装配式桥梁预制墩柱施工技术及质量控制要点 |
您所在的位置:网站首页 › 钢筋套筒材质 › 装配式桥梁预制墩柱施工技术及质量控制要点 |
装配式桥梁预制墩柱施工技术及质量控制要点
|
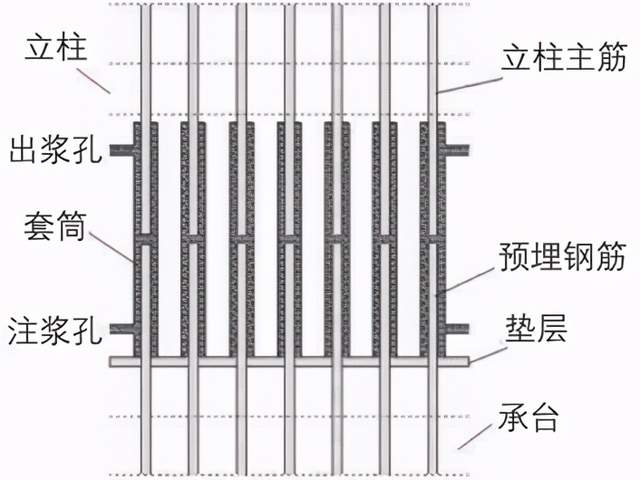
拼接面连接结构 1、下部结构拼装施工工艺及质量控制要点 墩柱预制拼装工艺主要有:承台预留钢筋埋设、拼接面坐浆、构件吊装、位置校核及套筒灌浆等。其中关键技术要点的质量控制好坏直接关系到拼装的成败。如:拼接过程中预埋钢筋的位置和尺寸不精确,预制墩柱和盖梁可能无法对接成功;吊装过程中墩柱翻转或吊点的受力不当,就易造成预制构件的混凝土发生破坏;坐浆过程中拼装面垫层密实度达不到规范要求,也将严重影响预制构件的拼接质量;此外,压浆过程中受施工时间、温度及灌浆料质量等因素影响,或因某个套筒压浆工艺作业不当,也极易导致套筒内灌浆质量不符合设计要求。因此,加强关键技术质量控制至关重要。 2、墩柱工厂化预制加工技术 墩柱钢筋笼在专用胎架上制作成形,偏差在±2mm以内。胎架主要由底座、支架、挂片及定位板等构件组成。其中,支架用于固定挂片和定位板,挂片用于定位主筋与箍筋,定位钢板用于固定连接套筒与连接钢筋。钢筋笼拼装前,需对胎架各构件验收复测,要求底座安装水平,支架位置精确,且支架在同一条直线上。 在浇筑混凝土前,应严格控制预制构件吊耳埋设的间距及伸出长度,吊点处还应采取补强措施。预制墩柱浇筑时,严格控制入模高度,不得超过2m;墩柱的工厂化生产工艺主要为:模板在钢筋笼胎架上的安装、钢筋笼绑扎、封模、模板及钢筋笼翻转、混凝土浇筑、拆模养护等。 3、承台拼接面钢筋预埋及质量控制 为保障承台预埋钢筋与预制墩柱灌浆套筒匹配连接,应采用与套筒配套的定位胎具来定位钢筋。定位胎具的主要组成构件有框架、定位钢管、卡板、水平限位销及支腿等,如下图所示。其中卡板用来定位面板,限位销用来固定插入无缝钢管内的主筋位置。
钢筋预埋定位胎具 在浇筑混凝土前,应对预埋钢筋的高程、角度及相对位置进行测量复核,主筋的平面位置允许偏差为2mm。 (1)依据预埋钢筋平面坐标及高程,通过测量放线,临时绑扎安装胎具四角位置的4根预留钢筋。 (2)将胎具吊装在4根预留钢筋上,测量并调整胎具的标高至胎具水平,满足设计要求时用卡板固定。 (3)将4根预留钢筋与承台内其他钢筋焊接,或将胎具与基坑围护结构连接,确保预埋结构的整体稳定性。 (4)将剩余的预埋钢筋插入定位胎具的钢管内,调整预埋的位置,并用限位销固定。 (5)浇筑混凝土时,应测量复核预埋主筋的位置,减小混凝土对预埋钢筋的冲击,成形后混凝土面平直度应在2mm以内。 4、墩柱翻转工艺 预制墩柱质量大、高度高,根据现场情况,一般吊装方案主要采用翻转台设备或橡胶垫作支点的单机吊装。 通过在立柱底部设置翻转台或橡胶垫单边起吊实现立柱翻转。翻转台的质量较大、占用空间大,转移不便捷,经济性较差;而采用橡胶垫作支点进行墩柱翻转时,墩柱卸车后平放在橡胶垫上,可直接翻转,简单方便,且柱底混凝土不易破损,是非常实用的翻转方案,如下图所示。
立柱橡胶支点翻转 5、墩柱试拼装的预定位技术 为保证墩柱拼装后坐浆垫层的密实度,必须在坐浆完成后30min内完成墩柱吊装和垂直度校核。为此,可先将墩柱进行预拼装,在确定辅助限位装置位置之后,吊离墩柱,完成承台面坐浆后,再实现墩柱正式吊装就位。
墩柱吊装前布置 2)在墩柱拼接面安装钢支撑牛腿。 3)当立柱起吊距钢筋约2cm时,调整墩柱方位,使预埋钢筋缓缓插入连接套筒内;当距垫块约2cm时,调整与承台中心线对齐,并用水平限位板微调固定。 4)中心垫块受力后,随着吊机逐级卸力千斤顶同步支撑,并由2台全站仪在2个方向进行监测校核,实现边下放、边测量、边调节,当垂直度控制在允许偏差范围内后,锁定千斤顶位置不动,吊离墩柱(下图)。
墩柱预拼装就位 6、拼接面坐浆与正式拼装 1)立柱吊装前,需对坐浆料测试28d龄期抗压强度。 2)浆料搅拌前,需要按照设计配合比控制好集料配比,在不影响垫层强度的情况下适当减少水灰比,以避免浆料离析;搅拌时,应采用高速搅拌机依次对加入的干料和水进行搅拌,一般搅拌时间约4min,慢速1min,快速3min;搅拌好后,静置3min,以待搅拌气泡消除。 3)摊铺砂浆垫层前,先应对承台界面凿毛清理、撒水湿润,然后在四周设置符合设计要求的坐浆挡板(下图)。
承台拼接面凿毛清理 4)人工将浇筑桶内浆料倒入处理好的承台面上,并做收平作业(下图)。
坐浆垫层摊铺与找平 5)坐浆后,进行墩柱正式吊装就位。墩柱沿设置好的辅助限位装置进行下放,就位后,通过复测和微调限位装置,使墩柱水平位置和垂直度符合设计要求。 7、套筒灌浆施工工艺 1)垫层砂浆终凝后,方可进行套筒压浆作业。 2)浆料搅拌前,需清洗干净灌浆机,以免堵塞。套筒内的灌浆料采用C100高强无收缩水泥灌浆料,在搅拌桶中依次放入干料和水,配合比为100∶12。搅拌设备采用自制搅拌机,一般慢速搅拌1min,快速搅拌3min,实际搅拌时间以完全没有干料为止,拌浆结束后,需静置放出多余气泡。根据规范要求,需对拌浆料测试1d、3d和28d龄期的抗压强度。 3)压浆前,先使用高压冲洗装置将承台顶面及立柱灌浆套筒清理干净,安装好L形出浆管;压浆时,采用压浆机从下部注浆孔将浆料压入,上部出浆孔出气,稳压10s左右,当浆料溢出时,及时封堵出浆口,压浆管压力稳定后,拔出压浆枪头,及时封堵注浆孔(下图)。
套筒灌浆作业 4)灌浆完成后,清理构件上残留的多余浆体,1d后割除L形出浆管。 四、结语 本文依托实际工程,通过对桥墩预制拼装技术的探讨研究,有效解决了现场拼装过程中坐浆垫层密实度控制、套筒灌浆连接精度控制、墩柱吊装控制等诸多技术难题。桥梁下部结构墩柱拼装技术的成功应用,将有益于装配式桥梁全预制化拼装技术的发展。返回搜狐,查看更多 |







【本文地址】
今日新闻 |
推荐新闻 |