什么是等离子切割? 工作原理及其优点 |
您所在的位置:网站首页 › 等离子使用技巧 › 什么是等离子切割? 工作原理及其优点 |
什么是等离子切割? 工作原理及其优点
|
等离子切割作为一种金属制造方法比其他方法有几个好处。 这些优势包括成本效益、更广泛的金属切割范围、高精度和可重复性。 什么是等离子切割? 整个进程如何运作? 什么气体最适合在此过程中使用? 等离子切割机适用于哪些材料? 请继续阅读,我们会详细回答这些问题并为您提供有关等离子切割的其他重要信息。 等离子切割概述
等离子切割是一种金属制造工艺,使用加热到 20,000 摄氏度以上的电离气体0C 熔化金属材料。 这种气体在高压下喷射,熔化材料并从切口中去除材料。 请务必注意,此过程仅适用于不锈钢、铜、铝和其他金属等导电材料。 也就是说,等离子切割不能切割石头、纸张、玻璃和其他电的不良导体。 在切割厚金属时,该技术在成本效益方面无与伦比。 此外,它用途广泛,工具维护成本低。 它还具有很高的切割精度,非常适合切割具有复杂几何形状的零件。 简单了解了什么是等离子切割后,让我们来了解一下它的历史。 等离子切割的历史自 1957 年以来,等离子切割工艺就已经存在。它开始是 GTAW(钨极气体保护焊)工艺的延伸。 它最初的主要用途是切割厚度在半英寸到六英寸之间的钢板和铝板。 这个时代使用的等离子切割机不可预测,并且缺乏现代切割机的精度。 此外,由于过程中产生的热量,使用的电极和喷嘴很快就会损坏。 更换喷嘴和电极常常使这个时代的等离子切割变得昂贵。 1960 年代后期然而,在 1960 世纪 1970 年代末和 XNUMX 年代初,当工程师创造出双流火炬时,这项技术取得了突破。 该割炬有助于延长电极和喷嘴的使用寿命,同时提高切割质量和精度。 1970s工程师在 1970 世纪 XNUMX 年代通过引入水消声器和工作台来控制最初在切割过程中产生的烟雾。 他们还设计了更好的喷嘴,有助于提高电弧的精度,让操作员和机械师可以选择微调。 1980s1980 年代是工程师进行实验的时期,他们设计并实施了多项新功能。 这些功能包括基于氧气的等离子切割机,并通过改变功率水平提供更好的切割控制。 他们还专注于等离子切割装置的便携性,使其更符合人体工程学。 从1990年代至今到 1990 年代,由于使用耐用的氧气工艺,高清等离子切割机进入市场。 这些耐用的氧气工艺与新的喷嘴系统相结合,使这个时代的等离子切割机能够将能量密度提高到以前的四倍。 从 1990 年代至今,工程师的重点一直放在电源选项和控制以及提高效率上。 他们还提高了等离子切割机的精度,如今的模型提供更锋利的边缘和精确的切割。 便携式和自动化是等离子切割机工程师的其他方面,随着越来越多的手持设备投入使用,工程师们得到了显着改善。 现在我们知道等离子切割多年来是如何发展的,它是如何工作的? 等离子切割的工作原理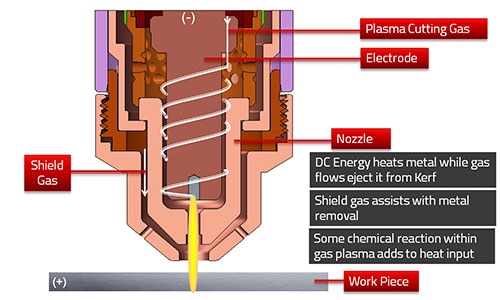
等离子切割工艺涉及使用热量来熔化金属而不是机械切割。 等离子切割机通过气体发送电弧来工作。 然后该气体通过收缩的开口(喷嘴)。 受限开口导致气体高速挤压通过,形成等离子体。 切割工件需要使等离子切割机的切割尖端经受工件。 还要注意,由于等离子的导电性,需要通过切割台将工件接地。 并非所有的等离子切割系统都以相同的方式工作。 但是,存在三种类型的切割过程。 三种切削工艺 高频接触: 这是一个低预算的形式。 此外,由于其高频会干扰现代设备的风险,因此该工艺不适用于 CNC 等离子切割机。 高频接触切割涉及使用高频火花和高压——等离子割炬与切割金属接触时形成火花。 触点闭合电路,引发火花,并产生用于切割的等离子。 引弧: 在此切割过程中,通过低电流电路和高电压的组合在割炬内部产生火花。 这种火花有助于产生引导电弧,即少量等离子。 在与工件接触时,等离子切割机会产生切割电弧,使机械师或操作员能够开始切割过程。 弹簧式等离子枪头: 要形成短路,操作员将割炬压在工件上。 短路后,电流开始流动。 为了建立引弧,操作员释放压力。 过程中使用的气体该过程中使用的气体类型取决于切割方法、切割材料和厚度。 除了确保等离子射流的形成外,所使用的气体还应有助于从切口中排出熔融材料和氧化物。 等离子切割最常用的气体包括: 氩氩气是惰性气体,等离子弧稳定。 稳定性意味着这种气体在高温下几乎不与任何金属发生反应。 用于氩气切割的电极和喷嘴通常比用于其他气体的电极和喷嘴具有更长的使用寿命。 由于等离子弧和热函较低,氩气在切割过程中存在局限性。 另外,在氩气保护环境下使用氩气切割,必然会出现夹渣问题。 这主要是由于熔融金属的表面张力比氮气环境中的表面张力高约 30%。 这些问题是氩气很少用于等离子切割的原因之一。 氮氮气比氩气具有更好的等离子弧稳定性和更高的能量射流,尤其是在更高的电压供应下。 此外,即使在切割高粘度金属(如镍基合金和不锈钢)时,它在切口下边缘形成的熔渣也很少。 氮气作为独立气体或与其他气体结合使用。 也便于碳钢的高速切削。 空气空气中含有 78% 的氮气和 21% 的氧气,使其成为等离子切割的合适气体。 空气中的氧气成分使其成为切割低碳钢时速度最快的气体之一。 此外,由于空气无处不在,因此它是一种经济的气体。 不利的一面是,用于此过程的电极和喷嘴通常使用寿命较短,从而增加了切割成本并降低了效率。 此外,使用空气作为独立气体存在问题,因为它会导致挂渣和切割氧化。 氧与空气一样,氧气也会提高切割低碳钢的速度。 使用高能等离子弧切割和氧气高温提高其速度。 但是,要使用氧气,最好将其与耐高温和抗氧化的电极配对。 氢氢气的作用通常是作为辅助气体与其他等离子切割气体混合。 最常见的组合之一是氢气和氩气,它会产生等离子切割中最强大的气体之一。 将氩气与氢气混合可显着提高氩等离子射流的电弧电压、热函和切割能力。 当被水射流压缩时,这种组合的切割效率也会提高。 等离子切割中常用的气体有几种。 下表显示了这些气体、切割的材料以及气体相对于材料的优势。 材料厚度等离子气体二次气体备注结构钢 0.5 至 8mm氧氧气或氧气/氮气或氮气无毛刺边缘可以容忍方形度,具有类似于激光切割的光滑度结构钢 4 至 50mm氧氧气/氮气或氮气或空气无毛刺达 20 毫米,切割表面光滑,直角公差达 25 毫米,类似于激光切割高合金钢 5 至 45mm氩气/氢气/氮气氮气或氮气/氢气高达 20 毫米无毛刺,切口光滑,垂直度公差差铝 1 至 6 毫米压缩空气氮气或氮气/氢气无毛刺切割,表面可以是粗糙的或颗粒状的,允许近乎垂直的切割铝 5 至 40 毫米氩气/氢气/氮气氮气或氮气/氢气无毛刺达 20 毫米、颗粒状或粗糙表面,允许近乎垂直的切割 等离子切割材料有很多材料可用于等离子切割。 这主要是因为该过程可以切割任何导电材料。 以下是该技术最常用的材料。 铝材料铝具有导电性,因此等离子切割成为制造它的理想工艺。 此外,与激光切割等其他铝制造方法相比,该工艺具有处理较厚金属的优势。 它可以切割厚度达 160 毫米的铝。 
此外,由于操作和设备成本较低,使用等离子切割制造铝材更具成本效益。 低碳钢低碳钢是一种含碳量低的钢种,通常最多约 2.1%。 由于其适合多种用途的特性,它是最常用的钢材之一。 此外,低碳钢的获取成本不高,而且它具有高冲击强度、可焊性和延展性等特性。  不锈钢
不锈钢
不锈钢是一种既耐腐蚀又防锈的铁合金。 等离子切割是制造这种金属最有效的方法之一,因为它允许切割厚度达到 30 毫米。 适合切割的不锈钢等级包括: 304、304L、316、316L、321、310S、317等  黄铜
黄铜
黄铜是另一种使用等离子切割很容易制造的金属。 这是由于其高导电性。 但是,在使用这种方法制造黄铜时,最好在通风良好的地方进行。 这是因为黄铜中含有锌,吸入含有锌的燃烧烟雾有害健康。  铜
铜
铜具有贵金属以外所有材料的导热性和导电性。 这种金属的重要品质包括: 耐腐蚀、高延展性和可焊性。 这些特性,包括其高导电性,使铜成为等离子切割的理想金属。 然而,与黄铜一样,在通风良好的区域切割这种金属很重要。  铸铁
铸铁
这种金属因其低成本和延展性而广受欢迎。 它含有微量元素,如锰、硫、磷和硅。 铸铁导电性好,抗压强度高,熔化温度低,非常适合等离子切割。  等离子切割的优点
等离子切割的优点
与其他方法相比,使用等离子切割进行金属制造有几个优势,从成本效益到更高的生产率和更好的切割质量。 这里有一些其他的优点。 高切割质量与火焰切割等其他金属制造工艺相比 水刀切割,使用等离子切割机切割可为金属提供更高的切割质量。 这是由于金属切口边缘没有残留浮渣,热影响区面积较小。 多功能性和灵活性这个过程可以切割任何导电的金属,这使得它用途广泛。 可轻松切割中、高厚度的铝、高合金钢等金属。 它非常适合凹槽切割、规划或标记金属。 此外,该过程还可以在降低噪音水平的情况下在水中切割金属。 高速等离子切割比激光切割快 100 倍,比火焰切割快约 10 倍。 换句话说,与其他方法相比,它提高了生产率并减少了金属制造所花费的时间。 更高的精度和可重复性由于过程中涉及的热量,切割的零件具有更高的精度和表面质量。 此外,制造速度提高了可重复性,同时减少了加工金属所花费的时间。 您是否正在寻找使用等离子切割来制造金属? 当您可以外包给像 RapidDirect 这样更有能力的人时,为什么还要让自己承担流程中涉及的风险呢? RapidDirect 是全球最好的等离子切割公司之一,提供范围广泛的 等离子切割服务. 我们先进的等离子切割机可以切割各种金属,厚度低至 15 毫米。 在 RapidDirect,我们以生产在不同行业中使用的具有高精度和一致性的等离子切割零件而自豪。 那么,为什么要等待? 立即联系 RapidDirect 获取等离子切割零件。 立即试用 RapidDirect! 所有信息和上传都是安全和保密的。 获取即时报价 等离子切割的缺点尽管使用等离子切割制造金属有很多好处,但也存在缺点。 仅切割导电材料 不适合超过 150 毫米的厚度 在此过程中产生的明亮闪光会对人眼造成负面影响 操作有时很吵 在空气中切割时会产生烟雾 使用喷嘴和电极等低寿命耗材可能成本高昂 结论等离子切割是一种涉及使用第四阶段物质切割导电金属的工艺。 该工艺具有许多优势,包括更高的生产率、多功能性、精度和表面质量。 为了充分利用等离子切割作为金属制造工艺,您需要 RapidDirect。 我们提供全球最好的等离子切割服务之一,并提供其他切割服务,如 激光切割。 此外,我们拥有最快的交货时间之一,同时提供具有竞争力的价格。 想与我们合作? 只需将您的设计上传到我们的 在线平台 获取即时报价! |
【本文地址】
今日新闻 |
推荐新闻 |