专线(2017)9673 |
您所在的位置:网站首页 › 钢轨尺寸图纸 › 专线(2017)9673 |
专线(2017)9673
|
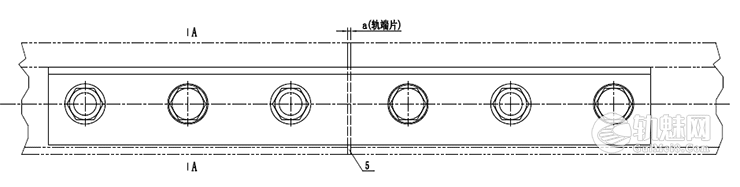
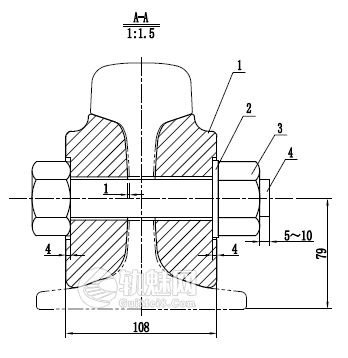
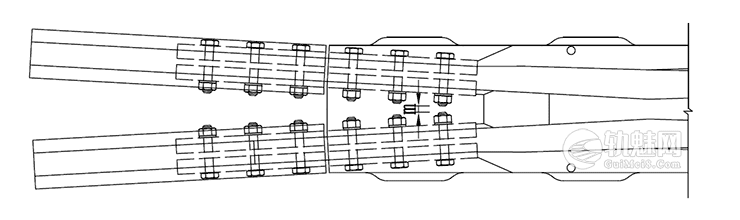
1 设计说明 1.本图适用于时速160公里及以下、轴重小于或等于17t、采用60kg/m钢轨的城市轨道交通线路。 2.夹板采用B7钢、55、55Nb或其它不低于以上材料性能的合金钢,力学性能、试验方法和检验规则按《43kg/m~75kg/m钢轨接头夹板订货技术条件》(TB/T2345) 的相关规定执行。夹板按预留轨缝值8mm和0m分为两种,其中Ⅰ型接头夹板按预留轨缝值8mm设计,Ⅱ 型接头夹板按预留轨缝0mm设计。 3.螺栓采用规格M27、性能等级为10. 9s级的高强度螺栓,其型式尺寸应符合《钢结构用高强度大六角头螺栓》(GB/T1228) 的规定,机械性能应满足《紧固件机械性能螺栓、螺钉和螺柱》(GB/T3098. 1)的相关规定。 4.螺母性能等级为10级,技术要求应符合《铁路轨道用变牙型防松螺母》(Q/CR484) 的相关规定,其支承面摩擦系数μw=0.15。 5.各项目设计选用时应明确轨端片的设置安装要求、接头夹板型号和螺栓紧固件规格,道岔及前后插入轨地段应按相关图纸预留轨缝值确定轨端片厚度,成段设置冻结接头地段宜不设轨端片。制造和铺设前应与设计确认。 6.螺栓冻结扭矩宜为1100~1200N. m。 7.无缝线路冻结接头安装技术要求详见专线(2017)9673-Ⅰ-3. 8.本图为铺设图,制造图见专线(2017)9673-Ⅰ《60kg/m钢轨用冻结接头》 。 9.本图代替专线9673-Ⅱ《60kg/m钢轨用冻结接头铺设图》 。 2 组装图
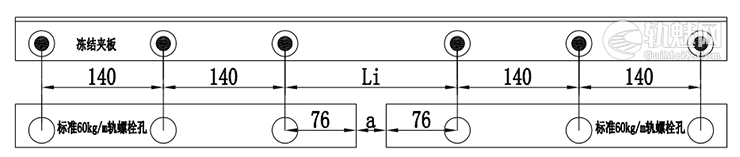
零件数量表(每个冻结接头) 序号图 号名称单位数量材料质量(kg)备注单质量总质量1专线(2017)9673-I-3接头夹板块2B7钢等32.164.22GB/T1230垫圈24个60.0560.22310H垫圈270.0670.39910H3TB/T3019防松螺母BY24-10个60.1691.014防松螺母BY27-100.1891.1344GB/T1228螺栓M24×135根60.684.07812.9s螺栓M27×1400.9155.48710.9s5专线(2017)9673-I-4轨端片片1与钢轨同材质按需确定注: 1.螺栓采用规格M27、性能等级为10.9s或规格M24、性能等级为12.9s的高强度螺栓。 2.M24螺栓冻结扭矩宜为1200N·m,M27螺栓冻结扭矩宜为1100N·m。 3. a为轨端片厚度,按轨缝的实际宽度选择合适的型号。 3 安装技术要求1.本图适用于铺设60kg/m钢轨无缝线路,长轨条与插入轨接头、道岔辙叉叉趾、叉跟接头、钢 轨伸缩调节器前后联结接头以及小半径曲线等成段设置冻结接头处。 2.冻结接头采用特制六孔夹板,规格M27、 性能等级为10. 9s的高强度螺栓,以及匹配的螺母及平垫圈,螺栓冻结扭矩宜为1100~ 1200N·m。 3.轨端片和接头夹板的设置要求: (1)道岔及前后插入轨地段应按相关图纸预留轨缝值确定,采用Ⅰ型接头夹板和M27螺栓紧固件,此时Li=160mm, a=8mm, 每处轨端片不应大于1片,其厚度a不应超过10mm;
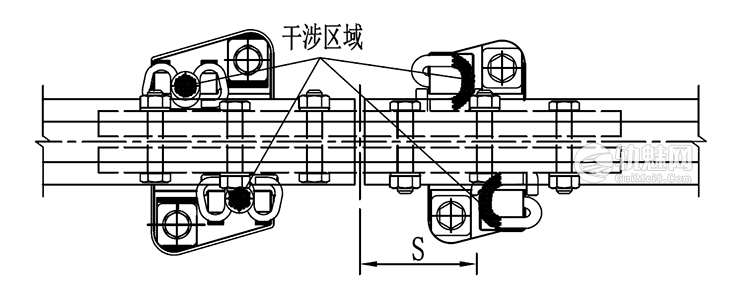
(2)成段设置冻结接头地段宜不设轨端片,采用Ⅱ型接头夹板和M27螺栓紧固件,此时Li=152mm, a=0mm, 保证螺栓中心与接头夹板孔中心一致。 4.现场冻结接头铺设及注意事项: (1)现场冻结接头轨缝宜设置在两轨枕中间,冻结接头螺栓安装时,通过调整扣件位置,以避开其干涉区域,轨缝中心距扣件中心距离S一般为280~320mm;
(2)本图冻结接头夹板均采用圆孔,与TB/T2345《43kg/m~75kg/m钢轨接头夹板订货技术条件》不同,现场安装时可根据需要调整螺栓方向,其安装扭矩不应低于设计值;
(3)岔区现场冻结接头铺设前应确认螺栓间距m大于10mm,且设计时应避开扣件的干涉区域,为便于施工维护,螺栓头部可均朝外安装。
(4)现场冻结接头位置应优先选用接头弹条。 5.安装夹板前,应对钢轨接头两侧的油污用清洁剂清洗,对钢轨与夹板接触部位打磨除锈。打磨应使用圆形或锥形砂轮配合进行,砂轮粒度30~40号。 6.打磨的技术要求如下: (1)打磨前应用1m直钢尺对打磨面进行测量,确定打磨的重点部位;打磨应沿钢轨纵向来回进行,用力均匀平顺,防止局部打馈和金属过热烧伤,严谨横向打磨。 (2)打磨出的新金属面应不小于打磨面的80%,最大打磨量不超过0.5mm,平直度用1m直钢尺测量不大于0.2mm。 (3)打磨后钢轨和夹板严禁涂油。 7.安装夹板时,应同时填入轨端片,轨端片要与轨端靠实。 8.穿入螺栓,依次垫上垫圈,按设计扭矩值拧紧螺栓。上螺栓时, 严禁用锤击。 9.冻结后钢轨顶面、内侧作业面应平顺,两轨端应顶紧,不得有低接头,用1m直尺测量,钢轨接头顶面平直度为0~0.3mm,轨头侧面工作边平直度为0~0. 3mm。 10.冻结接头铺设应在设计锁定轨温范围内,在高温或低温条件下冻结时,应进行必要的应力放散,重新预留轨缝冻结。 11.冻结接头施工后1个星期后,应复拧,确保螺栓扭矩在设计范围内,运营期间养护按《无缝线路铺设及养护维修方法》(TB/T2098) 执行。 |

【本文地址】
今日新闻 |
推荐新闻 |