ZGM 中速辊式磨煤机安装要点分析及控制 |
您所在的位置:网站首页 › 磨煤机减速机的作用 › ZGM 中速辊式磨煤机安装要点分析及控制 |
ZGM 中速辊式磨煤机安装要点分析及控制
|
赵忠民 元 涛 (上海电力安装第二工程有限公司) 0 引言ZGM中速辊式磨煤机主要由机座、减速机、磨盘、喷嘴环、机壳、磨辊、拉杆加载装置、液压加载系统、分离器及密封系统等部分组成。由于磨煤机由下至上各部件之间结构紧凑,而且对各处间隙的要求也相当严格,因此在磨煤机设备整个安装过程中,需保证各部件的安装标高、中心线、水平度、同轴度等数值误差被限制在一定标准范围内。为此,应对安装工艺不断进行改进与适当提高,从而保证磨煤机符合各项安装标准,且运行指标具有一定的可靠性。 1 工作原理ZGM磨煤机整体结构是由电动机直接带动减速机,并以相应的减速比来传动,3个独立的磨辊则利用液压加载装置被向上顶起,和磨盘之间保持相对间距。在原煤从中心落煤管下落后,通过锥形罩均匀分布并完全填充了这个空隙之后,才能将磨辊放下,利用磨辊自身重量及液压系统提供的加载力来增加碾磨压力,对原煤进行碾压。碾磨压力主要来源于液压油站提供动力的液压缸,比例液流阀接受DCS给定的和给煤机同步的4~20mA指令,根据磨煤机出力大小,在线自动调节磨辊的加载力。三个磨辊沿圆周向均布在磨盘滚道上,并通过静定的三点系统,碾磨力均匀作用至三个磨辊上。原煤的碾磨和干燥同时进行,一次风通过喷嘴环均匀进入磨环周围,把经碾磨后切向飞出磨环的煤粉与锅炉混合物烘干后运送至磨煤机上部的分离器,在分离器中进行分离,粗粉在重力作用下被分离回磨环重磨,而合格的细粉则被一次风带出。不易碾磨的石子煤、三块(石块、木块、铁块)等通过喷嘴环落到一次风室后,被刮板刮进排渣箱,由人工定期清理。 本文以某ZGM中速辊盘式磨煤机为例进行详细分析,可以发现ZGM磨煤机工作的主要过程与重要装置为:碾磨部分由旋转的磨环和三个固定且能自转的磨辊组成。需要加工的原煤通过磨煤机的中央落煤管坠在磨环上,旋转磨环利用离心力作用使原煤运动至碾磨滚道上,再利用磨辊进行碾磨。碾磨力均匀作用至三个磨辊上,经磨环、磨辊、压架、拉杆、传动盘、减速机、液压缸后通过底板传至基础。 2 安装要点分析ZGM磨煤机安全、平稳运行的基本要求:①振动不超过标准,动静部件间无异常摩擦、卡涩、冲击,轴承工作温度不超温,液压油、润滑油及冷却水系统正常投运,无漏粉透风,磨辊油封无渗油等。②保证安装质量,安装中各项数值均需符合设计要求,考量部件的安装方法、顺序、控制是提高安装质量的关键所在,包括基础麻面凿制、二次灌浆、减速机台板水平、机座与减速机同轴、液压油洁净冲洗等。③磨煤机工艺质量,设备说明书是依据,施工措施是基础,工艺改进和控制是关键,也是保证磨煤机工艺质量和运行指标得以实现的重要因素[1]。 3 安装过程中的控制要点3.1 基础麻面凿制磨煤机基础麻面凿制是安装前的首要工作,对提升基础二次灌浆结合力有着重要的影响。在基础麻面处理中,凿制方法不当会对基础麻面效果大打折扣,以致降低二次灌浆结合力,也为磨煤机试运中可能产生的异常振动埋下伏笔。所以,需通过改进和完善凿制方式来提高基础麻面的凿制质量。 首先,在方法上采用机械和人工凿制相结合方式,避免条状凿制,以三角错开方式进行基础麻面凿制。先采用机械大规模凿制,然后通过人工对剩余浮浆进行精细化凿制清除,凿制过程中所产生的浮灰利用压缩空气跟进吹扫或大型吸尘器吸附清除(如图1所示)。其次,依据相关规范结合过往施工经验所积累的数据拟定控制质量标准:凿制范围不少于基础表面的90%,相邻凿制点距30mm左右,深度不小于15mm,且露出石子或坚硬混凝土表面,以保证磨煤机一次浇筑混凝土、二次灌浆、台板三者之间结合力更加强固。
图1 基础麻面凿制后清理 3.2 基础台板水平找正减速机台板水平度对磨煤机平稳运行有着直接影响,一旦水平值超标(标准为<0.10mm/m),将会使坐落在减速机上方的磨盘与三个磨辊之间的运转间隙产生不均,从而引起磨煤机运行中异常振动。 此外,台板就位前,对粘附于台板下方(反面)的油污、铁锈、毛刺、灰尘等杂物应彻底清除,避免降低二次灌浆的附着力,应采用钢刷、角磨机结合清洁液进行清理。 由于火电机组迅速发展,对磨煤机的需求量不断增多,磨煤机基础台板多为锻制件,厂家鉴于时间利益的考虑,一般不采用自然时效(大气中至少放置半年,效果优于人工时效),均采用人工时效来消除锻制台板应力,后经车削后直接发运工程现场进行安装,因此有时会导致水平值超标(大于0.10mm/m)现象。为此,安装过程中台板就位后不急于找正,而应采用铸钢长平尺检查其平整度是否合规(如图2所示)。在超标不多的情况下,为不影响安装工期,可现场直接处理,采用红丹粉结合平板推磨检查,用铲刀或角磨机轻度有序地对高出点进行修整。
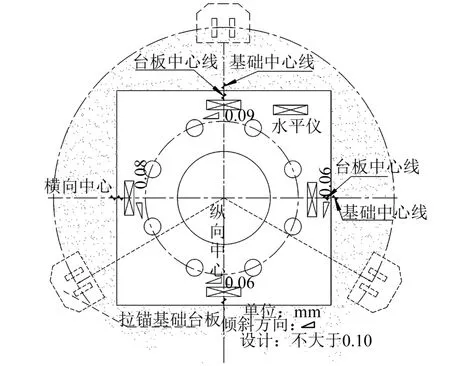
图2 台板平整度检查 台板水平找正采用框式水平仪(如图3所示),摆放位置以基础台板纵横中心边缘处为基准。为避免框式水平仪自身微量误差而影响找正精度,在确定框式水平仪纵横摆放位置后,用醒目的记号笔对框式水平仪位置进行划定标注,以便于找正过程中180°反向来回复测,从而确保找正数据的精准性。
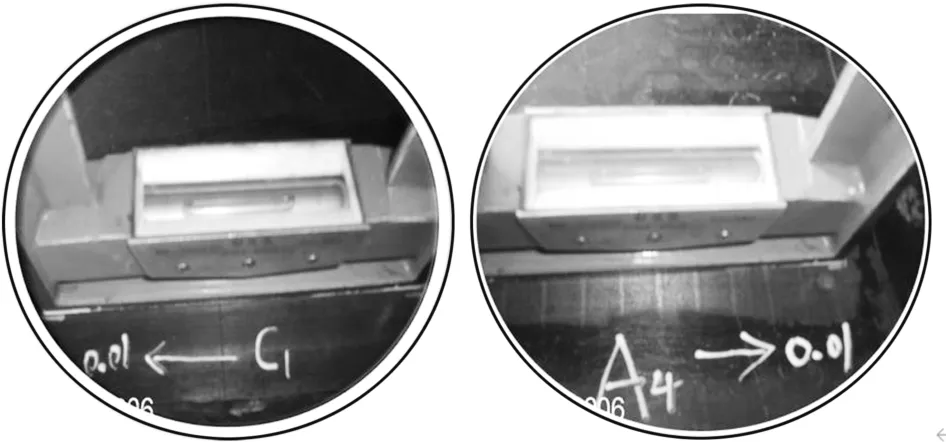
图3 磨煤机台板水平找正 在找正顺序上,首先找正台板纵横中心上的标记与基础纵横中心对齐,再测定台板标高是否符合相关的标准,最后找正台板纵横方向水平度符合≤0.10mm/m,按力矩分次对称紧固地脚螺栓。 对于台板地脚螺栓拧紧方式,按设计初紧力矩值的1/2逐步进行,不可一次拧紧至初紧力矩。拧紧过程中密切注意设置在台板上的框式水平仪水泡偏移情况(如图4所示),一旦发现偏移,立即停止继续拧紧,应对其反向的地脚螺栓逐步拧紧且注意水泡位移。按上述方式来回拧紧至设计初紧力矩值,并记录最终台板水平数据。
图4 台板紧固中水平仪水泡偏移控制 3.3 基础台板二次灌浆减速机台板二次灌浆是在台板水平找正且验收合格后进行,浆料选用、灌浆流向、养护期限等相关因素对基础灌浆质量有着一定的影响。 在灌浆前,复查地脚螺栓盒上端橡胶垫封堵是否严密,防止二次灌浆时浆料进入地脚螺栓匣内。用压缩空气和吸尘器对基础表面再次进行吹扫、吸附干净,提前12h对基础表面充分洒水且湿润。 在灌浆中,灌浆料应采用无氯化物、防油的抗收缩水泥,颗粒结构为0~8mm。灌浆顺序依据现场实际情况,自行确定一端向另一端顺流且无间断落浆,灌浆过程中严禁外力冲击基础台板。切勿为了赶进度,各处同时灌浆,致使台板下方空气不易排尽,从而导致底板出现空洞现象。经过不少于7天的养护,且强度达到要求后方可按力矩值对称终紧地脚螺栓(如图5所示)。
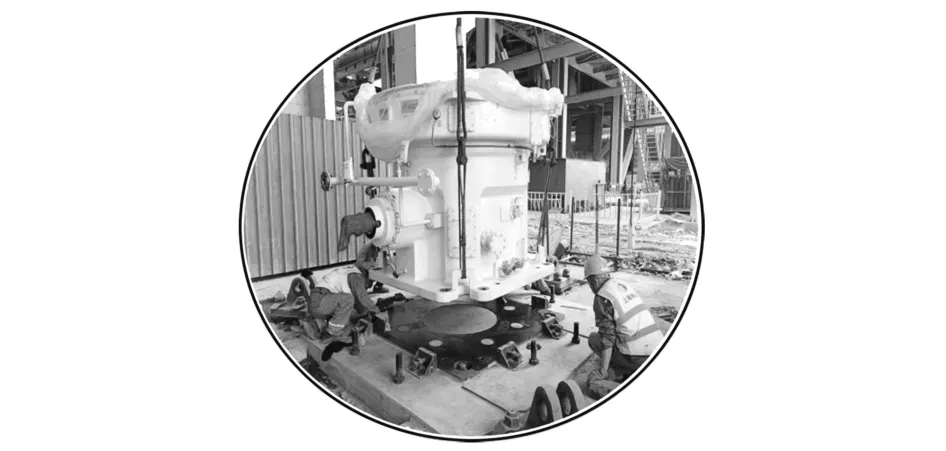
图5 台板灌浆后紧固清理 3.4 减速机安装减速机底平面清洁到位是减速机安装的前提条件,为了保证施工中的安全,减速机清理工作前需要做好相对应的临时支撑,利用过轨吊将减速机吊起后放在支撑架上进行清理,彻底清理掉减速机底面的毛刺、杂物。 在彻底清理减速机台板加工面后,应徒手在台板上抹一层薄薄的MoS2润滑脂,既能保证台板接触面油膜的均匀性,又能检测台板上遗漏的毛刺及杂质,避免杂物致使结合面间隙超标。 减速机就位采用专用吊环,两组对角起吊的钢丝绳其一端必须采用链条葫芦挂钩,确保减速机就位过程中的水平可控(如图6所示)。减速机就位后,使用千斤顶调整减速机位置,使减速机底部边缘上的中心线标记与台板上中心线标记相吻合,其中心线的最大允许误差为±0.40mm。在自然结合状态下,用0.05~0.10mm塞尺对减速机与台板的结合面进行间隙检查,结合间隙<0.10mm,然后徒手带紧台板所有的支撑定位螺栓。在减速机与台板连接螺栓紧固过程中,不排除减速机纵横中心线与台板纵横中线产生微量位移,从而导致返工重新找正的情况。为此,在紧固过程中,一方面,应依据力矩值逐步分次对称紧固,另一方面,检查台板支撑定位螺栓处于徒手带紧状态,切勿松动。
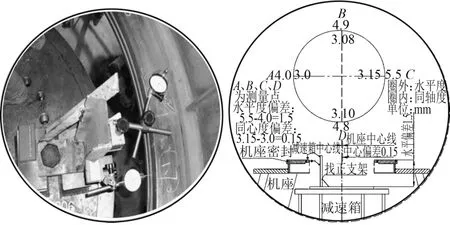
图6 减速机就位中 3.5 机座与减速机同轴度、水平找正机座与减速机的同轴度、水平度对磨煤机气封密封及平稳运行有着重要的影响,尤其是同轴精度会对碳精密封使用寿命及漏粉漏风产生直接的影响,也是历来同轴度找正较为棘手的问题。 传统安装方法是在基座就位后,其与减速机的同轴度、水平度找正采用吊线锤水平测量。该工艺对于同轴度的找正难度特别大(同轴度标准为<0.5mm),整个找正过程不易把控,会过度消耗同轴度找正用时,而且找正精度又不高(人工观测精度≥0.5mm),可以说在以往施工中同轴度找正<0.5mm的记录数据真实性不足。 针对上述情况,突破传统思维,自制一套找正支架用于同轴度与水平度的找正(如图7所示)。利用减速机上方输出法兰,通过连接螺栓安装找正支架于输出轴法兰上,然后在机座密封周向和端平面上分别设置一只百分表。通过盘动减速箱(齿轮箱内按要求加油),找正机座与减速机的同轴度和水平度。该找正方法的应用,不仅显著地提高了找正精度,而且还加快找正进度,节约了工期。对于同轴度为0.15mm的找正数据,按传统工艺根本不可能实现。事实证明,采用自制找正支架,无论在精度上,还是在速度上明显优于传统方法,更重要的是对提高碳精气封密封的使用寿命以及降低漏粉漏风量有着显著的作用。
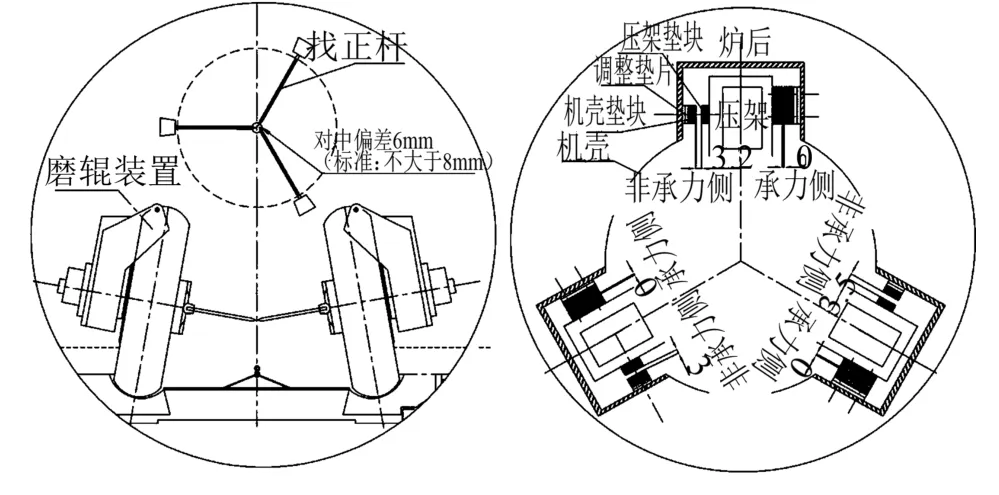
图7 减速机与机座同轴度、水平度找正 3.6 磨辊安装时的找正及压架导向装置间隙调整磨辊安装保持架固定在机壳上,在辊架上安装磨辊起吊工具,把磨辊装置吊入机壳就位。为了防止磨辊翻倒及顺利开展下面找正工作,应使磨辊安装保持架上的螺孔与辊架上的螺孔中心交汇,然后将磨辊与保持架用螺栓固定。需要注意的是,磨辊就位时应将辊芯上的放油孔之一转到最低点,以便安装就绪后将磨辊中的防锈油排放干净。拆下磨辊起吊工具,将磨辊找正杆插入磨辊端盖孔中,对磨辊初步找正,使三个找正杆尖端标高大概一致且对中。 压架就位后通过铰轴连接铰轴座与辊架,拆下磨辊安装保持架,此时磨辊应在磨盘滚道中。从上部引铅垂线来确定磨煤机中心,调节导向板后的调整垫片,使三个找正杆尖端与磨辊中心线相交(如图8所示),三个尖端的标高和对中偏差不超过8mm即可,再调整压架与机壳导向装置间的间隙,使机壳承载侧导向板与压架定位面间隙为零,机壳非承载侧导向板与压架定位面间隙为3~5mm,然后把压架导向装置用螺栓紧固在机壳上。
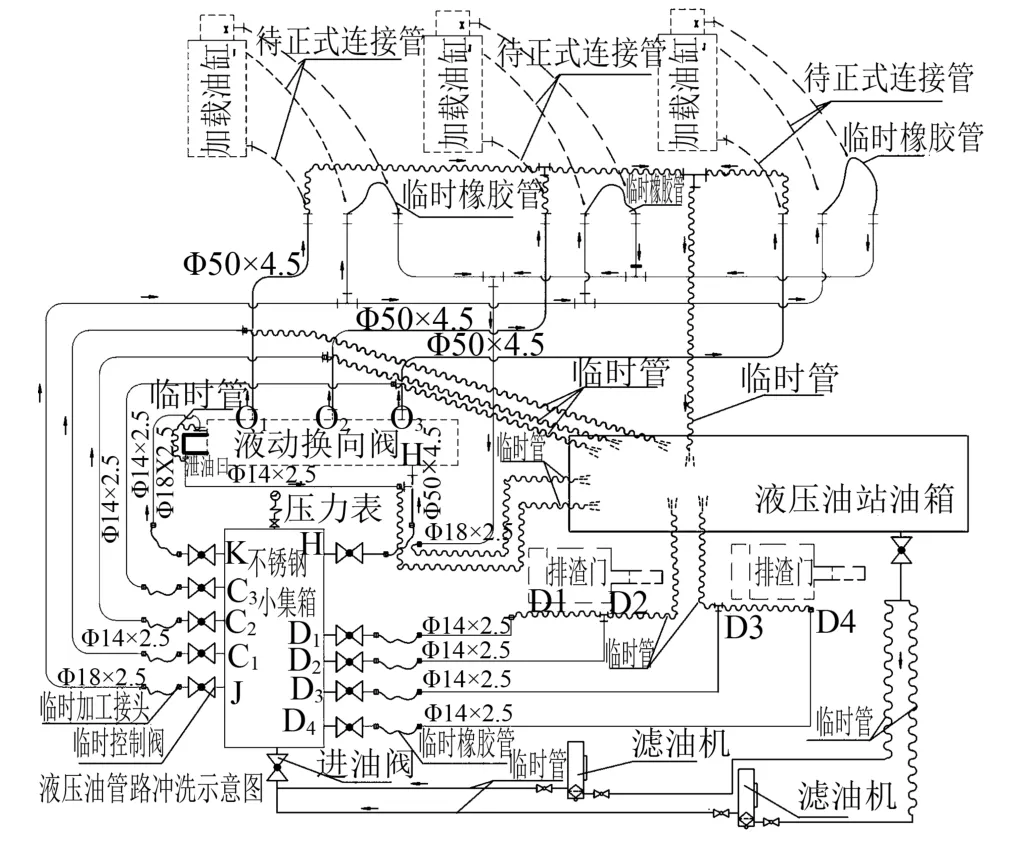
图8 磨辊对中找正 3.7 液压油管路洁净冲洗ZGM磨煤机安装中,液压管路安装是设备中最为繁琐且细致的工作。其中,液压管路液压油的洁净冲洗尤为棘手,过度消耗时间一直是液压管路冲洗上的难题,甚至会对磨煤机如期调试产生不利的影响。为此,如何利用最短的时间完成合格的冲洗是关键所在。 一方面,滤油机选型上以冲洗压力不低于0.5MPa、冲洗量不低于200L/min的真空滤油机(能快速、高效除去油中的水分、杂质、烃类等有害成分)为主。冲洗介质以实际用油(46号液压油)为原则,避免不同的残留油而影响加载功效。滤油机滤芯采用多规格配置(≤10μm、≤5μm),冲洗时先粗后细。 另一方面,在冲洗工艺上,采用分流合一的方式制作不锈钢小集箱(如图9所示),既能单管冲洗又能多管同时冲洗,以小集箱压力不低于0.2MPa为冲洗基准,当小集箱压力低于0.2MPa时,通过控制阀切换关闭一条或几条冲洗管路,确保在冲管路的压力和流速,使整个冲洗过程可控。小集箱连接于滤油机和被冲洗的液压管路之间,冲洗时,由小集箱上的控制阀对各路管道进行切换式冲洗。该工艺措施既规避了整台磨煤机液压管路需分多次拆装冲洗的繁琐工作,同时也防止了换拆液压管路时对洁净管路的二次污染。在临时油箱选用上,以磨煤机液压油箱作为冲洗储油箱。冲洗过程中可启用临时加热,加热油温至50℃左右,使油液黏度降低,减小管壁内污染物的附着,从而提高冲洗介质功效。
图9 采用小集箱分配式冲洗示意图 案列:2009年漕泾一期1000MW 机组1号炉6台ZGM133G型磨煤机液压管道通过上述冲洗方式,在选用2台滤油机情况下,仅用20天就完成了液压管路冲洗工作,且一次取样化验合格。按传统冲洗,仅一台磨煤机的液压管路冲洗所耗时间就将近一周。 4 结束语随着科学技术的发展与安装工艺的完善,对磨煤机安装过程中的品质追求也在日益提高,需要在总结传统安装方法与经验的同时,探求更合理、更高效的安装工序和具体工艺。因此,从安装角度分析磨煤机的各个要点以及控制措施,有针对性地进行质量控制和安装工艺优化,对提高ZGM中速辊式磨煤机安装质量可靠性、长寿命周期有着重要的意义。 猜你喜欢 台板磨辊同轴 同轴单元的先驱者 Tannoy(天朗)家庭影院技术(2021年3期)2021-05-21皮革真空干燥机台板温度场仿真及流道优化机械设计与制造(2020年9期)2020-09-15BPRT同轴机组在高炉上的应用设计冶金设备(2019年6期)2019-12-25简述唐钢热轧磨辊间管理系统电子测试(2018年18期)2018-11-14变速箱输入轴内孔同轴度检具设计制造技术与机床(2018年8期)2018-10-09磨煤机磨辊辊套与磨辊座间连接方式的研究装备机械(2017年3期)2017-11-09毛巾涂料印花台板胶的研究与选用福建轻纺(2016年8期)2016-10-16影响磨辊磨损失重的技术参数优化中国粮油学报(2016年5期)2016-01-23改进裁剪台板设备管理与维修(2015年2期)2015-12-25基于VB的磨辊脱层与表层裂纹超声C扫描系统应用技术学报(2014年2期)2014-02-28
|



 电气技术与经济2024年1期
电气技术与经济2024年1期【本文地址】
今日新闻 |
推荐新闻 |