非常实用的钣金结构设计工艺手册,文章长请耐心阅读! |
您所在的位置:网站首页 › 铝板冲孔加工 › 非常实用的钣金结构设计工艺手册,文章长请耐心阅读! |
非常实用的钣金结构设计工艺手册,文章长请耐心阅读!
|
上述2) 、3) 、4) 钢板统称为涂层钢板,在国内通讯设备上广泛采用,涂层钢板加工后可以不再电镀、油漆,切口不做特殊处理,便可直接使用,也可以进行特殊磷化处理,提高切口耐锈蚀的能力。从成本分析看,采用连续电镀锌薄钢板,加工厂不必将零件送去电镀,节省电镀时间和运输出费用,另外零件喷涂前也不用酸洗,提高了加工效率。 5)不锈钢板 因为具有较强的耐腐蚀能力、良好的导电性能、强度较高等优点,使用非常广泛,但也要充分考虑它的缺点:材料价格很贵,是普通镀锌板的4倍;材料强度较高对数控冲床的刀具磨损较大一般不合适数控冲床上加工;不锈钢板的压铆螺母要采用高强度的特种不锈钢材料的压铆螺母,价格很贵;压铆螺母铆接不牢固经常需要再点焊;表面喷涂的附着力不高、质量不宜控制;材料回弹较大折弯和冲压不易保证形状和尺寸精度。 1.1.2.2 铝和铝合金板 通常使用的铝和铝合金板主要有以下三种材料:防锈铝3A21、 防锈铝5A02和 硬铝2A06。 防锈铝3A21即为老牌号LF21,系AL—Mn合金,是应用最广的一种防锈铝。这种合金的强度不高(仅高于工业纯铝),不能热处理强化。故常用冷加工方法来提高它的力学性能,在退火状态下有高的塑性,在半冷作硬化时塑性尚好。冷作硬化时塑性低,耐蚀性好,焊接性良好。 防锈铝5A02即为老牌号LF2系AL—Mg防锈铝,与3A21相比,5A02强度较高,特别是具有较高的疲劳强度、塑性与耐蚀性高。热处理不能强化,用接触焊和氢原子焊焊接性良好,氩弧焊时有形成结晶裂纹的倾向,合金在冷作硬化时有形成结晶裂纹的倾向。合金在冷作硬化和半冷作硬化状态下可切削性较好,退火状态下可切削性不良,可抛光。 硬铝2A06为老牌号的LY6,是常用的硬铝牌号。硬铝和超硬铝比一般的铝合金具有更高的强度和硬度,可以作为一些面板类的材料,但是塑性较差,不能进行折弯,折弯会造成外圆角部位有裂缝或者开裂。 铝合金的牌号和状态已经有新的标准,牌号表示方法的标准代号为GB/T16474-1996,状态代号GB/T16475—1996,与老标准的对照表如下表1-1所示:
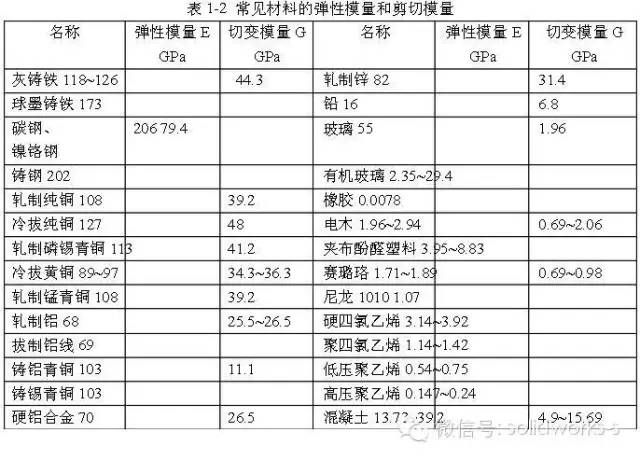
1.1.2.3 铜和铜合金板 常用的铜和铜合金板材主要有两种,紫铜T2和黄铜H62, 紫铜T2是最常用的纯铜,外观呈紫色,又称紫铜,具有高的导电、导热性、良好的耐蚀性和成形性,但强度和硬度比黄铜低得多,价格也是非常昂贵,主要用作导电、导热和耐用消费品腐蚀元件,一般用于电源上需要承载大电流的零件。 黄铜H62,属高锌黄铜,具有较高的强度和优良的冷、热加工性,易用于进行各种形式的压力加工和切削加工。主要用于各种深拉伸和折弯的受力零件,其导电性不如紫铜,但有较好强度和硬度,价格也比较适中,在满足导电要求的情况下,尽可能选用黄铜H62代替紫铜,可以大大降低材料成本,如汇流排,目前绝大部分汇流排的导电片都是采用黄铜H62,事实证明完全满足要求。 1.1.3 材料对钣金加工工艺的影响 钣金加工主要有三种:冲裁、弯曲、拉伸,不同的加工工艺对板材有不同要求,钣金的选材也应该根据产品的大致形状和加工工艺考虑板材的选择。 1.1.3.1 材料对冲裁加工的影响 冲裁要求板材应具有足够的塑性,以保证冲裁时板材不开裂。软材料(如纯铝、防锈铝、黄铜、紫铜、低碳钢等)具有良好的冲裁性能,冲裁后可获得断面光滑和倾斜度很小的制件;硬材料(如高碳钢、不锈钢、硬铝、超硬铝等)冲裁后质量不好,断面不平度大,对厚板料尤为严重。对于脆性材料,在冲裁后易产生撕裂现象,特别是宽度很小的情况下,容易产生撕裂。 1.1.3.2 材料对弯曲加工的影响 需要弯曲成形的板材,应有足够的塑性、较低的屈服极限。塑性高的板材,弯曲时不易开裂,较低屈服极限和较低弹性模量的板料,弯曲后回弹变形小,容易得到尺寸准确的的弯曲形状。含碳量<0.2%的低碳钢、黄铜和铝等塑性好的材料容易弯曲成形;脆性较大的的材料,如磷青铜(QSn6.5~2.5)、弹簧钢(65Mn)、硬铝、超硬铝等,弯曲时必须具有较大的相对弯曲半径(r/t),否则在弯曲过程中易发生开裂。特别要注意材料的硬软状态的选择,对弯曲性能有很大的影响,很多脆性材料,折弯会造成外圆角开裂甚至折弯断裂,还有一些含碳量较高的钢板,如果选择硬质状态,折弯也会造成外圆角开裂甚至折弯断裂,这些都应该尽量避免。 1.1.3.3 材料对拉伸加工的影响 板材的拉伸,特别是深拉伸,是钣金加工工艺中较难的一种,不仅要求拉伸的深度尽量小,形状尽可能简单、圆滑过渡,还要求材料有较好的塑性,否则,非常容易引起零件整体扭曲变形、局部打皱、甚至拉伸部位拉裂。屈服极限低和板厚方向性系数大,板料的屈强比σs/σb越小,冲压性能就越好,一次变形的极限程度越大。板厚方向性系数>1时,宽度方向上的变形比厚度方向上的变形容易。拉伸圆角R值越大,在拉伸过程中越不容易产生变薄和发生断裂,拉伸性能就越好。常见的拉伸性能较好的材料有:纯铝钣、08Al,ST16、SPCD。 1.1.3.4 材料对刚度的影响 在钣金结构设计中,经常遇到钣金结构件的刚度不能满足要求,结构设计师往往会用高碳钢或不锈钢代替低碳钢,或者用强度硬度较高的硬铝合金代替普通铝合金,期望提高零件的刚度,实际上没有明显的效果。对于同一种基材的材料,通过热处理、合金化能大幅提高材料的强度和硬度,但对刚度的改变很小,提高零件的刚度,只有通过变换材料、改变零件的形状,才能达到一定的效果,不同材料的弹性模量和剪切模量参见表1-2。
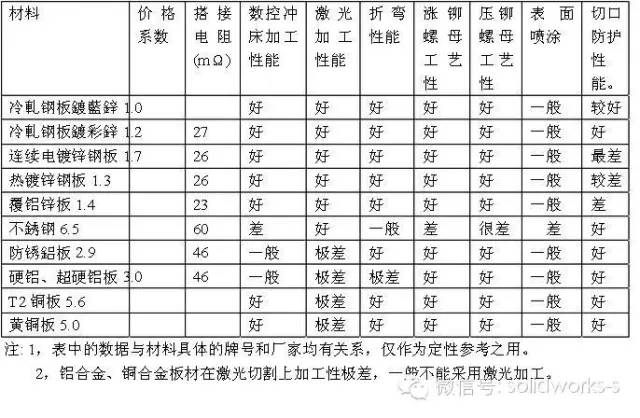
1.1.3.5 常用板材的性能比较 表1-3 几种常用板材的性能比较
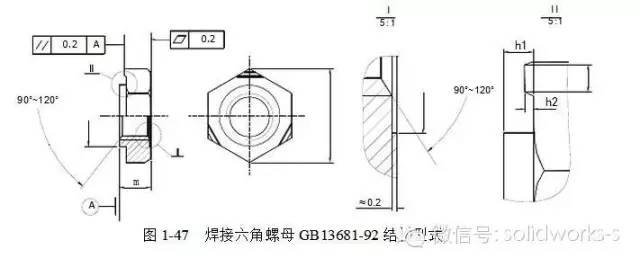
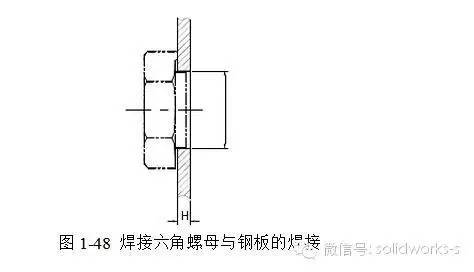
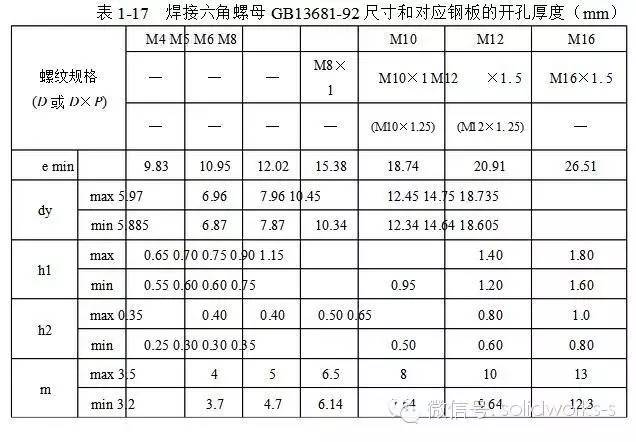
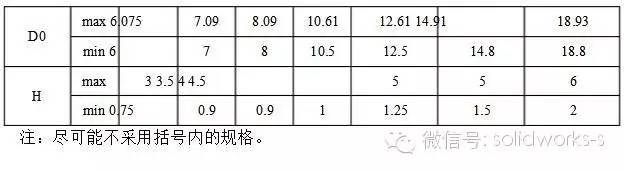
1.2 冲孔和落料: 1.2.1 冲孔和落料的常用方式 1.2.1.1 数控冲冲孔和落料: 数控冲冲孔和落料,就是利用在数控冲床上的单片机预先输入对钣金零件的加工程序(尺寸,加工路径,加工工具等等信息),使数控冲床采用各种刀具,通过丰富的NC指令可以实现各种各样的冲孔、切边、成形等形式的加工。数控冲一般不能实现形状太复杂的冲孔和落料。特点:速度快,省模具。加工灵活,方便。基本上能够满足样品下料生产中的需要。注意的问题及要求:薄材(tD/2+r。 1.4.2 凸焊螺母 凸焊螺母(点焊螺母)在钣金件结构设计中应用非常广泛,在公司的结构设计中,也经常用到,但是,很多设计中,预孔的大小没有按照标准,是无法准确定位的。国家标准的凸焊螺母有两种,一种是焊接六角螺母GB13680-92,定位比较粗糙,定位尺寸不准确,焊接后经常需要对螺纹回丝;另外一种是焊接六角螺母GB13681-92,焊接时有自定位结构,推荐采用这种结构。其结构型式和尺寸按图1-47和图1-48,焊接用钢板焊接前的孔径D0与板厚H的推荐值按表1-17的规定。
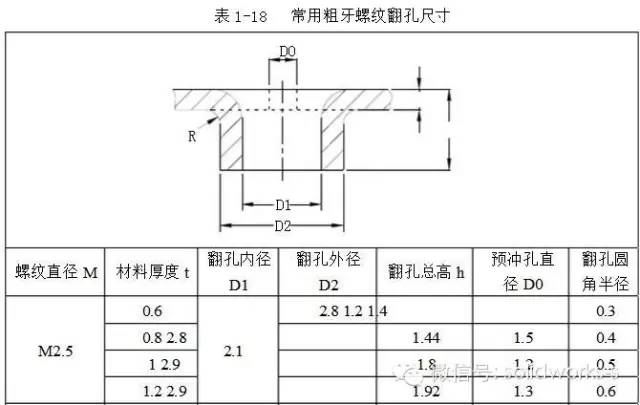
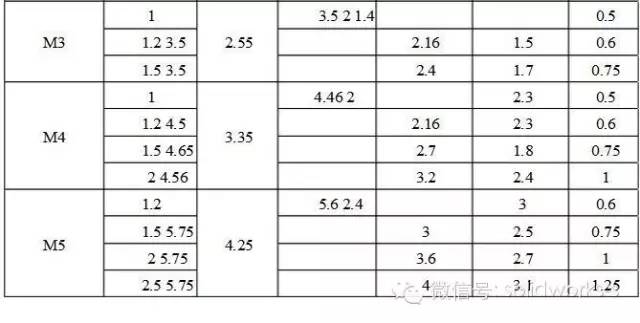
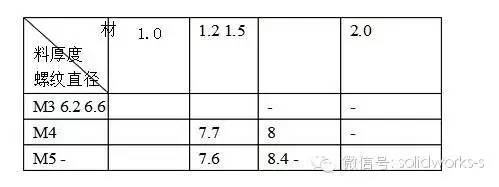
1.4.3 翻孔攻丝 翻孔攻丝的预孔、外经、高度等列表: 1.4.3.1 常用粗牙螺纹翻孔尺寸
1.4.3.2 翻孔攻丝到折弯边的最小距离 表1-19 翻孔攻丝中心到折弯边距离H值对照表:
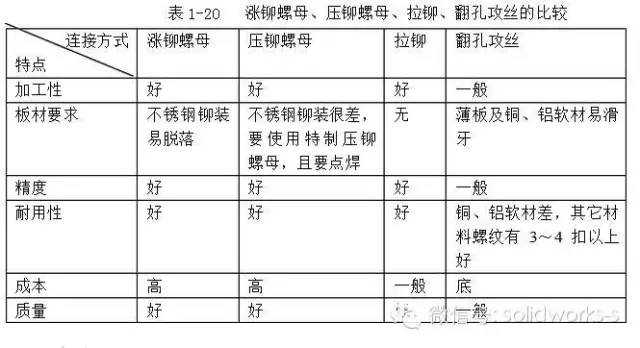
1.4.4 涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较
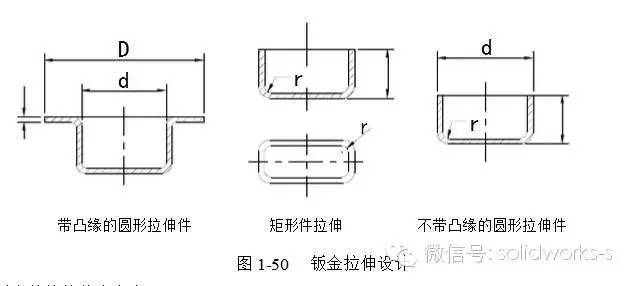
1.5 钣金拉伸 1.5.1 常见拉伸的形式和设计注意事项 钣金件的拉伸如图1-50所示,
钣金件的拉伸注意事项: 1、 拉伸件的底与壁之间的最小圆角半径应大于板厚,即r1>t;为了使拉伸进行得更顺利,一般取r1=(3~5)t,最大圆角半径应小于板厚的8倍,即r12t;为了使拉伸进行得更顺利,一般取r2=5t,最大圆角半径应小于板厚的8倍,即r1 |

【本文地址】
今日新闻 |
推荐新闻 |