表面粗糙度:您需要了解的一切 |
您所在的位置:网站首页 › 粗糙度的意义 › 表面粗糙度:您需要了解的一切 |
表面粗糙度:您需要了解的一切
|
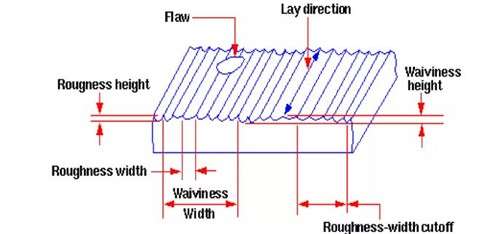
表面紋理的數值計算 量化紋理品質的三個基本參數是表面粗糙度、波紋度和鋪設度。
表面紋理輪廓 波紋度: 波紋度是指與法線表面的最佳寬間距偏差。波紋度長度用於測量任何表面紋理的波紋度。 放置: 它是指表面紋理的主要圖案,可以是垂直的、圓形的、平行的、徑向的、多方向的或其他,這取決於刀具和加工操作。例如,CNC車削可產生圓形紋理。 粗糙度: 與標稱(基礎)表面的重複或隨機偏差定義了表面粗糙度。例如,偏差較大表示表面粗糙,偏差最小表示表面光滑。在這三個參數中,表面粗糙度參數在製造中用於控製表面光潔度品質。 表面粗糙度參數平均表面粗糙度 “拉” 用於計算任何加工表面的粗糙度值。它被定義為「粗糙度輪廓與基體(標稱)表面的平均偏差」。它是通過將輪廓長度除以絕對粗糙度值積分來進行數學計算的。 有效值 是表面粗糙度數值計算中使用的另一個參數,透過表面微觀峰和谷的均方根計算。然而,「Ra」主要用於表示表面粗糙度,並且有不同的方法來測量其值。 粗糙度符號表面光潔度符號用於指示機械加工零件所需的表面光潔度等級。這些符號提供了向供應商和機械師傳達表面光潔度規格的標準方法。
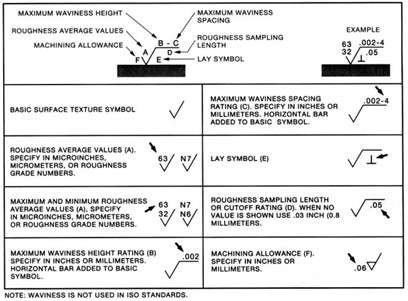
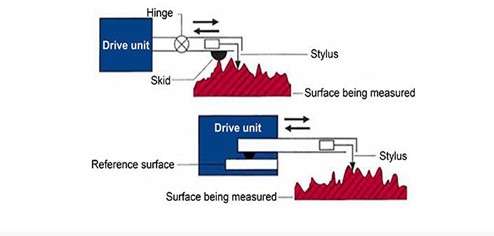
粗糙度符號 工業中使用的一些常見表面粗糙度符號包括: RA(平均粗糙度高度):表示表面的平均粗糙度高度,通常以微米 (μm) 為單位測量。 Rz(最大粗糙度高度):表示表面的最大粗糙度高度,通常以微米 (μm) 為單位測量。 RMS(均方根粗糙度):表示粗糙度輪廓與平均線的平均偏差,通常以微米 (μm) 為單位測量。 CLA(中心線平均粗糙度):表示表面中心線的平均粗糙度高度,通常以微米 (μm) 為單位測量。 AA(算術平均粗糙度):表示表面的平均粗糙度高度,通常以微英吋 (μin) 為單位測量。除了這些符號之外,各種行業標準還提供了更詳細的表面光潔度規範,例如 ISO 1302 和 JIS B 0601。 值得注意的是,表面光潔度符號的選擇取決於工作的特定要求,包括材料類型、使用的製造工藝和期望的結果。清晰準確地傳達所需的表面光潔度規格也很重要,以避免製造過程中的誤解或錯誤。 表面粗糙度符號表面光潔度符號用於指示機械加工零件所需的表面光潔度等級。這些符號提供了向供應商和機械師傳達表面光潔度規格的標準方法。 如何測量平均表面粗糙度「Ra」? 表面粗糙度 (Ra) 可以使用各種技術進行測量,包括直接、非接觸式、輪廓儀等。 讓我們更詳細地回顧一下每一項。 直接測量(觸針法)它是使用觸針式探針裝置測量表面粗糙度的接觸方法。連接到手寫筆的滑板或鞋子透過手或電動機構在表面上緩慢移動,遵循整體輪廓。它提供測量數據,探頭在表面上滑動。
從事觸針探針測量工作
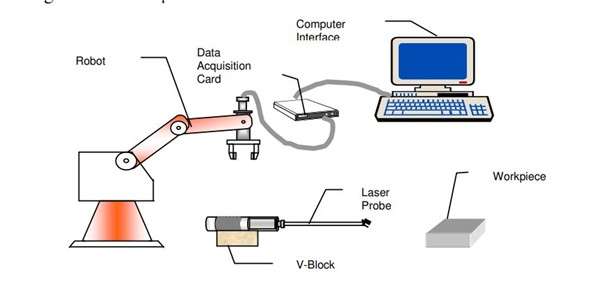
我們的測量範例 探頭記錄微觀幾何形狀,由於表面粗糙度而相對於滑移運動上下移動。觸筆追蹤微觀的峰和谷,並將垂直運動轉換成隨時間變化的電訊號,代表表面輪廓。使用輪廓計算與基準表面的偏差並給出粗糙度值“Ra”。 非接觸式測量非接觸式粗糙度測量方法使用光或聲音代替探頭和觸針,無需接觸測量表面即可提供輪廓。非接觸式測量方法的自動化設備提供了準確的粗糙度值。
非接觸式測量工作 (克勞迪奧·坎帕納,2007) 雷射或超音波沿著 X 和 Y 方向照射到測量部件的表面。一旦到達表面,就會以波形反射到設備。然後設備將波形資料傳送到電腦中,形成表面輪廓,透過電腦處理該輪廓後提供粗糙度。 比較法與我們之前討論的基於操作員和工程師視覺感覺的其他方法相比,它不是一種客觀的方法。比較方法涉及使用在相同設備和條件下加工的相同材料的現有樣品。 通常,製造商會為所有類型的材料製作不同粗糙度等級(Ra= 3.2 μm、1.6 μm、0.8 μm、0.4 μm、0.2 μm)的樣品,並使用這些樣品來確認新製造零件的粗糙度。比較是根據不同方面進行的,例如加工痕跡的強度、輝光等。
|

【本文地址】
今日新闻 |
推荐新闻 |