如何通过合理锯切来降低锯切成本? |
您所在的位置:网站首页 › 锯条怎么按 › 如何通过合理锯切来降低锯切成本? |
如何通过合理锯切来降低锯切成本?
|
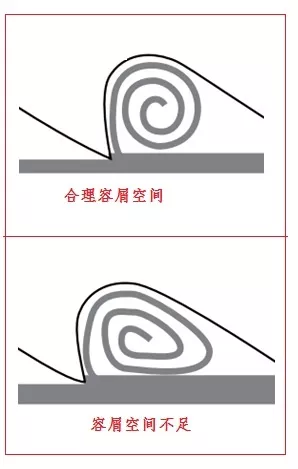
选择并正确安装好锯条后,再设置带速和进给速度。带速是指带锯在加工材料表面的运行速度,更快的带速会有更大的剪切角度。带速将受到材料的加工性能和锯切中所产生的热量的限制,在硬度高的金属上采用过高的带速会产生过多的热量,从而导致齿尖快速磨损并缩短带锯寿命。材料属性是设置带速的总体决定因素。 锯床通常具有进给速度控制功能,该进给控制决定了带锯切穿材料的时间。进给速率以mm/分钟为单位进行测量。最佳进给速率的设定由齿距,带速和切屑负荷(每个齿去除的平均材料量)来决定。较高的进给速率可提高生产效率,但通常会缩短带锯使用寿命。找到每次锯切的最低使用成本通常要在生产效率和带锯寿命之间折中平衡。 3、观察切屑 观察切屑是决定是否正确设定带速和进给速率的好方法。观察这些切屑的形状和颜色,正常的切屑是有些微微卷曲并摸起来有些热但并不烫手。理想的形状类似于“6”或“9”。如果切屑的颜色从银色变为棕色,则是切削中产生了过多的热量,应该适当降低线速度或进给速度或两者都降低或者改善冷却效果。蓝色切屑表示温度过高,这种情况会导致带锯过早失效。如果选择了带速和进给速度的正确组合,切屑的颜色将与被切材料的颜色非常相似。 齿沟的容屑能力是影响锯切效率的另一个因素。具有适当容屑能力的锯条允许切屑均匀卷曲并从齿沟中脱落。如果切屑太多,切屑就会堵塞到齿沟区域,导致更大的锯切阻力和产生更多的热量,这就是为什么深齿沟齿型可提高中低碳钢材料的切削效率。但容屑能力不成问题的时候(比如较硬的模具钢),这个因素可以不纳入锯条选型条件。 4、正确打开锯条 在安装锯条之前,必须从包装中正确地将锯条取下。带锯条通常折叠成几圈或者打成蝴蝶结、九字结等以便运输。为获得最佳带锯性能,请慢慢用手控制展开带锯条,切勿将其丢在地板上以让它自动展开,这样做会很大程度上损伤齿尖。在使用带锯之前,齿尖撞击到坚硬的表面会导致齿尖微崩,从而导致锯条在使用前便会丧失一部分切削性能。
5、锯条正确磨合 带锯条安装好后,在采用正常参数切削前要正确的磨合带锯条。如果在第一次锯切中就全速运行会很快导致齿尖过早崩齿,一根新的带锯条齿尖非常锋利,如果没有适当的磨合,更容易受到微观损伤。带锯磨合可以使带锯能够更好地承受切削带来的应变。 双金属带锯条建议在磨合期间以正常进给速率的一半运行,同时保持正常的带锯速度。然后逐渐增加进给速度和几次下压力,直到达到正常切削速度。硬质合金带锯条建议在磨合期间以正常进给速率的1/4左右运行,带锯条线速度设定到正常速度的50%左右,然后逐渐增加进给速度和几次下压力和线速度,直到达到正常参数,上调参数时要注意振动的变化情况,当震动变大时不要急于将进给速度和线速度调高。锯条磨合可以使锋利的齿尖轻微钝化,从而减少齿尖微崩的机会。新的带锯条适当的磨合可显著延长带锯寿命。从使用经验上来看,有一些磨合比没有磨合更好。涂层带锯条的齿尖出厂前经过预磨合处理,不需要在现场再进行磨合,因此涂层带锯条例外。 6、基本维护清单 锯床的的定期维护始终是正确有效锯切的必要条件,但对于高温合金等难切材料的锯切来说,它比以往任何时候都更为重要。除了锯床维护说明,参考下列清单有助于确保锯条长寿命和高效运行。 带轮——及时清理任何切屑,并确保带轮自由转动,摇一摇带轮检查是不是轴承间隙太大。 带锯张力——使用张力计确保张力设定到正常值。 带锯运行轨迹——确保带锯在锯轮上的轨迹合适和一致 毛刷——正确安装,让其正确发挥去屑功能,尤其是硬质合金带锯条使用时,这一点尤其要注意。 导向块——确保导向块情况正常。它们必须以正确的压力夹持带锯条,并尽可能靠近被切工件。 导向臂——为让带锯条在切削时获得最大支撑,请将导向臂尽可能靠近工件。 切削液——确保使用干净,适当浓度的切削液。用浓度计测试监控切削液浓度,并用肉眼观察它的颜色、起泡与否。如果需要添加新的切削液,必须将其正确混合,先加水,再根据该切削液的说明书的指导添加适当比例的润滑液。 许多因素都可能导致早期带锯条失效。为了最大限度地延长带锯寿命,请正确选择齿距、正确设定锯切参数(带速和进给速度),并定期维护带锯床本身。每种材料的锯切加工都有它独特的情况,但如果愿意花时间研究所有这些影响因素,你会发现更快速,更经济实用的锯切解决方案。返回搜狐,查看更多 |
【本文地址】