PVC塑料注塑成型 |
您所在的位置:网站首页 › 透明pvc管材 › PVC塑料注塑成型 |
PVC塑料注塑成型
|
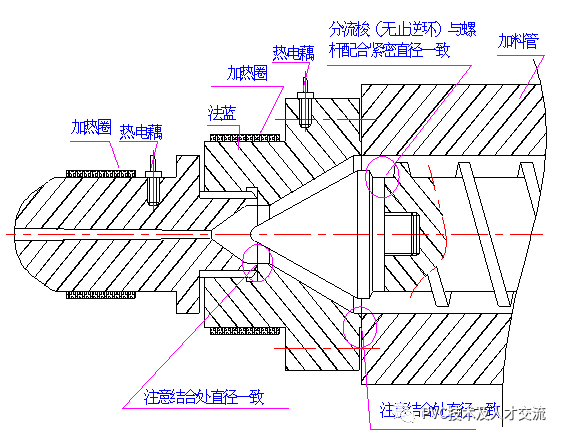
在硬质PVC(PVC-U)中,为了改善PVC的热稳定性、润滑性、增韧性及外观质量等,应加入各种助剂。提高PVC塑料性能的主要途径是寻找合适的稳定剂、增塑剂、填充剂等助剂进行合理配置,通过共聚和共混对PVC进行改性是一种有效的方法。 3 注塑工艺特性和工艺参数的设定 3.1影响制件特性的因素 (1)成型料温。 (2)流道的大小而产生磨察热的大小。 (3)浇口的位置及大小。 (4)添加剂的选择及添加量。 (5)冷料穴的位置及大小。 (6)排气槽的位置及大小。 (7)产品的壁厚。 3.2 PVC-U的工艺特性 (1)没有明显的熔点,60℃以上会变软,100-150℃呈黏弹态,150℃以上呈黏流态,PVC-U混合料的分解温度很少超过200℃。 (2)热稳定性差,无论是时间还是温度,都能导致PVC-U的分解,所以要严格控制成型温度和物料在料筒中的停留时间。 (3)在PVC-U中,尽管加入了添加剂,但其流动性仍然较差,因此,在极短的时间内要使熔料充满模腔是困难的,因此,要用较高的注射压力和较低的注射速率。 (4)由于加工过程中不可避免地要产生分解,放出HCl气体,因此,做好设备的防腐工作。 (5)制品的脆性大。 (6)PVC在加工时熔化温度是一个非常重要的工艺参数,如果此参数不当将导致材料分解的问题。 (7)PVC的流动特性相当差,其工艺范围很窄,特别是大分子量的PVC材料更难以加工(这种材料通常要加入润滑剂改善流动特性),因此通常使用的都是小分子量的PVC材料。 (8)PVC的收缩率相当低,一般在0.6-1.0% 。 (9)在成型时温度过高易分解出氯气,氯气与空气中的水蒸气结合形成盐酸,易腐蚀模具型腔表面。 3.3选用注塑机时的要求 (1)只能选用螺杆式注塑机,不能选用柱塞式注塑机. (2)所有与PVC塑料接触的部分,不允许对塑化熔体产生任何黏附或滞留;由于HCl的作用,要求这些部位耐磨、耐腐蚀。最好选用耐磨耐腐蚀材质制造的设备,或选用对这些部件进行镀铬或氮化处理的设备。 (3)设备的温度控制系统应指标明确,反映灵敏。 (4)螺杆的长径比可小,螺杆头部呈尖头;螺杆的压缩比为2-2.5,螺杆的三段长度可分别设置为40%,40%和20%。 (5)选用孔径较大的通用喷嘴,并配有加热控温装置。 (6)电热系统采用闭回路控制,严格控制料温的上下偏差,建议料温控制在±15℃,射嘴有独立温控系统。 (7)料管组应具有一定的冷却装置,建议在料管组增加风扇均衡料管组的温度。 (8)料管尽可能避免在加料及射出时产生摩擦热,如尖角,突变等现象(图1-1) (9)料管尽可能避免积料死角,每次射出成型须控制积料尽可能少(图1-1) (10)射嘴采用敞开式,不建议采用止逆阀。(图1-1) (11)每次射出应尽可能将射嘴处的余料带出,建议采用如图示射嘴(图1-1) (12)杆的规格应选用:硬质PVC属热敏性塑料,其细长比建议选择17~18,螺杆,射嘴,需选用防腐蚀材料进行相关的处理
3.4 制品与模具设计要求 1.制品的壁厚尽可能均匀,壁厚不太薄,一般不低于1.2mm,大约在1.5-5mm之间。 2. PVC-U的成型收缩率为0.6%-1.5%之间,要求制品有一定的脱模斜度,一般为1。-1.4。,对于多孔制品或脱模阻力较大的制品脱模斜度还要再大些。 3.所有常规的浇口都可以使用,宜取大,以防止死角滞料,一般不小于∮1MM或厚度1MM。 4.流道宜取大,流道的反向应留足够的冷料穴,每个转折位置一般应圆滑过度,尽可能避免尖角。 5..由于成型温度较低,为防止冷料堵塞浇口或流入模腔,在主流道末端应开设足够的冷料穴,对于较长的分流道也应开设冷料穴。 6.成型中,大部分模具是通水冷却控制模温的,但同时为了改善制品表观,有时也采用加热/冷却的方法控制模温。模温控制的范围为30-60℃之间。 7.为了防止HCl气体的腐蚀作用,对模具的流道、型腔等部位应镀铬,做好防腐处理或采用耐磨耐腐蚀材料制成。 3.5 原料的准备 PVC—U水分允许含量为0.4%,所以,对要求不高的制品,成型前原料可不干燥,但原料中水分含量较高时也要进行干燥,通常是在热风循环烘箱中进行,在90-100℃的温度下干燥1—2.5小时。对于进行过干燥的粒料应冷却后再进行注塑成型。 3.6 成型工艺条件 (1)采用螺杆式注射机。 (2)成型温度范围在160--190℃,最高不超过200℃;料筒温度分布通常采用阶梯式布置;喷嘴温度应比料筒末端温度底10--20℃。 (3)注射压力在90Mpa以上,保压压力大多在60--80Mpa;注射压力大对减少收缩有利,但也可能产生溢边等问题,PVC-U宜采用较高注射压力。 (4)较高的注射速率可减少物料的温度变化,充模速度快,制件的表观缩痕小,熔接痕得到改善;但注射速率过快也会引起排气不良,产生较多的摩擦热而使塑件烧焦、产生色变等问题,因此成型时,可采用中等或较低的注射速率。 (5)模具温度一般在40℃以下,最高不超过60℃,由于PVC-U的热变形温度较低,一般采用通冷却水来降低模温。 (6)螺杆转速一般为20-50r/min。 (7)除大型超厚制品外,成型周期一般在40-80s。 3.7 注意事项 (1)掌握好清洗料筒的技术,如料筒中原来有POM等热敏性塑料时,应采用间接换料法清洗料筒。 (2)在料筒升温过程中,应密切注意升温情况,当温度达到工艺要求时,须及时开动注塑机,进行对空注射,而不可以在料筒内恒温一段时间。 (3)对空注出的料是光亮明洁的,说明塑化良好,可投入正常生产。 (4)成型时,前后的成型周期应尽可能一致,注塑机油路系统的温度应保持恒定。 (5)停机时,应先将料筒内的料全部排完,并用PE或PS等及时清洗料筒。 (6)成型过程中,应保持室内通风良好,确保人身安全。 注塑成型各种缺陷的现象及解决方法 1. 龟裂 龟裂是塑料制品较常见的一种缺陷,产生的主要原因是由于应力变形所致。主要有残余应力、外部应力和外部环境所产生的应力变形。 (-)残余应力引起的龟裂 残余应力主要由于以下三种情况,即充填过剩、脱模推出和金属镶嵌件造成的。作为在充填过剩的情况下产生的龟裂,其解决方法主要可在以下几方面入手: (1)由于直浇口压力损失最小,所以,如果龟裂最主要产生在直浇口附近,则可考虑改用多点分布点浇口、侧浇口及柄形浇口方式。 (2)在保证树脂不分解、不劣化的前提下,适当提高树脂温度可以降低熔融粘度,提高流动性,同时也可以降低注射压力,以减小应力。 (3)一般情况下,模温较低时容易产生应力,应适当提高温度。但当注射速度较高时,即使模温低一些,也可减低应力的产生。 (4)注射和保压时间过长也会产生应力,将其适当缩短或进行Th次保压切换效果较好。 (5)非结晶性树脂,如 AS树脂、 ABS树脂、 PMMA树脂等较结晶性树脂如聚乙烯、聚甲醛等容易产生残余应力,应予以注意。 脱模推出时,由于脱模斜度小、模具型胶及凸模粗糙,使推出力过大,产生应力,有时甚至在推出杆周围产生白化或破裂现象。只要仔细观察龟裂产生的位置,即可确定原因。 在注射成型的同时嵌入金属件时,最容易产生应力,而且容易在经过一段时间后才产生龟裂,危害极大。这主要是由于金属和树脂的热膨胀系数相差悬殊产生应力,而且随着时间的推移,应力超过逐渐劣化的树脂材料的强度而产生裂纹。为预防由此产生的龟裂,作为经验,壁厚7"与嵌入金属件的外径通用型聚苯乙烯基本上不适于宜加镶嵌件,而镶嵌件对尼龙的影响最小。由于玻璃纤维增强树脂材料的热膨胀系数较小,比较适合嵌入件。 另外,成型前对金属嵌件进行预热,也具有较好的效果。 (二)外部应力引起的龟裂 这里的外部应力,主要是因设计不合理而造成应力集中,特别是在尖角处更需注意。由图2-2可知,可取R/7"一0.5~0.7。 (三)外部环境引起的龟裂 化学药品、吸潮引起的水降解,以及再生料的过多使用都会使物性劣化,产生龟裂。 二、充填不足 充填不足的主要原因有以下几个方面: i. 树脂容量不足。 ii. 型腔内加压不足。 iii. 树脂流动性不足。 iv. 排气效果不好。 作为改善措施,主要可以从以下几个方面入手: 1)加长注射时间,防止由于成型周期过短,造成浇口固化前树脂逆流而难于充满型腔。 2)提高注射速度。 3)提高模具温度。 4)提高树脂温度。 5)提高注射压力。 6)扩大浇口尺寸。一般浇口的高度应等于制品壁厚的1/2~l/3。 7)浇口设置在制品壁厚最大处。 8)设置排气槽(平均深度0.03mm、宽度3~smm)或排气杆。对于较小工件更为重要。 9)在螺杆与注射喷嘴之间留有一定的(约smm)缓冲距离。 10)选用低粘度等级的材料。 11)加入润滑剂。 三、皱招及麻面 产生这种缺陷的原因在本质上与充填不足相同,只是程度不同。因此,解决方法也与上述方法基本相同。特别是对流动性较差的树脂(如聚甲醛、PMMA树脂、聚碳酸酯及PP树脂等)更需要注意适当增大浇口和适当的注射时间。 四、缩坑 缩坑的原因也与充填不足相同,原则上可通过过剩充填加以解决,但却会有产生应力的危险,应在设计上注意壁厚均匀,应尽可能地减少加强肋、凸柱等地方的壁厚。 五、溢边 对于溢边的处理重点应主要放在模具的改善方面。而在成型条件上,则可在降低流动性方面着手。具体地可采用以下几种方法: 1)降低注射压力。 2)降低树脂温度。 4)选用高粘度等级的材料。 5)降低模具温度。 6)研磨溢边发生的模具面。 7)采用较硬的模具钢材。 8)提高锁模力。 9)调整准确模具的结合面等部位。 10)增加模具支撑柱,以增加刚性。 ll)根据不同材料确定不同排气槽的尺寸。 六、熔接痕 熔接痕是由于来自不同方向的熔融树脂前端部分被冷却、在结合处未能完全融合而产生 的。一般情况下,主要影响外观,对涂装、电镀产生影响。严重时,对制品强度产生影响 (特别是在纤维增强树脂时,尤为严重)。可参考以下几项予以改善: l)调整成型条件,提高流动性。如,提高树脂温度、提高模具温度、提高注射压力及速 度等。 2)增设排气槽,在熔接痕的产生处设置推出杆也有利于排气。 3)尽量减少脱模剂的使用。 4)设置工艺溢料并作为熔接痕的产生处,成型后再予以切断去除。 5)若仅影响外观,则可改变烧四位置,以改变熔接痕的位置。或者将熔接痕产生的部位处理为暗光泽面等,予以修饰。 七、烧伤 根据由机械、模具或成型条件等不同的原因引起的烧伤,采取的解决办法也不同。 1)机械原因,例如,由于异常条件造成料筒过热,使树脂高温分解、烧伤后注射到制品 中,或者由于料简内的喷嘴和螺杆的螺纹、止回阀等部位造成树脂的滞流,分解变色后带入制品,在制品中带有黑褐色的烧伤痕。这时,应清理喷嘴、螺杆及料筒。 2)模具的原因,主要是因为排气不良所致。这种烧伤一般发生在固定的地方,容易与第 一种情况区别。这时应注意采取加排气槽反排气杆等措施。 3)在成型条件方面,背压在300MPa以上时,会使料筒部分过热,造成烧伤。螺杆转速过高时,也会产生过热,一般在40~90r/min范围内为好。在没设排气槽或排气槽较小时,注射速度过高会引起过热气体烧伤。 八、银线 银线主要是由于材料的吸湿性引起的。因此,一般应在比树脂热变形温度低10~15C的条件下烘干。对要求较高的PMMA树腊系列,需要在75t)左右的条件下烘干4~6h。特别是在使用自动烘干料斗时,需要根据成型周期(成型量)及干燥时间选用合理的容量,还应在注射开始前数小时先行开机烘料。 另外,料简内材料滞流时间过长也会产生银线。不同种类的材料混合时,例如聚苯乙烯和ABS树脂、AS树脂,聚丙烯和聚苯乙烯等都不宜混合。 九、喷流纹 喷流纹是从浇口沿着流动方向,弯曲如蛇行一样的痕迹。它是由于树脂由浇口开始的注射速度过高所导致。因此,扩大烧四横截面或调低注射速度都是可选择的措施。另外,提高模具温度,也能减缓与型腔表面接触的树脂的冷却速率,这对防止在充填初期形成表面硬化皮,也具有良好的效果。 十、翘曲、变形 注射制品的翘曲、变形是很棘手的问题。主要应从模具设计方面着手解决,而成型条件的调整效果则是很有限的。翘曲、变形的原因及解决方法可参照以下各项: 1)由成型条件引起残余应力造成变形时,可通过降低注射压力、提高模具并使模具温度均匀及提高树脂温度或采用退火方法予以消除应力。 2)脱模不良引起应力变形时,可通过增加推杆数量或面积、设置脱模斜度等方法加以解决。 3)由于冷却方法不合适,使冷却不均匀或冷却时间不足时,可调整冷却方法及延长冷却时间等。例如,可尽可能地在贴近变形的地方设置冷却回路。 4)对于成型收缩所引起的变形,就必须修正模具的设计了。其中,最重要的是应注意使制品壁厚一致。有时,在不得已的情况下,只好通过测量制品的变形,按相反的方向修整模具,加以校正。收缩率较大的树脂,~般是结晶性树脂(如聚甲醛、尼龙、聚丙烯、聚乙烯及PET树脂等)比非结晶性树脂(如PMMA树脂、聚氯乙烯、聚苯乙烯、ABS树脂及AS树脂等)的变形大。另外,由于玻璃纤维增强树脂具有纤维配向性,变形也大。 十一、气泡 根据气泡的产生原因,解决的对策有以下几个方面: 1)在制品壁厚较大时,其外表面冷却速度比中心部的快,因此,随着冷却的进行,中心部的树脂边收缩边向表面扩张,使中心部产生充填不足。这种情况被称为真空气泡。解决方法主要有: a)根据壁厚,确定合理的浇口,浇道尺寸。一般浇口高度应为制品壁厚的50%~60%。 b)至浇口封合为止,留有一定的补充注射料。 C)注射时间应较浇口封合时间略长。 d)降低注射速度,提高注射压力, e)采用熔融粘度等级高的材料。 2)由于挥发性气体的产生而造成的气泡,解决的方法主要有: a)充分进行预干燥。 b)降低树脂温度,避免产生分解气体。 3)流动性差造成的气泡,可通过提高树脂及模具的温度、提高注射速度予以解决。 十二、白化 白化现象最主要发生在ABS树脂制品的推出部分。脱模效果不佳是其主要原因。可采用降低注射压力,加大脱模斜度,增加推杆的数量或面积,减小模具表面粗糙度值等方法改善,当然,喷脱模剂也是一种方法,但应注意不要对后续工序,如烫印、涂装等产生不良影响。 声明:本文来自网络,只为学习交流,无商业目的 因为有你,我们将更加精彩!返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |