连杆盖夹具课程设计报告书.docx |
您所在的位置:网站首页 › 连杆设计图纸大全 › 连杆盖夹具课程设计报告书.docx |
连杆盖夹具课程设计报告书.docx
|
连杆盖夹具课程设计报告书.docx 《连杆盖夹具课程设计报告书.docx》由会员分享,可在线阅读,更多相关《连杆盖夹具课程设计报告书.docx(7页珍藏版)》请在冰豆网上搜索。
连杆盖夹具课程设计报告书 连杆盖夹具设计 本夹具有以下优点: 1.安装方便,将工件放入1个菱形销即可定位,再用压扳压紧,即可对工件加工;2.便于拆卸,在普通压板上改进,使用梯形设计,可以很快拆卸和安装。 提高了生产效率;3.夹具结构简单,夹紧可靠。 本文主要论述了连杆的加工工艺及其夹具设计。 连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。 逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到零件的技术要求。
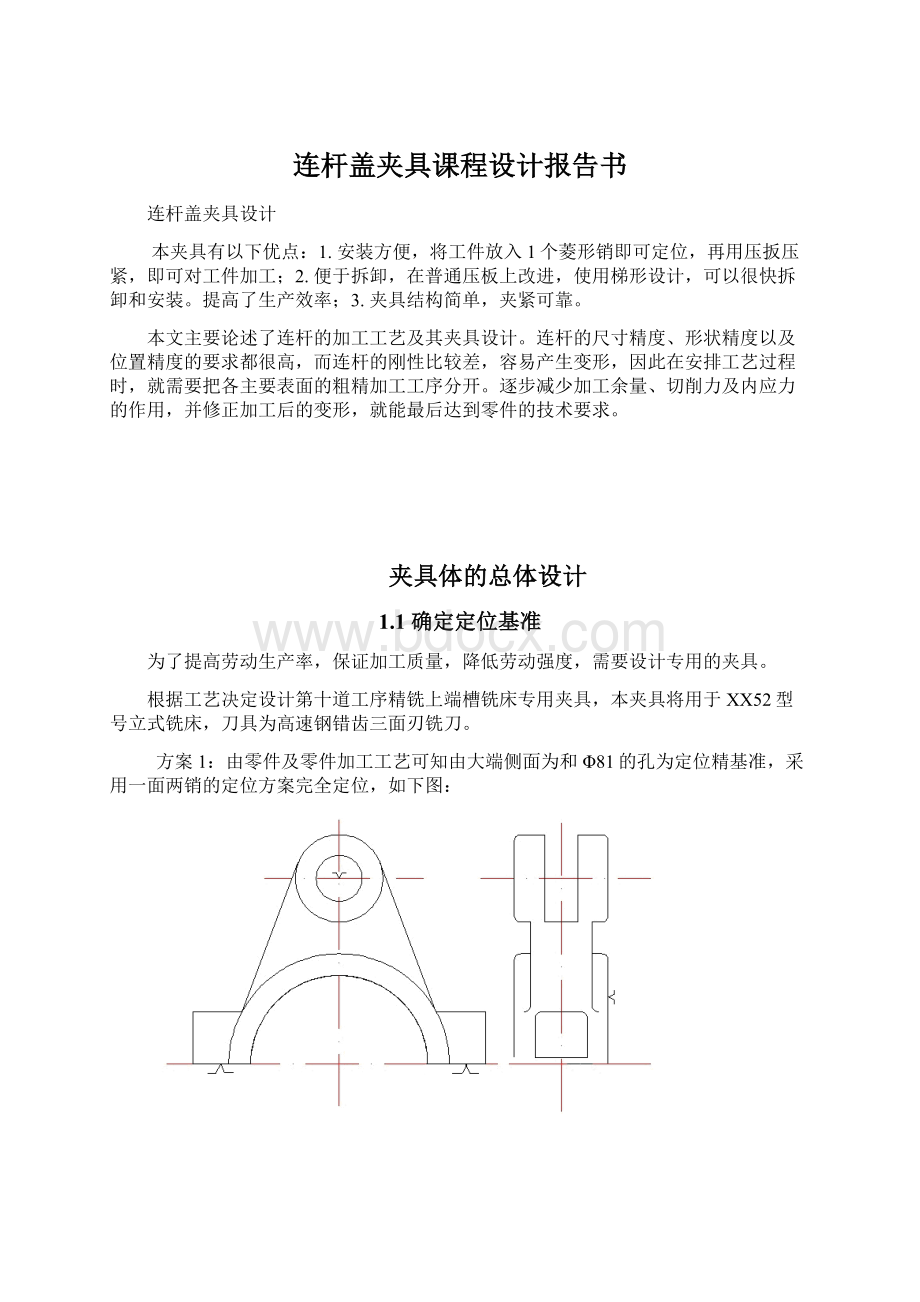
夹具体的总体设计 1.1确定定位基准 为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用的夹具。 根据工艺决定设计第十道工序精铣上端槽铣床专用夹具,本夹具将用于XX52型号立式铣床,刀具为高速钢错齿三面刃铣刀。 方案1: 由零件及零件加工工艺可知由大端侧面为和Φ81的孔为定位精基准,采用一面两销的定位方案完全定位,如下图: 图6.1定位方案一 方案2: 采用一个长销定位Φ81的通孔加一个V形块在小端定位,在左边采用活动的V形块夹紧。 如下图: 图6.2定位方案二 1.2确定夹具整体方案 方案一: 采用一面一销的定位方案: 用大端面定位侧面,用一个菱形销定位Φ20孔,底端通过夹具底面定位,然后通过压板夹紧侧面。 方案二: 采用一个长销定位Φ81的通孔加一个V形块在小端定位,在左边采用活动的V形块夹紧。 方案比较: 第二个方案有些不足,采用长销定位Φ81的通孔加一个V形块定位难以保证槽的侧面的平行度,而且在左端加V形块示以夹紧力会导致工件向右偏差影响Φ20孔的同轴度。 而第一个方案中采用一面两销的定位,既能保证Φ20孔轴的同轴度又能保证槽侧面的平行度,所以第一个方案是最合理的方案。 1.3定位误差的分析 本工序加工要求保证的位置精度主要是平行度公差0.2mm。 本工序的定位销和20孔的配合选用的是H6/h5孔的尺寸为20,查表经过计算得到定位销尺寸为,由于在选择定位基准时,所选择的定位基准与工序基准重合,不存在不重合定位误差又由于定位副制造误差引起的定位误差Δ=0.023+0.009=0.032mm 定位误差小于零件要求的公差的三分之一,所以以上方案可行。 1.4夹紧力的计算 针对成批生产的工艺,此夹具选用螺旋夹紧机构夹压工作。 根据文献[3]表9.4-10查的铣削力的计算公式如下: 此次工序选用的刀具为高速钢错齿三面刃铣刀: d0=160,l=12,Z=24,切削厚度ap=1,铣削宽度ae=40 查9.4-10得到 CF=294,xF=1.0,yF=0.72,uF=0.86,wF=0,qF=0.86, 带入公式得到Fz=662.3N 垂直分力Fv=0.3Fz=199N 考虑到安全系数K=K1K2K3K4,其中K1=1.5,K2=1.1,K3=1.1,K4=1.1 所以F=KF=397N,所以选用的机构的夹紧力N>397N 根据《夹具设计手册》表1-2-25查得用扳手M8六角螺母的夹紧力为1024.5N远远满足要求了,故选用M8螺母. 1.5夹具精度分析 使用夹具加工时,影响被加工零件位置精度的误差因素主要有; 1、定位误差工件安装在夹具上位置不准确或不一致。 2、夹具制造与装夹误差包括夹具制造误差、夹紧误差、导向误差。 3、加工过程误差在加工过程中由于工艺系统的几何误差、受力变形、热变形、磨损以及各种随机因素所造成的加工误差。 1.6误差分析 由于每一个工件的尺寸和表面形状上存在着公差范围内的差异,夹具定位元件也有一定的制造误差,结果会使每个具体表面相对于理想位置产生位置变动量,产生定位误差。 定位误差实质上就是工序基准在加工尺寸方向上的最大变动量。 这个变动量相对于基本尺寸而言是个微量,因而可将其视为某个基本尺寸的微分。 找出以工序基准为端点的在加工尺寸方向上的某个基本尺寸,对其进行微分,就可以得到定位误差。 1.7夹具总体设计 图6.3装配图主视图 图6.4装配图俯视图 图6.5装配图左视图 1.8夹具的设计及操作的简要说明 放置工件时,将工件以销定位放在夹具体上,压动压压板,旋紧M8的螺母使工件压紧,工完成后,旋松M8螺母,旋转压板90度,松开钻模板,旋松M8螺母,即可以取出零件。 1.9结构特点 该夹具结构简单,操作方便。 此次设计的夹具有如下优点: (1)安装方便,将工件放入一个定位销内便可以定位,再用压扳压紧,即可对工件加工; (2)便于拆卸,在普通压板上改进,使用梯形设计,可以很快拆卸和安装。 提高了生产效率; (3)夹具结构简单,夹紧可靠。
(三号黑体居中,段前0.5行,段后0.5行,单倍行距) 参考文献 机械制造工艺学课程设计指导书(张龙勋主编)机械工业出版社 机械制造工艺学(徐嘉元曾家驹主编)机械工业出版社 机床夹具设计手册(王光斗王春福主编)上海科技技术出版社
\
|
【本文地址】