泵体类铸件铸造生产工艺分析 |
您所在的位置:网站首页 › 铸造工艺大赛流程 › 泵体类铸件铸造生产工艺分析 |
泵体类铸件铸造生产工艺分析
|
浇注系统均采用浇口杯、流钢砖、四孔六角砖和成形陶瓷管铺设而成,采用双浇注系统,1.上下两层对称分开各对人上下口环。浇口杯为Φ270/Φ90mm陶瓷成形,直浇道为不同直径系列的流钢砖,内浇道采用不同直径系列成形陶瓷浇口管。各浇道单元按
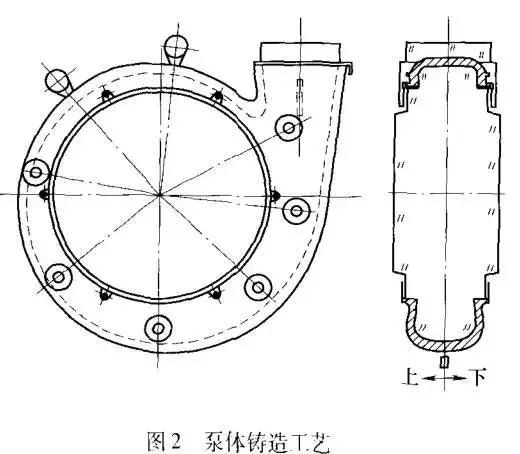
(1~1.5)确定大小,其中阻流断面积一般取灰铸铁件的1.2~2倍。 (2)冒口设置 根据既定的补缩原则,结合泵体的涡壳形状,采用在小断面处用侧冒口、其余部位用顶冒口的混合工艺,侧冒口要加高至顶冒口相同的高度。冒口按模数法结合比例法确定大小。 (3)冷铁的布置 在下箱底面放置一圈冷铁,一般为多块间隔开来的方式。隔舌(出水口与主体交接部位)处是此类铸件典型的热节部位,且不易用冒口进行补缩,一般采用覆砂的随形冷铁激冷,以减小缩孔缺陷的产生。 (4)其余工艺参数 可按照手册酌情选取。典型的铸造工艺见图2
3.生产工艺措施及实施 (1)涂料及涂刷 对于一般泵体砂型(芯)采用铸钢件用醇基锆英粉涂料;大型挖泥泵体砂型(芯均采用铸钢件用醇基锆英粉或水基锆英粉涂料。 涂刷工艺:①对于水基涂料涂刷的砂型(芯)要求出芯之后,先用较稠的涂料涂刷一遍,再用压勺压平、压实,并反复操作,保证涂料厚度在1. 5~2mm之间,然后自然晾干(公众号:泵管家)。第二天再刷一遍,进窑烘干,要求窑温( 250±10 ) ℃,保温2h,升温速度控制在1000℃/h左右。②对于铸钢件用醇基锆英粉涂料,采取与水基类似的办法,先用浓度较高的涂料刷,再压、刷静置3 min后点燃,以涂层厚度1. 5~2mm且没有气泡分层现象为原则。 (2)铸字标识的处理 为保证铸字标识清晰美观,采用锆砂打制,用手工混制锆砂覆于铸字之上,或采用专业制造的铸字砂芯效果更好。起型之后用浓度较小的涂料涂刷处理,要防止死角“积灰”。 (3)排气措施 ①在芯铁上绑草绳形成气道,不少于6股草绳,并从芯头顺出,在芯头外用Φ60mm的孔将气引出。②砂型上箱中心芯头处用Φ60mm的孔形成2~3个气道。 (4)其他相关措施 ①制芯时,用草绳团若干置于芯中,增强排气和芯子退让性。②冒口颈处用精制石英砂或耐火度较高的特种砂打制。③对于泵体起吊孔芯用锆英砂打制。 (5)熔炼与浇注 ①出炉前,铁液包内加人0. 6%Al+0. 2% CaSi除气。采用铁渣混出的方法出铁。②浇包的耐火材料衬层必须充分干燥,并烘烤至暗红色或红色。浇包用的塞头和座砖应精心挑选,选择接触面紧凑,粘土质均匀的成形砖,防止浇注时打不开包眼。③出炉温度为1450~1480℃,浇注温度1400一1430℃。可以视铸件的具体结构做适当的调整。④铁液出炉后在浇包中静置片刻后开始浇注 (6)铸件压箱 压箱时间视铸件情况而定,保证铸件落砂温度在200℃以内。 (7)清理 清理程序:落砂。冒口去除、去批缝、热处理、磨冒口一修补、修磨、涂漆、入库。 (8)热处理 淬火+回火处理。 4.结语 此类铸件包括挖泥泵单泵壳的泵体、双泵壳的护套(也有的称作内胆、护胆、内壳)等,在挖泥泵铸件中占很大比重,解决工艺难题后批量生产,可获得较好的经济效益。我们从分析其结构特点和材质工艺性能入手,提出了成熟的铸造工艺和现场工艺措施,生产的铸件表面光洁、内在质量好,成功应用于国内各大航道局挖泥船,为企业占领疏浚市场提供了有力的工艺技术保障。 免责声明: 本文系网络转载,版权归原作者所有,内容为作者个人观点,并不代表本公众号赞同其观点和对其真实性负责。如涉及作品版权问题,请与我们联系,我们将在第一时间删除内容!返回搜狐,查看更多 |
【本文地址】