm),材料较厚时轧深H可以适当加大; 4)轧形公及下模上的杯头孔,应设置在轧形位的侧边或后部,以使轧形时模具能将材料压死,以利于材料的成形,同时避免在产品上留下螺丝印; 5)当产品轧形高度较大,或因产品避位的需要,轧公上满足不了轧形避位的需要,同时为降低成本,一般将下模配件设计成挂扣锁杯头的方式,挂扣宽3mm以上,一般为5mm,挂扣厚度一般为2mm(如下图所示); 6)为便于模具的调试,轧形组件不用边钉定位; 7)轧形尺寸较小时,轧形下模斜面的长度比产品长1~2mm; 8)设计轧形组件时应注意工件的防呆防反,特别是轧公的形状比较规则很容易做成对称结构,在设计时常使用倒角的方式进行防呆防反; 9)设计时应使模具闭合后轧公平位处离模板0.5mm; 10)为避免轧公刮花产品,在轧公的下部需要倒R1以上的圆角. 11)在做轧45˚设计时,公与模完全与产品贴合,公上斜面与垂面的交线为产品片外交线(虚交线,实际上片外为圆弧过渡,圆弧R最小为t); 12)轧公同公夹板的装配间隙为0.01mm(双边),中间板过孔大1mm(单边0.5mm),轧公与打屎板的装配间隙为0.02mm,下模板与下模板的装配间隙为0.01mm(双边间隙); 13)设计过程中应进行模拟成形以确定准确的避位尺寸; 14)当垫板选用王牌时,为防止轧公座底,可以在垫板中镶一块较大的油钢,或将轧公做宽做大. 向下轧90˚设计(无内R)  设计要求: 1)向下轧90°时,轧公一般用Φ5/32"杯头孔反锁固定在公夹垫板上,杯头孔离冲公边沿应≧5mm,常取5mm; 2)轧公的宽度比轧形区域宽1~2mm(单边宽0.5~1mm),下模避位比轧公宽1~2mm(单边宽0.5~1.0mm),下模比下模避位宽2mm; 3)轧深(H)应根据材料的厚度,为3~5mm,一般不超过5mm; 4)轧形公及下模上的杯头孔,应设置在轧形位的侧边或后部,以使轧形时模具能将材料压死,以利于材料的成形,同时避免在产品上留下螺丝印; 5)轧90˚时,下模必须设置顶件,一般为方形(也可以选用顶针),方顶件宽C一般为2.5mm或3mm,方顶件离轧形边距离B一般为1.5mm或2mm,顶件离下模侧边的距离A≧2mm,顶件顶出产品高度为2~3mm;轧形位也可以设置顶针(常为Φ3mm),孔边到镶件轧形边距离常取1.5mm,顶针顶出产品高度一般为2~3mm; 6)为便于模具的调试,轧形组件不能用边钉固定; 7)设计轧形组件时应注意工件的防呆防反,特别是轧公的形状比较规则很容易做成对称结构,在设计时常使用倒角的方式进行防呆防反; 8)设计时应使模具闭合后轧公平位处离模板0.5mm; 9)为避免轧公刮花产品,在轧公的下部需要倒R1以上的圆角; 10)在做轧90˚设计时,公与模完全与产品贴合; 11)为便于模具的调试,轧形公在靠近轧形边一侧设置高出轧形位0.2mm台阶,以便于试模移片位; 12)为避免轧形后轧形的回弹,一般在轧形下模上设置骨位,骨位宽0.5~1mm,骨位高0.05~0.3mm,详见后续骨位设计标准; 13) 轧公同公夹板的装配间隙为0.01mm(双边),中间板过孔大1mm(单边0.5mm),轧公与打屎板的装配间隙为0.02mm,下模板与下模板的装配间隙为0.01mm(双边间隙); 14)设计过程中应进行模拟成形以确定准确的避位尺寸; 15)当垫板选用王牌时,为防止轧公座底,可以在垫板中镶一块较大的油钢,或将轧公做宽做大. 向上轧45°设计(无内R)  注意: 1)向下轧其它锐角(无内R),设计标准与向下轧45˚相同. 2)所有轧宽在10mm以下的脚仔,顶件弹弓最小为Φ10的TB或TD弹弓,弹弓尽量锁下模盖板. 设计要求: 1)向上轧45°时,轧形凹模一般用Φ5/32"杯头螺丝反锁固定在中间板上,杯头孔离轧形凹模边沿应≧5mm,常取5mm(即杯头孔离折弯线2mm以上,最少要有1.5mm),轧公用Φ5/32"的杯头螺丝锁在下模垫板上,露出下模面高H为3~5mm,一般不超过5mm; 2)轧公的宽度比轧形区域宽1~2mm(单边宽0.5~1mm),轧形凹模比轧公宽1~2mm(单边宽0.5~1mm); 3)轧深(H)应根据材料的厚度,一般为3~5mm(一般不超过5mm),材料较厚时轧深H可以加大; 4)轧形公及下模上的杯头孔,应设置在轧形位的侧边或后部,以使轧形时模具能将材料压死,以利于材料的成形,同时避免在产品上留下螺丝印; 5)当产品轧形边长度较大,或因产品避位的需要,轧形下模上满足不了轧形避位的需要,同时为降低成本,一般将下模配件设计成,挂扣锁杯头的方式,挂扣宽3mm以上,一般为5mm,挂扣厚度一般为2mm(如下图所示); 6)为便于模具的调试,轧形组件一般不用边钉定位; 7)轧形尺寸较小时,轧形下模斜面的长度比产品长1~2mm; 8)设计轧形组件时应注意工件的防呆防反,特别是轧公的形状比较规则很容易做成对称结构,在设计时常使用倒角的方式进行防呆防反; 9)设计时应使模具闭合后轧公平位与模面平齐; 10)为避免轧公刮花产品,在轧公的下部需要倒R1以上的圆角. 11)在做轧45˚设计时,公与模完全与产品贴合,公上斜面与垂面的交线为产品片外交线(虚交线,实际上片外为圆弧过渡,圆弧R最小为t); 12)向上轧形时务必在下模设置轧形顶件,顶件在自由状态下,露出下模面高为轧公轧形高度(H)+1mm,顶件弹簧最小为Φ10TB或TD弹簧; 13)轧公与下模板的装配间隙为0.01mm(双边间隙),轧形凹模与打屎板的装配间隙为0.01mm(双边间隙).轧形顶件与下模板的装配间隙为0.04mm(双边间隙),顶件与下模垫板的装配间隙为0.2mm(双边间隙); 14)设计过程中应进行模拟成形以确定准确的避位尺寸; 15)当垫板选用王牌钢时,为防止轧公座底,可以在垫板中镶一块较大的油钢,或将轧公做宽做大. 向上轧90°设计(无内R) 设计要求: 1)向上轧90°时,轧形凹模一般用Φ5/32"杯头螺丝反锁固定在中间板上,杯头孔离轧形凹模边沿应≧5mm,常取5mm(即景杯头孔离折弯线2mm以上,最少要有1.5mm),轧公用Φ5/32"的杯头螺丝锁在下模垫板上,露出下模面高H为3~5mm,一般不超过5mm; 2)轧公的宽度比轧形区域宽1~2mm(单边宽0.5~1mm),轧形打屎避位比轧形凹模大1~2mm(单边宽0.5~1mm),轧形凹模比轧形避位宽2mm(挂位); 3)轧深(H)应根据材料的厚度,一般为3~5mm(一般不超过5mm),材料较厚时轧深H可以适当加大; 4)轧形公及下模上的杯头孔,应设置在轧形位的侧边或后部,以使轧形时模具能将材料压死,以利于材料的成形,同时避免在产品上留下螺丝印; 5)轧形下模板在打屎板的装配为挂位加杯头的固定方式,轧形下模需要挂2mm以上; 6)为便于模具的调试,轧形组件不能用边钉固定; 7)设计轧形组件时应注意工件的防呆防反,特别是轧公的形状比较规则很容易做成对称结构,在设计时常使用倒角的方式进行防呆防反; 8)设计时应使模具闭合后轧公平位与模面平齐; 9)为避免轧公刮花产品,在轧公的下部需要倒R1以上的圆角; 10)在做轧90˚设计时,公与模完全与产品贴合; 11)向上轧形时务必在下模设置轧形顶件,顶件在自由状态下,露出下模面高为轧公轧形高度(H)+1mm,顶件弹簧最小为Φ10TB或TD弹簧; 12)轧公与下模板的装配间隙为0.01mm(双边间隙),轧形凹模与打屎板的装配间隙为0.01mm(双边间隙).轧形顶件与下模板的装配间隙为0.04mm(双边间隙),顶件与下模垫板的装配间隙为0.2mm(双边间隙); 13)设计过程中应进行模拟成形以确定准确的避位尺寸. 14)为避免轧形后轧形的回弹,一般在轧形下模上设置骨位,骨位宽0.5~1mm,骨位高0.05~0.3mm,详见后续骨位设计标准. 15)当垫板选用王牌时,为防止轧公座底,可以在垫板中镶一块较大的油钢,或将轧公做宽做大.  Z轧设计 当材料厚度≦1.2mm,轧形高度(两个L轧间高度)H≦3.5mm时,我们通常采用Z轧的复合成形方法进行加工. (Ⅰ) 当轧形高度H在2mm以上3.5mm以下(2mm≦H≦3.5mm)时,通常采用两步成形,成形方法见下图: Z轧两步成形法模式一 设计过程中应注意以下几点: 1)设计时公模与产品应完全贴合,注意材料45˚成形时公模成形线的位置,公模成形线分别为产品内外表面的交线或虚交线; 2)注意成形过程中材料的避位,特别是第二步向上轧90˚时轧公对产品的避位; 3)杯头孔设置时,尽量布设在废料上,片料的外侧或成形避位处; 4)模式一成形方式,必须设置顶件,顶件的顶出高度,比下公露出模面高度H高1mm,顶件需用Φ10以上的TB或TD弹簧; 5)设计注意要使轧公比产品宽1~2mm(单边0.5~1mm),轧形凹模比轧公宽1~2m(单边0.5~1mm).详见下图所示  Z轧两步成形法模式二  设计过程中应注意以下几点: 1)设计时公模与产品应完全贴合,注意材料45˚成形时公模成形线的位置,公模成形线分别为产品内外表面的交线或虚交线; 2)注意成形过程中材料的避位; 3)杯头孔设置时,尽量布设在废料上,片料的外侧或成形避位处; 4)模式一成形方式,必须设置顶件,顶件的顶出高度,比下公露出模面高度H高1mm,顶件需用Φ10以上的TB或TD弹簧; 5)设计注意要使轧公比产品宽1~2mm(单边0.5~1mm),轧形凹模比轧公宽1~2m(单边0.5~1mm). Z轧两步成形法模式三  设计过程中应注意以下几点: 1)设计时公模与产品应完全贴合,注意材料45˚成形时公模成形线的位置,公模成形线分别为产品内外表面的交线或虚交线; 2)注意成形过程中材料的避位,特别是在材料进行90˚向下成形时轧公对产品的避位; 3)杯头孔设置时,尽量布设在废料上,片料的外侧或成形避位处; 4)设计注意要使轧公比产品宽1~2mm(单边0.5~1mm),轧形凹模比轧公宽1~2m(单边0.5~1mm). 5)成形第二步为向下轧90˚,轧公上必须为模具调试在折弯侧预留0.2mm的凸台,模具闭死后轧公的平位与模板间的间隙为0.5mm,凹模需加顶针,顶出产品2mm左右. 详见下图所示 Z轧两步成形法模式四  设计过程中应注意以下几点: 1)设计时公模与产品完全贴合,注意材料45˚成形时公模成形线的位置,公模成形线分别为产品内外表面的交线或虚交线; 2)注意成形过程中材料的避位; 3)杯头孔设置时,尽量布设在废料上,片料的外侧或成形避位处; 4)设计注意要使轧公比产品宽1~2mm(单边0.5~1mm),轧形凹模比轧公宽1~2m(单边0.5~1mm). (Ⅱ) 当轧形高度H在2mm以下(H U轧设计 U轧模是单工序轧形模中优先选用的模具形式.U轧模的先期设计常按以下过程设计: 有打屎板U轧模设计  1)下模板厚度确定 下模板厚度=顶底厚+轧深H0 其中:H0=下模圆角半径R1+刮料行程H1+轧形外圆角半径R(下模圆角半径常取1.5t~2t,t为料厚.刮料行程4~6mm,常取5mm); 顶底厚度应≧15mm. 2)其它模板厚度确定 上模座厚度=螺帽高+垫圈厚+弹簧工作行程 弹簧工作行程=空行程+弹簧预压量+刮料行程(弹簧预压量为2~5mm,常取3mm) 空行程+产品高H=轧深H0+限高块高(其中限高块应比产品高2~3mm) 其它模板厚度应根据产品的形状大小及设计经验进行合理选取. 3)轧公长度与弹簧长度确定 轧形公长度=轧深H0-料厚t+限高块高+打屎板厚+公夹脱料间隙(公夹脱料间隙为4~6mm,常取5mm) 弹簧长度=上模锣深+公夹板厚+公夹脱料间隙+弹簧工作行程 由以上衡等式,我们首先根据弹簧的工作行程及选取弹簧的长度,然后用上述衡等式进行逐步调整. 4)设计顶板与下垫脚,根据模具高度设计标准进行模具高度校核. 无打屎板U轧模设计 无打屎板U轧模先期设计要求与有打屎板U轧模先期设计要求基本相同.它们的差别主要在于: 1)由于没有打屎板,所以无打屎板U轧模采用顶针推顶的卸料方式,详见后续U轧顶料设计; 2)由于采用外限高柱限位方法,在轧公高度选取时,应保证模具闭死时产品轧形边的端部离公夹板要有2~3mm以上间隙. V轧设计 从成本上来说,在单工序模折弯成形时应优先起U轧模进行弯曲成形,当U轧加工不了时,再考虑起V轧模进行成形.  进行V轧设计时有以下基本原则: 1)设计时公模与产品完全贴合; 2)注意成形过程中材料的避位; 3)设计时V槽深H为(3~6)t,H最小为2mm,V槽圆角R为1~2倍料厚,R最小为R1,(即要保证L≧2t),t为材料的厚度; 4)当产品长度较大时(一般L0≧50),为保证模具的制造精度,可以将轧形公与模设计成两段或三段拚接的形式,而且轧形V槽采用高精度线割机加工; 5)设计时管位应布置合理,不应用已轧形后的成形边做管位. 楔滑块结构设计 当产品的轧形位置发生干扰,不能直接进行轧形时我们可以考虑采用楔滑块结构,或增加V轧工序.V轧成形前面已述. 楔滑块结构设计时有以下基本原则: 1)滑块的避位要充分,为进行充分避位经常对滑块进行避位结构设计; 2)楔滑块结构的材料一般选用铬钢,部分简易模可以选用油钢; 3)滑块的斜角N≦45˚; 4)图中尺寸B一般为2mm; 5)图中尺寸C一般为3mm或2mm; 6)图中尺寸A≧3m,当产品材料厚度较大,滑块侧面受力较大时,滑块斜角要小,尺寸A应≧5mm; 7)楔滑块结构的装配间隙为0.02mm(单边间隙为0.01mm) 8)滑块的竖直行程H0一般不超过滑块高度的一半; 9)楔滑块结构中,滑块水平移动的距离L≦2mm时,滑块可以由Φ3或Φ4的铁线弹簧直接顶出,滑块上应电蚀Φ4或Φ5深2mm的铁线弹簧安装孔; 10)楔滑块结构中,滑块水平移动的距离L>2mm时,应设置顶针,用顶针将滑块顶出,顶针可选用Φ3,Φ4或Φ5. 楔滑块结构可以应用到各类模具中,楔滑块结构有以下两种基本结构: 楔滑块基本结构一:  楔滑块基本结构二:  设计实例:  拉包设计 包围是五金产品中常见的结构.对于拉伸高度较小的(拉包高度≦3t,t为产品料厚),展开时包位不做展开.设计时因包位的成形易造成片料的变形,因此包位的成形工序一般安排在飞边冲孔之前(浮升销---冲切口---拉包---冲导正孔---侧刃修边---飞边冲切外形).实际设计时我们常按以下方法进行拉包设计:  第一步切口,当包位在产品边沿时,为有利于拉包时材料的流动,应在拉包前先将包位附近的废料切除一部分,可以切单边,也可以切双边(尽量切双边,当包位在产品中间时尽量在产品废料区切口,剪口修整量应有0.8mm~1.2mm); 第二步拉包,设计时先不考虑拉包时材料的变薄,将拉包公设计成与包位的内形完全吻合,凹模与包位外形完全吻合,但深度可比产品所要求高度高约0.2mm; 第三步整形,整形时我们将包位整形公,凹模及拉包深度做的与包位完全吻合(有时可以取消此工序); 第四步修边冲剪口,将包位旁的剪口冲出. 在设计过程中务必注意冲头的防反防呆,避免拉包冲头与整形冲头的误装.做拉包设计时为顺利卸料,下模应设置卸料顶针或顶块. 拉包设计时可参照下例:  备注:包位设计的要点是凹模尺寸与产品外形尺寸应完全一致. 压桥设计 桥位是五金产品中常见的结构,根据桥位的功用,客户对桥位尺寸的要求也不尽相同,因此,我们应根据客户的具体要求进行进行模具设计  1)当桥位离轧形边较近时或桥位较宽较高时,桥位的两侧,务必开孔; 2)要求测量桥外侧宽L1时,则凹模的宽度做成桥外侧宽L1,凸模按冲裁间隙做小; 3)要求测量桥内侧宽L时,则凹模按冲裁间隙做大,凸模宽度做成桥内侧宽L; 4)设计时一般不考虑压桥时材料变薄,而将凹模的深度设计成桥位的高度. 压字印设计 有些客户的产品常要求加工字印.在设计时为防止压字印时对产品其它结构的影响常将压字印设置在冲剪外形与冲内孔工序之前.在冲压字印时务必明确字印中文字的字体,文字的高度,文字的内容以及字印在产品的哪一面,字印在产品中的位置,还必须注意冲头的防反.冲压字印只需冲头而不需要凹模.由于字印的深度很难控制与测量,因此我们一般将字印深度申请为能清晰看清为准. CNC字麦规格  以上为CNC字麦规格标准.通常字麦的高度H为0.3mm.在出图时只需出加工后图,且字印的图文应按压出的内容模式,不需对其进行设计处理,将图文的转换交给直接加工部门负责.但模具中的字料无固定规格,设计时根据实际的需要确定字印的规格尺寸.在设计字印时为统一标准,避免因各位工程师的设计方法不同造成加工错误,我们现在统一要求将所有字印做成正视图(看到怎样就怎样)不将字印倒过来. 凸米凸台设计 凸米设计 客户某些材料较薄的小产品有装配关系时,常在产品的四周设置凸米,通过凸米的挂扣来固定配件.这类产品常用的材料有SPTE(白铁),SUS430(不锈铁),SUS(不锈钢)等.在凸米冲压时凸米尺寸由凹模尺寸控制,冲头比凹模小0.02mm~0.04mm,常为0.04mm.为便于卸料,常在下模设置卸料顶针.米位冲压设计时均需设置顶件,顶出米位,顶出弹弓最小选用Φ10的TB或TD弹弓(单个计). 凸台设计 凸台常用于碰焊装配时组件与配件的定位.凸台的高度一般在产品材料厚度的0.85倍以下(H≦0.85t).凸台加工一般用以下结构:  1)图中凸台的单边冲裁间隙为-0.005(模比公小); 2)凸台顶出弹簧最小为Φ10的TB或DB弹簧(单个计); 3)以上结构可供设计时参照. 碰焊定位凸米,凸台设计  碰焊时用于定位的凸台,根部一定要起骨位,凸台的高度在材料厚度的0.85t以上,凸台的公差要求按图纸设计.有碰焊组装要求的产品,在申请米位时,当配件为"几"字形时,配件申请为一边为圆孔,一边为扁孔.图纸测量基准的一侧设计成圆凸台或圆米位与圆孔配合,另一边设计成扁孔与圆米位配合.材料厚的部品做凸米,材料厚度薄的部品做孔.详见上图 压筋设计 在某些材料较薄,结构较复杂,强度较弱的产品,为加强局部强度,常在产品的薄弱部位设置筋位.对这类结构客户一般要求不是很高,设计时只需将凸凹模同筋位贴合即可.详见后续压筋去批缝设计. 避位加工与设计 避位加工形状要求: 1)在保证有效可靠的前提下,避位形状应尽量简单,规则,以便于加工; 2)采用CNC或铣床加工的避位转角为圆角,采用线割或电蚀加工的避位转角为直角过渡,采用电蚀加工的避位尽量采用圆形,方形,且做成尖角; 3)避位设计时,应尽量使避位能完一刀加工完成,一般应使避位的宽度和圆角与刀具规格尺寸一致. 避位加工方法:  因电蚀加工的成本高,加工速度慢,应尽量避免采用电蚀的加工方法,一般以下几种情况才采用电蚀加工避位: 1)形状和位置要求很高的避位; 2)用于加工生钢或热处理过的油钢,铬钢上的避位(大部分还是由CNC加工中心加工); 3)模具小配件上的避位,如斜滑块上深2mm的弹簧装配盲孔 CNC加工中镗刀规格与加工参数 在避位的加工中,CNC加工具有速度快,成本低,效率高,加工的范围广的特点,因此,模具上的避位应优先用CNC加工中心加工.为节约成本,避位设计时,应根据模具的材料,与CNC加工中心现有刀具的规格,将避位设计成一刀或整数刀加工完成的结构.以下为我司CNC加工中心现有的锣刀规格与使用范围. 12. 平底普通锣刀规格与加工参数  ◎ 设计时优先考虑选用 ●大模座锣漏屎时优先考虑选用 普通平底锣刀用于加工王牌,A3软料等. 2) R刀规格  ○ 常用于锣压批锋下模 ●常用于锣拉包公与铜公 R刀主要用于加工压批锋下模,压批锋冲头,及拉深凸凹模,桥位凹模,米位凹模等. 12. 平底合金锣刀规格  平底合金锣刀主要用于加工热处理前与热处理后的油钢/K460,铬钢/A88,ASP等硬料,尺寸精度无特别要求时避位一般在热处理前加工完成. 单工序模中方管位避位设计  当产品在材料边沿成形时,为使打石板压能压住材料,部分管位设计中务必采用以上方法设计,打屎板中下模管位的避位采取线割加工,避位尺寸为靠近产品的避位边延比管位大0.1mm,不靠产品的避位边延比管位大0.5mm,见上图所示 扣位,挂位设计 为便于模具的调试,冲公,镶件应优先选用锁杯头螺丝的形式,当冲公与镶件过小等原因而不能锁杯头螺丝时,选用扣挂形式.  扣挂位的设计要求: 1)冲公的扣位厚度为0.5mm,高度为5mm,扣位的长度A为2~12mm(必须保证扣位两端离冲公的两端在0.5mm以上,当冲公较大时可以设计两到三个扣位,注意扣位应在同一边;(见图一) 2)镶件上的挂位厚度为1mm高度为5mm,与扣件间厚度方向的装配间隙为0.1mm;(见图二) 3)顶件上的挂位厚度为1mm,挂位的高度根据实际的需要而定(如向上轧形时,在自由状态下顶件顶部比轧公顶部高1mm),顶件与下模垫板1的双边装配间隙为0.2mm(单边间隙为0.1mm); (见图三) 4)当冲公的厚度较小,结构不规则(两面有突出结构,无法加工扣位),我们可以采用在冲公的上部线割Φ3+0.04mm的通孔,用Φ3的钢针进行拴扣.冲公上的拴扣孔中心离冲公顶部的距离为5.5mm.(见图四) 骨位(压线)设计 为有效地防止材料折弯成形后材料回弹,保证产品轧形尺寸的稳定,在向上轧形90˚与向下轧形90˚时需在轧形模上起骨位(仅限于轧形90˚成形).我们一般采用以下三种类型,详见下图:  骨位设计有以下基本原则: 1)图中L为0.5~1mm,骨位高H为0.05~0.3mm,骨位高度还有另一个辅助参考,骨位高度一般为材料厚度的0.2~0.3倍,两者有矛盾时以骨位高度H为0.05~0.3为准; 2)骨位长一般等于轧形模的长度,至少比轧形宽1~2mm; 3)当骨位高度H较低时一般采用形式一的骨位; 4)当产品要求做内R时一般采用形式二的骨位,其中R等于产品要求的内R; 5)当骨位高度H较大时,为避免骨位爆裂,采用形式三的骨位. 冲头设计 冲针设计 冲针是五金模具中最基本冲头形式.冲针头部的结构常有以下四类:  设计时应注意: 1)冲小孔时为保证冲针的强度,选用半成品冲针时尽量选大些,一般应选择Φ2.5以上的; 2)当产品中孔大小类别有很多时,应注意冲针的防反,(具体防反防呆的方法详见后述模具防反防呆设计); 3)为避免冲针工作时的应力集中,样式二~四的冲针应采用圆弧过渡,R角为R10; 4)样式三冲针在装配时应注意模具闭死打屎板对冲针的避位;  5)设计时必须保证冲头冲穿材料后再下0.5~1m,以保证冲头剪透材料; 6)图中L与H尺寸进行初步确定后需要进行圆整; 7)设计时应充分考虑冲头制造的可行性,及加工的经济性. 其它冲头设计 其它办公设计时有以下要求: 1)设计时应充分考虑冲头制造的可行性,及加工的经济性; 2)为保证冲公的强度,冲公的厚度要求有2mm以上.小于此值时需进行加壮处理,加壮时注意加壮处与扣位处的加工不能损坏驳刀口等突出部位; 3)当冲公过大或局部较薄弱而又不能直接加壮时,可以将冲公进行分段拚接加壮设计;详见下图所示 4)冲公的材质均为A88铬钢.  冲翻边孔设计 翻边孔常用于在铆接,装配牙孔中.在加工中存在一定的难度.以下为我们公司以往的一些设计经验,在今后模具设计中可供大家参考: 翻边预冲孔大小的计算 1)翻边底孔的计算是根据材料体积不变的原则计算的.  一般翻边的高度要求能保证搭上3个以上有效牙(当客户图纸对翻边高度要求太高或未注明时,我们一般以保证3个有效牙的翻边高度向客户提出申请). 假设:R=x*t,根据体积不变的原则,t*a=(h-x*t)*x*t+3.14*(x*t)²/4,所以a=h*x-0.125*x²*t. 预冲孔直径d0=d-2a 当t≦0.5mm时,x=1,则do=d-2(h-0.215t)=d-2h+0.43t; 当0.5mm  b.t=0.8之预冲孔与抽芽高度的关系  c.t=1.2之预冲孔与抽芽高度的关系   想学习五金冲压模具设计的朋友评论区回复“1”,小编会在第一时间内与你取得联系,大量的学习资料等你免费来领取 |
【本文地址】