《普通钳工》 |
您所在的位置:网站首页 › 锯条的正确安装方法图 › 《普通钳工》 |
《普通钳工》
|
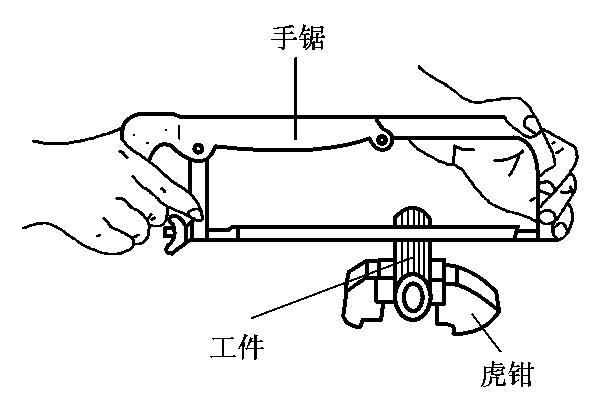
一、概述 锯削是用锯弓对材料或工件进行切断或锯槽等的加工方法,它是对较小材料或工件的加工,特别适合于单件小批量场合,在临时工地上,切割异形工件,开槽,修整等工作,如图3.43所示。
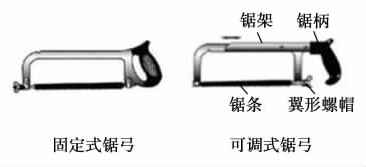
图3.43 锯割 二、手锯 手锯是由锯弓(锯架)和锯条两部分组成的,如图3.44所示。
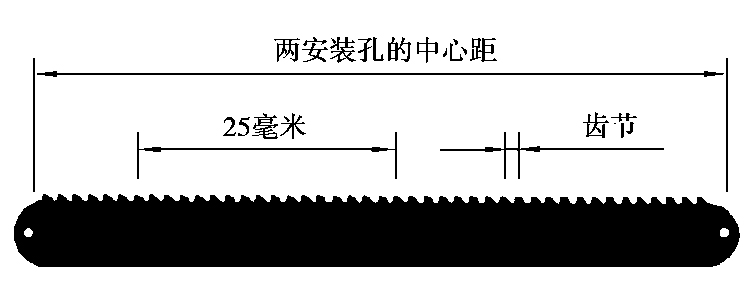
图3.44 手锯 锯弓是用来张紧锯条的。有固定式和可调式两种。如图3.44所示。 三、锯条 1.锯条材料 一般用碳素工具钢或合金钢制成,并经热处理淬硬。 2.锯条的规格 锯条的规格是以两端安装孔的中心距来表示的,如图3.45所示。
图3.45 锯条 钳工常用的是300毫米。其宽度为10~25毫米,厚度为0.6~1.25毫米。 3.锯路 锯路是在制造锯条时,全部锯齿按一定规律左右错开,排成一定的形状。锯路的形成,能使锯缝的宽度大于锯条背的厚度,使锯条在锯削时不会被锯缝夹住,以减少锯条与锯缝间的摩擦,便于排屑,减轻锯条的发热与磨损,延长锯条的使用寿命,提高锯削效率。 4.锯齿粗细及选择 锯齿粗细是以锯条每25毫米长度内的齿数来表示的,如图3.46所示,有14,18,24,32等几种。
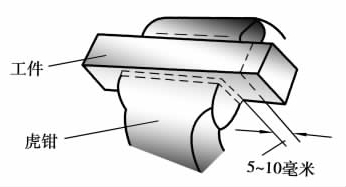
图3.46 锯条的安装 锯齿粗细的选择应根据材料的硬度和厚度来确定,以使锯削工作既省力又经济。 (1)粗齿锯条。适合于锯软材料及较大表面、较厚材料。因为每锯一次的铁屑较大,它的容屑槽较大,不致产生堵塞而影响切削效率。 (2)细齿锯条。适合于锯硬材料及管子、薄材料。对于硬材料,一方面由于锯齿不易切入材料,切屑少,不需要大的容屑空间;另一方面,由于细齿锯条的锯齿较密,能使更多的齿参加锯削,使每齿的锯削量小,容易实现切削。对于薄板和管子,主要是为了防止锯齿被钩住,甚至使锯条折断。 四、锯削方法 1.锯条的安装 如图3.46所示。 (1)锯条的安装方向。安装时要使齿尖的方向朝前,如果装反了,不能正常切削。 (2)锯条的松紧。锯条的松紧度要适当,锯条安装得太松或太紧,锯条都容易折断。调节好的锯条应与锯弓在同一中心平面内,以保证锯缝正直,防止锯条折断。锯条的松紧,可以通过调节螺母来调整锯条的松紧程度。 2.锯削工件的夹持 工件一般被夹持在台虎钳的左侧,以方便操作。工件的伸出端应尽量短,工件的锯削线应尽量靠近虎钳,从而防止工件在锯削过程中产生振动。 如图3.47所示。
图3.47 工件的夹持 3.锯削时锯弓的运动方式和锯削速度 一种是直线运动,适合于锯薄形工件和直槽。另一种使锯弓上下摆动,前进时,右手下压、左手上提;后拉时,不加压力。如图3.48所示。这样操作可以减小切削阻力,提高工作效率。
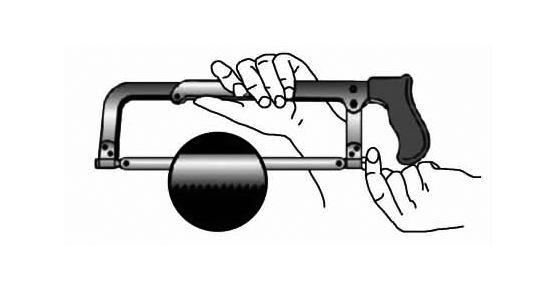
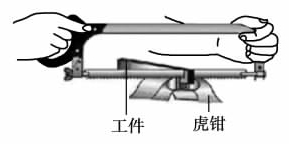
图3.48 锯削如何施力 锯削时,双手握手锯的方式如图3.49所示。
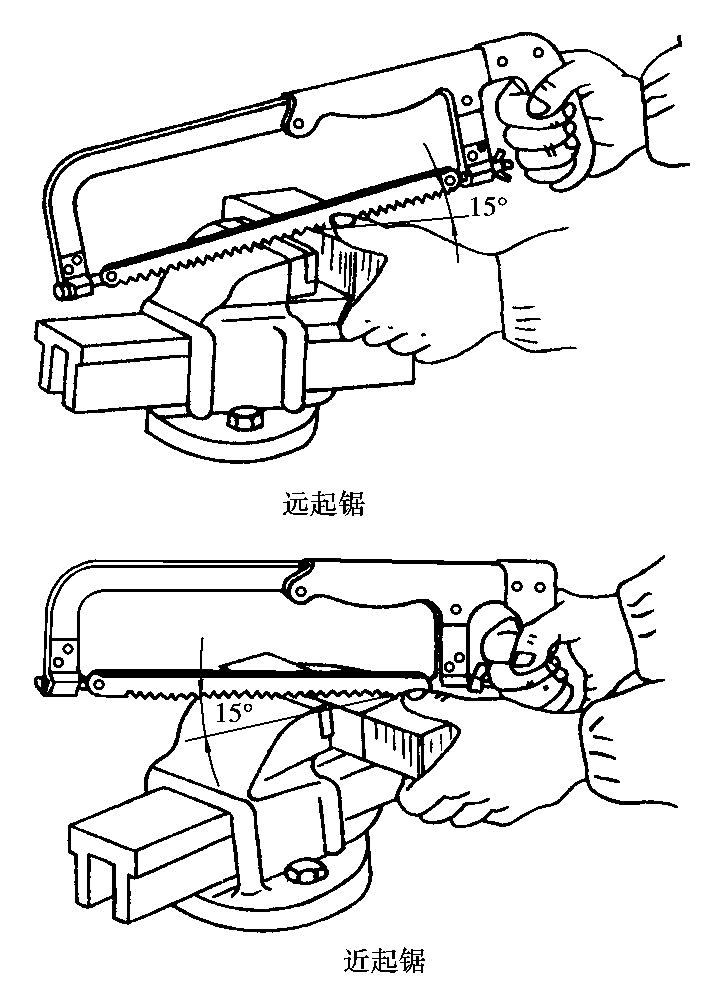
图3.49 锯削时双手握式 锯削速度以每分20~40次为宜。速度过快,易使锯条发热,磨损加剧。速度过慢,又直接影响锯削的效率。一般锯软材料时可快些,锯硬材料时可慢些。必要时可用切削液对锯条进行冷却。 锯削时,应尽量使锯条在全长范围内使用。为避免局部磨损,一般应使锯条的行程不小于锯条长度的2/3,以延长锯条的使用寿命。 4.起锯方法 起锯是锯削工作的开始,有远起锯和近起锯两种方法。一般采用远起锯为好,如图3.50所示。
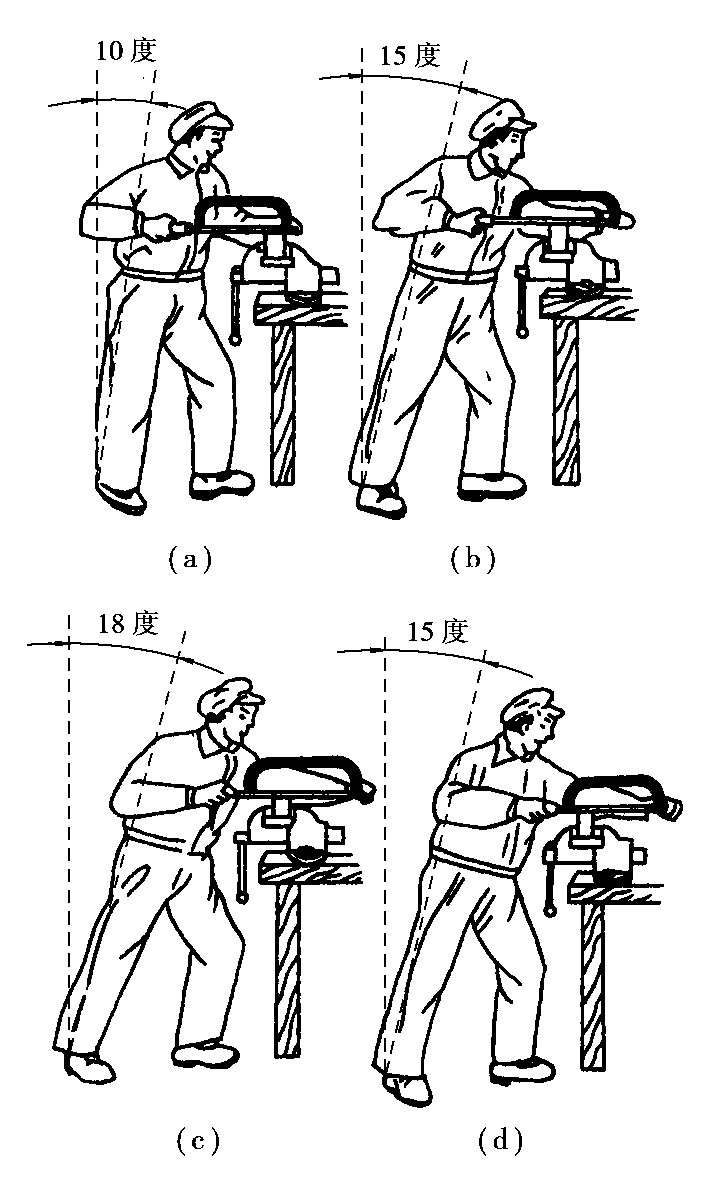
图3.50 起锯方法 无论哪种起锯方法,起锯角度都要小些,一般不大于15度。如果起锯角度太大,锯齿容易被工件的棱边卡住。但起锯角度太小,与工件接触的齿数多而不易切入材料,锯条还可能打滑,使锯缝发生偏离,工件表面被拉出多道锯痕而影响表面质量。为了使起锯平稳,位置准确,可用左手大拇指确定锯条位置。起锯时压力要小,行程要短。 5.锯削姿势 锯削时右脚伸直,左脚弯曲,身体向前倾斜,重心落在左脚上,两脚站稳不动,靠左膝的屈伸使身体做往复摆动。在起锯时,身体稍向前倾,与竖直方向约成10度左右,此时右肘尽量向后收,如图3.51(a)所示。
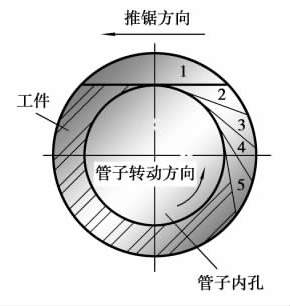
图3.51 锯削姿势 随着推距的行程增大,身体逐渐向前倾斜,如图3.51(b)所示。行程达2/3时,身体倾斜约成18度左右,左右臂均向前伸出,如图3.51(c)所示。锯削最后1/3时,用手腕推进锯弓,身体随锯的反作用力退回到15度左右的位置,如图3.51(d)所示。锯削行程结束后,取消压力将手和身体都退回到最初位置。 五、各种工件的锯削方法 1.棒料的锯削方法 棒料锯削时,如果要求锯出的断面比较平整,则应采用一次起锯,从一个方向起锯直到结束。 若对断面要求不高,为减小切削阻力,则可采用多次起锯,在锯入一定深度后,将棒料转过一定角度重新起锯,如此反复几次从不同方向锯削,最后锯断。多次起锯较省力,可提高工作效率。 2.管子的锯削方法 管子的锯削方法,如图3.52所示。
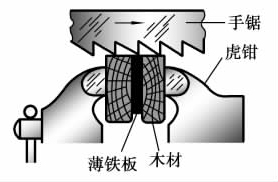
图3.52 锯削管子 若是薄壁管子,应使用两块木制V形或弧形槽垫块来夹持薄壁管子,防止夹扁管子或夹坏表面。锯削时,每个方向只锯到管子的内壁处,然后把管子转动一个角度再起锯,且仍只锯到内壁处,如此多次,直至锯断。 注意:在转动管子时,应使已锯部分向推锯方向转动,否则锯齿会被管壁钩住而崩裂。 3.薄板料的锯削方法 薄板料的锯削方法,如图3.53所示。
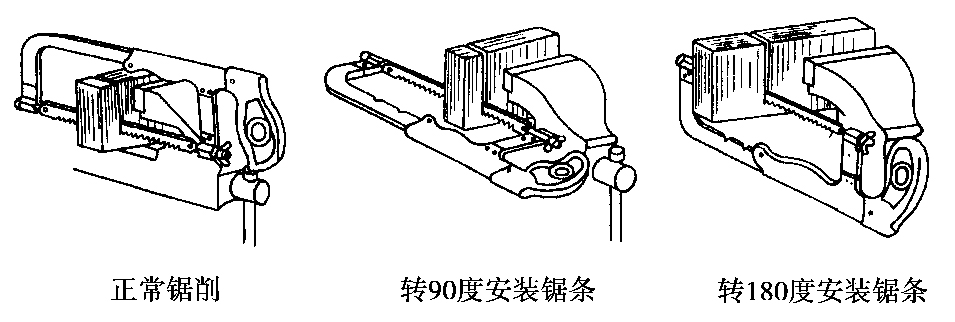
图3.53 锯削薄板料 锯削薄板料时,应将薄板料夹在两木块或金属块之间,连同木块或金属块一起锯削,这样可避免锯齿被钩住。 4.深缝的锯削 深缝的锯削方法,如图3.54所示。
图3.54 锯削深缝 当锯缝的深度超过锯弓高度时,为防止锯弓与工件相撞,应在锯弓快要碰到工件时,将锯条拆出并转动90度重新安装,或把锯条的锯齿朝向锯弓背进行锯削。 六、锯削的安全文明生产 (1)锯条不易过松或过紧,以免断裂,弹出伤人。 (2)锯割工件用虎钳夹持时,锯切位置不宜伸出过长。 (3)工件锯割开始或将要切断时,要轻轻推锯,以防滑出碰手或使锯条断裂。 (4)锯切工件一定要夹紧,以免工件松动、锯缝歪斜、锯条折断。锯切钢件时要润滑。 (5)工件将锯断时,压力要小,以免压力过大,使工件突然断开,手向前造成事故。工件快锯断时,应及时用手扶持,以免锯断部分落下砸脚或损坏工件。 (作者:胡云翔 董代进 饶传锋) |

【本文地址】
今日新闻 |
推荐新闻 |