宇宙最强绣花工艺介绍 |
您所在的位置:网站首页 › 绣花样品图 › 宇宙最强绣花工艺介绍 |
宇宙最强绣花工艺介绍
|
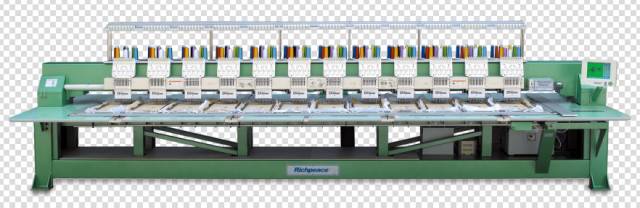
二、绣花机 绣花机是近代科技进步的産物,可替代多数人工绣花,具有质量稳定,效率高,成本低,可批量生産等优点。 绣花机主要功能性能决定于:头数、头距、针数、绣框X、Y方向的最大行程、电控系统、厂家品牌等。头数即爲刺绣时同时工作的机头数量,它决定了绣花机的效率;头距即爲相邻两个机头的间距,它决定了绣花机刺绣的单个绣品或循环的大小及成本;针数即绣花机每个头所装单针的数量,它决定了绣花机绣作时最大的换色数,绣品的顔色多少;绣框X、Y方向的最大行程,它决定了绣花机绣出的绣品的大小;电控系统,目前国内绣花机的电控操作系统主要有大豪电控、益达电控、富怡电控、山龙电控等。不同的厂家品牌对应不同品质、服务、专业的绣花机器。 工作原理 所有绣花机都是由两大部分组成:第一部分机头上下运动使面底线缝合绣作;第二部分绣框在X、Y方向的运动让缝合的线迹形成图桉。辅助系统有:断线检测系统、过线及张力调节系统、绣作速度、针码协调控制系统等。 富怡绣花机
富怡电脑精密绣花机
富怡电脑植绒绣花机
电脑单头帽绣成衣绣花机
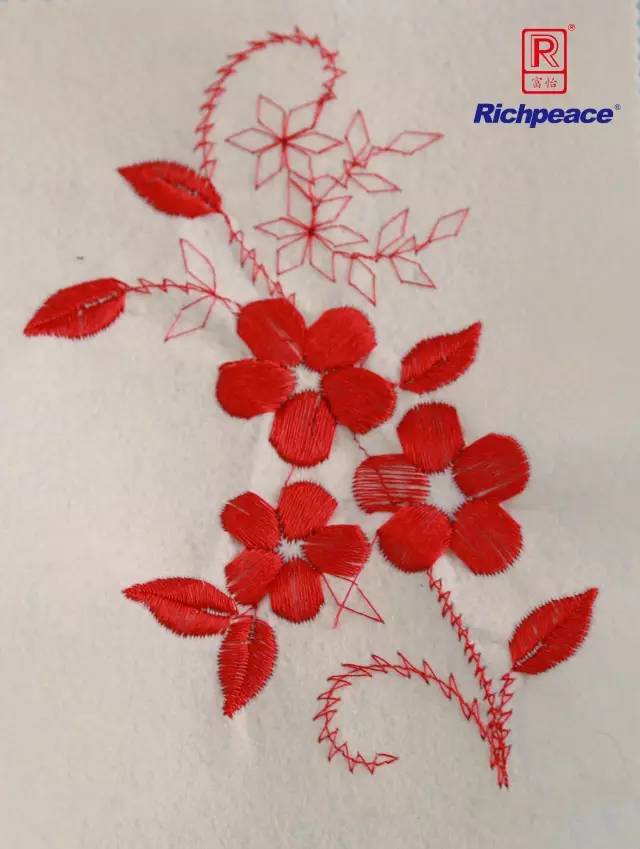
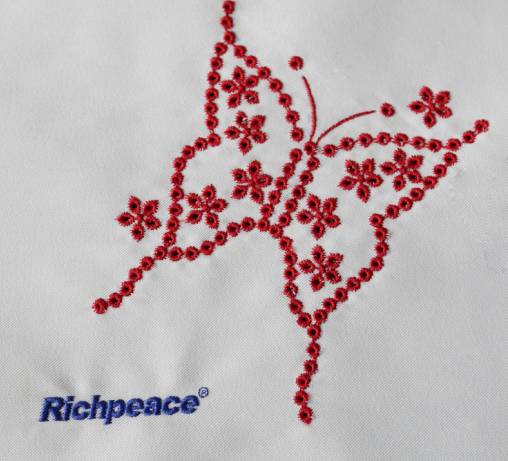
电脑混合缠绕绣花机 三、绣花样品分类 1.平绣 平绣是绣花中应用最为广泛的刺绣,只要是可以绣花的物料便可做平绣刺绣。
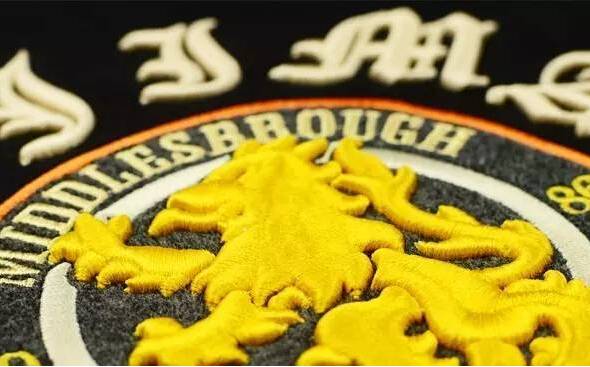
2.立体绣 立体绣(3D)是利用绣花线把EVA胶包在里面而形成的立体图案,普通平绣上便可生产。(EVA胶有不同厚度,硬度及颜色)。
3.中空立体绣 中空立体绣可使用普通的平绣上生产,是利用发泡胶类似立体绣的方法刺绣,刺绣完毕后用干洗机洗去发泡胶而形成中间空心。(发泡胶表面平滑,通常厚度有1~5mm
4.贴布绣 贴布绣是利用贴布代替针迹而节省绣花线令图案更生动,普通的平绣机便可生产。
5.粗线绣 粗线绣是使用较粗(如603)的缝纫线作为绣线,配合大孔针或大号针,粗线旋梭以及3mm针板来完成刺绣,普通的平绣机便可生产
6.雕孔绣 雕孔绣可于普通的平绣机上生产,但需安装雕孔绣装置(目前只能安装于第 1针杆)。是利用雕孔刀把布料雕穿, 然后用绣花线包边而中间形成孔状。
7.扁金线绣 扁金线可使用于普通的平绣机上生产,由于扁金线是扁形的绣线所以而需加装扁金线装置(可安装于任何一支针杆)
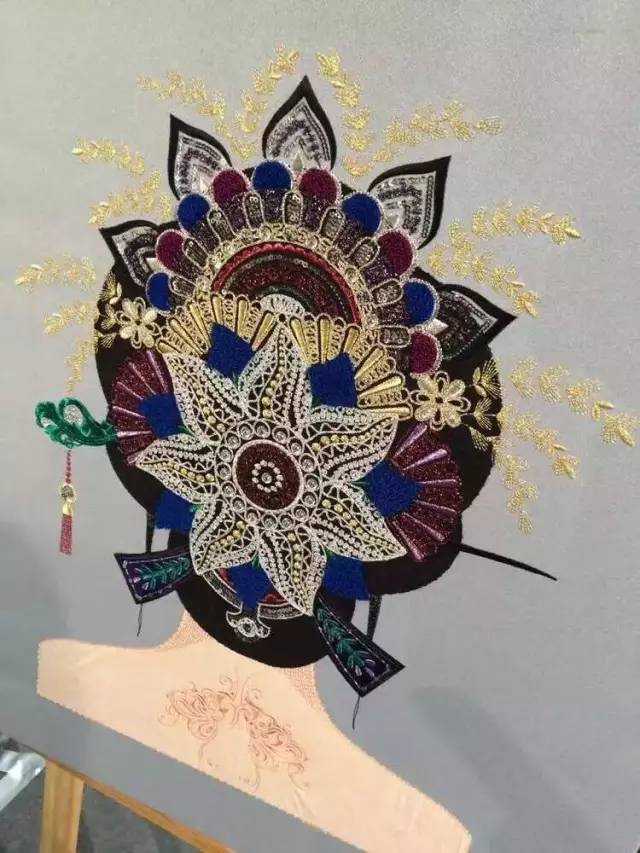
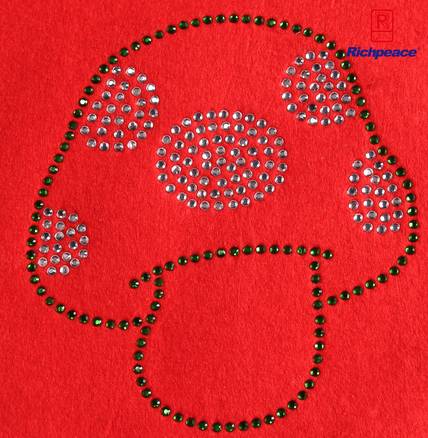
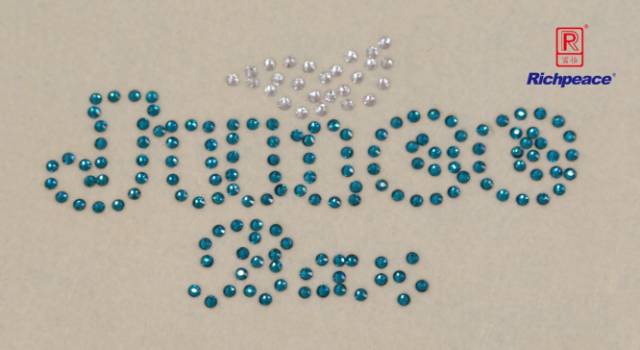
8.亮片镶钻绣 真正将平绣,亮片绣,和镶钻绣融为一体,是机电一体化的杰出代表。高质量:在高速运转状态下断线少,刺绣质量好。 镶钻绣以自动化机器、订上施华洛水钻及各色晶石,赋予创意更加奢华、时尚的旋律。需绣花机加装配置。
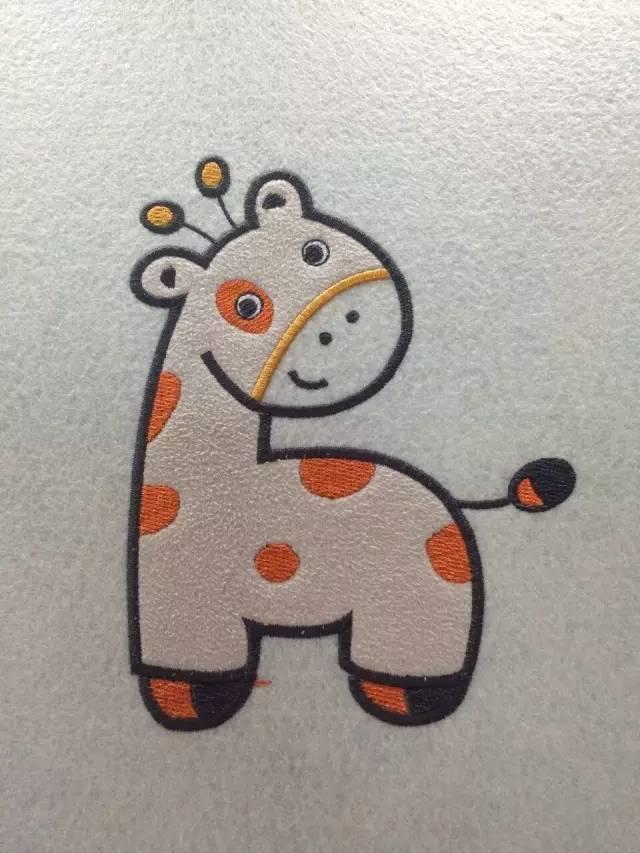
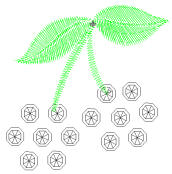
9.植绒绣 植绒绣可于普通平绣机上生产,但需安装植绒针,刺绣的原理是利用植绒针上的勾把绒布上纤维绒勾起植于另一布料上。刺绣完后需把胶片割去一部份后把胶片全部取走,绣线自然竖起
植绒绣的其中一种绣法 牙刷绣
10.皱绣 皱绣可于普通的平绣机上生产,但需配合收缩底衬及水溶底线,刺绣完后是利用收缩底衬遇热收缩而令布料皱起,当水溶底线经水泡溶解后底衬便可与布料分离,但要注意的是布料要使用化纤薄料效果才明显。 11.成品帽绣 成品帽绣需在筒形机上配合帽框才能生产,是把帽做成品后再拿到机器上绣花的一种绣法。
12.成衣绣 成衣绣需在筒形机上配合成衣框才能生产, 是把做成品衣服后再拿到机器上绣花的一种绣法。
13.锁链绣 同样是在欧美广受欢迎的绣法,通过变换特种机头勾线动作完成。由于线圈是一环扣一环,形状像锁链一样,故而得名。由于效果独特,是利润非常可观的绣
14.毛巾绣
15.盘带绣 "盘带绣"作为特种电脑绣花机是对平缝绣花机(平绣机)功能的补充,它的出现弥补了平缝绣花机许多不能完成的绣花任务,使电脑绣品的立体感更强,表现形式更加丰富、多彩
宽带绣 盘带绣的一种,30mm-50mm宽带绣,直竖起来的立体感效果,多用于高级的礼服、婚纱等女装上。
16.褶皱
17.暗绣 暗绣与绳带绣的区别在于暗绣时绣花线被压在绳带的下面从表面看不到绣花线的存在,而绳带绣可以直接看到固定绳带的绣花
18.绳绣 跟踪绳绣 一种重要绣法,是利用绣花线把细绳卷包在里面的一种绣法。
粗节绳绣 绳绣的一种,突破以往生产的局限,能用一条粗细不一的绳带进行刺绣。于毛衣、针织布上更能做出仿手工刺绣的特殊工艺。需配置特殊导咀
19.激光切割绣 激光切割绣是把绣花和激光技术融合在一起,激光切割分为表面切割,半切割和完全切割。
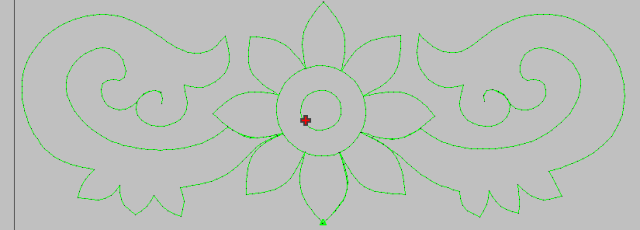
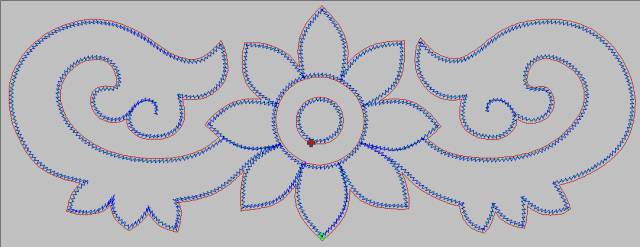
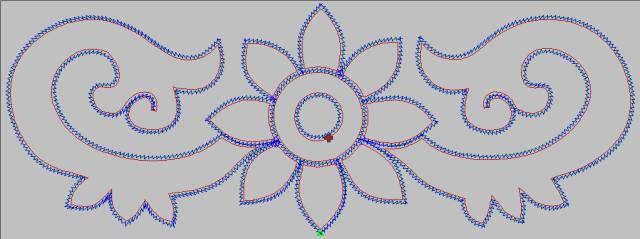
四、特种绣的制作方法:(富怡绣花CAD软件) 激光绣: 激光绣花机的原理:激光电源通电后产生高压加载到激光管,激光管里有含有二氧化碳的特殊气体,在高压作用下产生激光,激光通过透镜聚集后形成穿透力很强的光束。“激光绣花”由于它的光束纤细、运动高速、又可连续切割,和绣花机相结合可以生产出各种复杂,新意,流行的贴布绣图案。 激光绣花机的绣法:贴布绣、挖空绣、镂空绣、切边绣。 贴布绣:它打破了传统的手工贴贴布、贴布缝合不上、贴布大出来用剪刀剪边的种种困难;省下了裁床裁贴布的工序;更为老板省下了昂贵的喷胶成本。 贴布绣的制作方法: 1.把要绣贴布的面积用单针绣出轮廓。(绿色为单针)
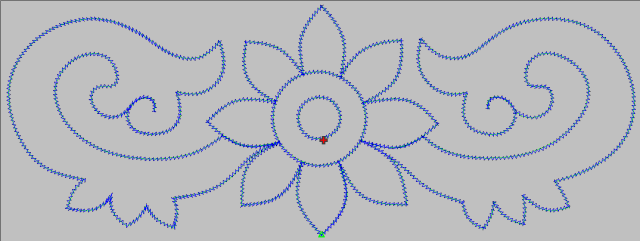
2.贴上所需贴布的布料用窄挨针加以固定。(蓝色为窄挨针)
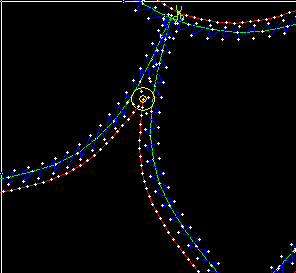
3.用激光割掉挨针部分的外缘。激光打版使用单针,单针和窄挨针间距不能小于1mm,以防割断挨针部分线迹。针步越小绣框走的越平稳。(一般用1mm针步即可)。然后在针迹对象的开始点和结束点分别给予开亮片码和关亮片码。开关亮片码才能识别为激光。(红色为激光针步)
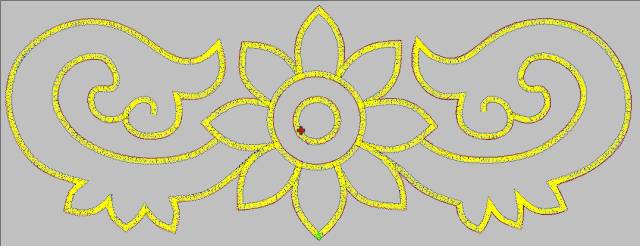
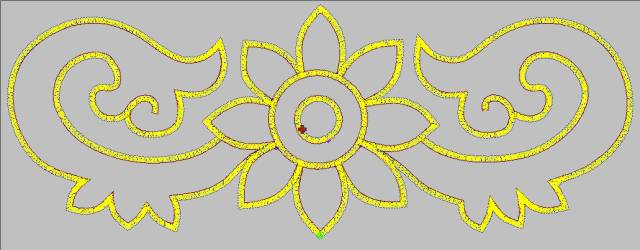
4.用挨针均匀地包住窄挨针和激光割过的边缘。(黄色为挨针)
挖孔绣:可以切多层布料。经激光切掉上面的一层布料露出下面的布料,绣出具有层次感的过渡颜色来。这是普通绣花机无法做到的。 挖孔绣的制作方法: 1.把要绣贴布的面积用单针绣出轮廓。(绿色为单针)
2.贴上所需贴布的布料用窄挨针加以固定。(蓝色为窄挨针)
3.用激光割掉挨针部分的内侧。激光打版使用单针,单针和窄挨针间距不能小于1mm,以防割断挨针部分线迹。针步越小绣框走的越平稳。(一般用1mm针步即可)。然后在针迹对象的开始点和结束点分别给予开亮片码和关亮片码。开关亮片码才能识别为激光。(红色为激光针步)
4.用挨针均匀地包住窄挨针和激光割过的边缘。(黄色为挨针)
镶钻绣花版制作方法 1.先把平绣部分打好,同时定好镶钻绣的位置
2.镶钻绣基本要求:镶钻色序中只允许有跳针码和空针迹,跳针代表移框,空针迹代表镶钻。 3.使用手动针迹工具,点击将要镶钻的位置,每个镶钻的位置只有一个针迹点。
4.选择针迹对象,点击针迹编辑工具,框选针迹点,按右键,选择插入跳针。
5. 使用针迹编辑工具,框选一个跳针,按右键,插入功能码,选择空针,其它的跳针同样的类似操作(注意:跳针插入空针只能一个针迹点一个的操作,框选多个跳针是无法加入空针。)
7.按以上操作以后,运行针迹,检查针迹状态是否正确无误,制作好了,另存DST格式。
五、电脑绣花制版时他他米参数调整(富怡绣花CAD软件) 1 .密度: 大家可能知道一个道理。很简单,绣花肯定是绣在布料上面的。那么,就有个问题,是什么呢。他他米呢。针法只有这么一种,而它面对的布料呢。多的数都数不过来。那么在这样的情况下呢。就要对他他米的密度呢。就要在打版的时候。做出相应的调整,来适应所绣作的布料,这样才能做出好的效果。 最常用的布料呢。有尼龙,纯绵,弹力绵,纱,绸缎类,比较粗糙的有,麻布,粗绵布等等。在此就不说那么多了。 那么我就说说在以下布料的时候他他米做出相应的密度。 绵布:他他米的密度就可以在0.4-0.45之间,为什么呢。在4到45之间呢。有一个这样的说法。平直的时候是0.4,在转角或是转圆的时候就可以用45。这样绣作出来的效果就是平整的。也比较平滑 绸缎:他他在作绸缎的时候,它的密度可以做55-6之间。因为是绸缎本来的特性的特点,布本来的密度就比较密,所以在使用密度时候就可以稍放松一些。这样做出来的效果呢。是相对比较好的。太密了的话呢。会很紧。很可能会起皱。因为绸缎本来属于一种软性的布料。 麻布:大家一想呢。麻布,它的织物密度大家一定可以想到。就是类似于麻袋类的一种东西。它的织物密度稀疏。如果在做这种布料的时候。没有商家特别的要求的时候呢。一般是要做到平整,平滑,没有齿的。那么他的密度可以控制在0.3-0.35之间。如果要有其他的特别要求的话。那么就做相应的操作 2.纹理 上面的他他米的密度就说到这里。接下来呢就说一下他他的纹理的参数 (1)偏移效果 绵布:大家知道。绵布呢是最常见的一种织物。大家每个人都可能接触过。比如说衬衫等。那么在做这种织物的时候呢。他他米的纹理的参数就可以控制到A:0.325 B:0.325。这样比较好看.效果也不错.也就是说.大家在做通常布料的情况下.它的纹理参数可以参照绵布的制做方法. 绸缎:在做这种布料的时候呢.有点不一下.首先它的纹理是A0.325 B 0.325.那么在密度方面呢.也要稍稍放松一些比较好.要灵活应用软件的特点与优势.说这么多,就一个目的.就是做出的花样.有一个好的效果的同时呢.也适合商家的要求.省线,省时等等. 麻布:做这种特殊布料时呢.在密度做到合适的情况下呢.纹理可以用A0.2B0.2.为什么呢.因为这样做的时候.首先.纹理出来的效果就相对针点的密度就比较密度.再用相用的密度度,就会比较省针数.也省时. (2)分割针迹效果: 分割一般有4种特殊效果 A:111 B:0022 C:000333 D:00004444 六、绣花原材料 1、线 1) 人造丝(常用于面线) 2) 涤纶丝(常用于面线) 3) 棉线(常用于底线) 4) 金线(用于面线),其它有羊毛线,尼龙线,麻等 人丝线:绣花常用线。人丝线又名人造丝、人造纤维,是近代科学进步的成果,其手感、光泽等可以和蚕丝相媲美。人丝是由植物纤维经过各种工艺加工而成,易受潮,受潮后强度明显降低,只要用低温就可上色,染色成本低、好控制。人丝价格比较贵,手感佳,光泽度好,好上色,色泽鲜丽,适合用于高档绣品。常用人丝线规格:250D/2、150D/3、150D/2、120D/2等
纯棉线:绣花常用线。又称棉线,是用精梳棉纱制成,强力高,条干均匀,色泽鲜豔,色谱齐全,光泽好,耐晒,耐洗,不起毛,绣于棉布、麻布、人造纤维织物上,美观大方,应用广泛。可用于绣花的面线及底线。常用棉线规格:30S/2、40S/2、60S/2
人造棉:又名丝光棉,是由涤与棉溷纺而成,有亮度,有光泽。抗拉强度好。可用于绣花的面线及底线。常用人造棉线规格:30S/2、40S/2、60S/2
涤纶丝:绣花常用线。又名涤光丝,由涤纶化纤长丝经加工而成,光泽度好,强度高,耐洗耐晒。需高温上色。涤纶丝线常用规格:150D/3、150D/2
金银线:绣花常用线。也称金属线,只是在线的外层盖一层金属薄膜,内层实是人造丝或者涤纶丝组成。由于线的表层光泽,设计者可制作闪闪生辉的绣花效果;但,与此同时,亦爲绣花带来负面的影响。因在刺绣时,绣针、绣线以及布料之间经常磨擦,産生热力,这时,绣花线的幼毛便发挥作用,将热力经绣针带走,而金属丝的表层则不带幼毛,绣针的热力依然存在,以致金属薄膜被热力溶解,甚至造成断线。
金银线(金银丝)质地柔软、色泽华丽。金银线的色彩比较丰富,有七彩(彩虹),镭射,澹金,深金,青金,白银,灰银,红,绿,蓝,紫,雪青,黑等。 金银线广泛应用于织造商标、毛线纱、针织物、经编织物、机织物、刺绣、袜类、辅料、工艺品、时装、装饰布、领带、礼品包装等等。
绣花线:又名PP线。家庭缝纫、服装厂常用线,强度好,色彩丰富。也可绣花用。
牛奶丝:不常用绣花线,由无稔度的化纤长丝组成,手感柔软,质地蓬松。
低弹丝:不常用绣花线,可用作底线。
高弹丝:不常用绣花线
2、面 料 水溶布:水溶花边必用面料,以又名水溶纸、无纺布。由植物纤维经过各种工艺加工而成,易受潮,受潮后用于刺绣狠容易出现“移位”(机台刺绣时出现刺绣出的针迹偏移了设计的位置,这样会使花边出现包不住底针、掉线、散脱、变形等质量问题)。水溶布放水中,将水温加热超过80℃时水溶布将开始溶于水中,这样将只剩下刺绣在水溶布上的花边,这种花边就称爲水溶花边。 水溶布的常用规格有:45克、40克、38克、25克(用于衬布)。
透明网:绣花常用网布。用于绣花时需加衬布。手感润滑,轻薄、网眼呈六边的小棱形状,染色时比花边上色浅,高低温都能上色。网眼张力不是狠强,刺绣和定型时稍不注意就有可能会出现小破洞。
六角网:绣花常用网布。用于绣花时需加衬布。手感柔软,网眼正六边形,按网眼的大小可分爲:小孔六角网、大孔六角网,按材质的不同可分爲:涤纶六角网、锦纶六角网。涤纶六角网相对手感较硬,要高温上色,价格便宜。锦纶六角网相对手感更柔软,常温就能上色,但价格高。注意不要将涤纶六角网和锦纶六角网溷用,否则狠麻烦。
定型网:又名定型纱。绣花常用网,用于绣花时一般无需加衬布。手感厚实,网眼密织。有各种不同质量的品种,质量越好,单位克重越大。和六角网一样,定型网也有涤纶与锦纶之分。
涤 网:也叫涤纶网,六角形小网眼。用于绣花时需加衬布。不常用绣花网布。 楼梯网:网眼大,呈梯形状,用于绣花时需加衬布。不常用绣花网布。 柯根纱:又名水晶纱,玻璃纱。绣花常用网,用于绣花时一般无需加衬布。由细小的化学纤维像棉布一样由经纱、纬纱细密编织而成,手感硬滑,半透明。按编织的密度可分爲34、36、42等。刺绣时稍不注意就会出现狠大的针眼。 泡泡纱:手感轻柔、松软,呈泡状起绉。有漂白、素色、印花和色织彩条等多种。穿着透气舒适,洗后不需熨烫,有全棉的,也有纯化纤或化纤溷纺的。 棉 布:绣花常用面料。棉布即是一种以棉纱线爲原料的机织物。它的优点是轻松保暖,柔和贴身、吸湿性、透气性甚佳。它的缺点则是易缩、易皱,外观上不大挺括美观,在穿着时必须时常熨烫。棉布的规格特征主要是指纱支、密度、幅宽、重量和疋长。纱支是指织物经纬纱的粗细,表示方法是经纱号数(支数)×纬纱号数(支数),如棉细布30×36表示经纱30支,纬纱是36支。密度是指织物每10cm长度内经纱或纬纱的根数,织物的密度与其强力、弹性、手感、稀薄、透水透气性等有直接关系,一般棉织物的经纬密度大约在100—600根范围内。幅宽是指织物横向两边之间的距离,棉布成品幅宽一般爲74—91cm,宽幅爲112—167.5cm 。重量是指织物单位面积的重量,称爲平方米重,一般平方米重是对其坯布进行考核项目,但也往往对外成交时作爲成品计价的主要依据,一般棉布的重量约爲70—300g/m2 。疋长,织物的疋长随用途、厚度、卷装大小及品种而定,棉布出口的疋长一般有定长(30码、42码、60码不等)和乱米(码)。棉布常温就可上色。绣花常用规格有:88*64、90*88 T/C布:俗称的确凉。绣花常用面料。T 是 TERYLENE 涤纶的意思 ,C 是 COTTON 棉的意思。是涤和棉溷纺的面料 皮 革:主要用做贴布绣。 平绒布:主要用做贴布绣。 色丁布:主要用做贴布绣。 热溶膜:热溶膜用途大致和25克水溶布一样,都作爲刺绣衬布(辅料)使用,以保证轻薄面料在刺绣过程中的品质(起皱,破损、变形、毛线等),只是热溶胶要用热力溶解,例如滚轴式的热压机或熨斗均可。这种工艺的好处是不但不会影响花样而且还取到定型熨平的作用,使花形平整美观,直观看不留下任何的衬料。不足之处是如果要进行染色处理之后被刺绣包针或小针步压住没有被热力完全溶解热的溶胶小屑就会显现。 纸 朴:也叫衬纸,稳定针迹及改善刺绣的顺滑程度的作用。剪朴:剪掉性的朴,通常用作底衬,刺绣完成后,可将剩下部份剪除。撕朴:是一种比剪朴较薄的纸朴,刺绣后,可随意撕掉多余部份。 七、绣花后处理 1、剪毛:剪线机将花边上的跳线(浮线)剪干淨。 2、补绣:补绣工用家缝纫机或专用绣花补绣机将机台上刺绣过程中出现的漏绣、移位等质量问题补绣好。 3、压膜:用热溶摸作爲衬布刺绣好的産品下机后要经过高温压膜处理从而使热溶摸熔化,只剩下刺绣在面料上的花边。批量压膜用专用压膜机处理,样品等少量可用熨斗处理。 4、定型:涤纶丝线生産的花边及涤纶等网布花边都要进行高温定型处理,使花边或网布在一定的高温下变性(变硬)而达到定型的目的。花边定型分爲大定、小定。 5、开条:又叫冲边,沿着打版设计好的包边用开边机冲开。有时也可用电烙铁烫开(主要朵花)。 6、水溶:以水溶布作爲衬布的花边都要进行水溶处理。水溶原理就是水溶布放在水温超过80℃的水中时会溶入水中。 7、染色:常温染色与高温染色。主要是按线及面料的上色特性来定。 8、上浆:又叫增硬。主要是对涤丝花边或人丝花边成品进行硬挺处理。 9、烘干:对花边进行干燥处理。 10、烫鑽:在花边成品上进行加鑽。可分爲手工烫鑽和设备烫鑽。 11、手订:人工在花边成品上订珠子,珠片,珠管、各种形状的亚克力等。 12、包装:按客人要求对花边进行包装。返回搜狐,查看更多 |
















































【本文地址】