首钢股份碗式磨煤机调试经验推广 |
您所在的位置:网站首页 › 磨煤机减速机更换过程 › 首钢股份碗式磨煤机调试经验推广 |
首钢股份碗式磨煤机调试经验推广
|
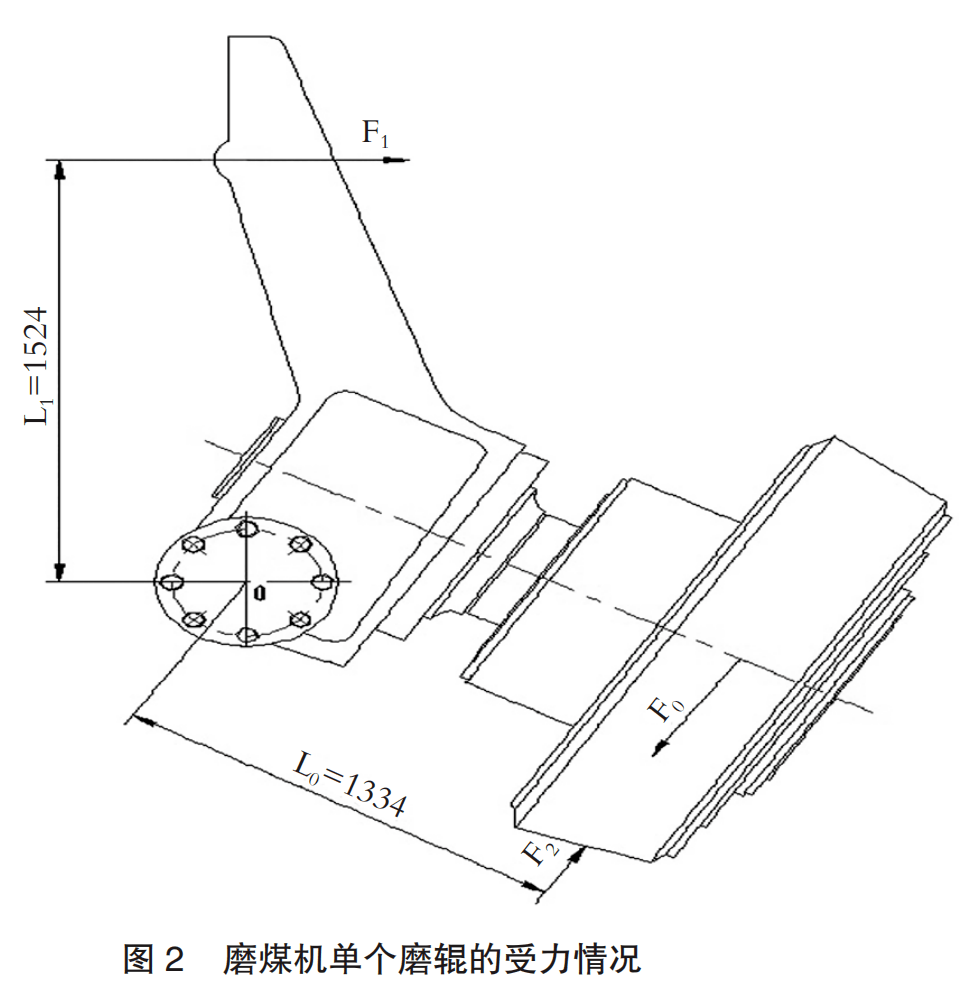
HPS1203磨煤机与MPS磨煤机相比有三点不同,一是HPS1203磨煤机的三个磨辊与加载弹簧是独立的个体,可以分别进行更换,单个磨辊的磨损情况不会影响整台磨煤机的使用,而MPS磨煤机的三个磨辊的加载装置安装在一个三角支架上,单个磨辊的磨损对整台磨煤机影响较大。二是HPS1203磨煤机有三个检修门,理论上HPS1203磨煤机可以同时打开检修门更换磨辊,而MPS型磨煤机只有一个检修门,只能逐个更换磨辊。三是碗式磨煤机磨辊与磨碗之间存在间隙,启动时更加平稳。 3 . HPS1203磨煤机调试 3.1磨煤机空负荷试车 磨煤机空负荷试车时,试车过程中设备运转正常,各项运行参数符合要求,从运行结果来看,磨煤机空负荷试车参数在要求范围之内,各种技术指标满足设计要求。 3.2磨煤机重负荷试车 磨煤机重负荷调试初期出现异常振动,减速机水平最大振动值达到60mm/s,同时磨煤机弹簧加载装置振动剧烈,造成紧固螺栓松动,磨辊耳轴螺栓断裂三条。 3.3磨煤机的调试 磨煤机出现振动异常后,从设备安装情况、参数设计情况进行了逐项分析。经检查,磨煤机磨辊耳轴止推端间隙不符合设计要求,对其进行了重新调整。而后再次试车,同样出现了剧烈振动的情况。 第一次调试失败后,对磨煤机运行的整个系统进行重新检查,认为岗位操作没有问题、各项控制参数均在允许的范围之内,检查给煤机运行精度能够满足磨煤机的运行要求。检查原煤粒度时发现首钢股份选用的原煤粒度较小,认为原煤粒度小使磨辊与磨碗衬板之间的摩擦力变小,煤层薄时由于摩擦力小不能带动磨辊转动而引起磨煤机的振动。 第二次调试,随着给煤量的增加磨煤机振动逐步增大(集中体现在磨煤机弹簧加载装置振动异常),磨煤机仍然不能正常使用。 通过前两次试车的情况来看,磨煤机的振动源来自弹簧加载装置。找到磨煤机振动的主因后决定对磨煤机进行第三次调试,拆除弹簧加载装置只靠磨辊自重检测其运行情况。拆除弹簧加载装置后,磨煤机最大给煤量达到30t/h,磨煤机运转平稳,给煤量再增加时排渣口开始大量吐煤,说明磨辊自重不能维持较大给煤量。 3.4磨煤机振动原因分析 通过对HPS磨煤机三次调试进行综合分析,磨煤机各工艺参数、岗位操作、设备安装没问题,只是在使用冶金行业的原煤时磨煤机稳定运行平衡点在设计参数之外。只有找到此条件下稳定运行的平衡点才能保证磨煤机在采用冶金行业中喷吹煤时的正常使用。 磨辊碾磨过程中磨辊以耳轴为中心进行摆动。当磨辊与磨碗衬板之间的煤层达到一定厚度时,碾磨力形成的力矩超过磨辊自重和弹簧预紧力形成的力矩,预紧弹簧将被压缩,随着煤层厚度的不断变化,会引起加载弹簧频繁的压缩放松。如果磨煤面间隙调整得不恰当,就无法形成稳定的煤层,会引起弹簧加载装置压缩量变化幅度过大,导致剧烈振动。单个磨辊受力情况见图2。 图2中:F0-磨辊自重分量,随着煤层厚度变化会有所变化;F1-磨辊头弹簧预紧力,可根据专用工具进行调节;F2-磨辊与磨盘衬板之间形成煤层后碾磨力将弹簧压缩变形的临界碾磨力;L1-磨辊头到耳轴O点距离;L0-磨辊中心线到耳轴O点距离。
磨辊以耳轴O点为中心摆动,弹簧加载装置初始压缩量即将变化时,磨辊受力达到力矩平衡。根据力矩公式M=L×F,临界碾磨力F2的力矩M2为磨辊自重分力矩M0与同方向上的弹簧加载分力矩M1之和,由于L1、L0、F0数值不变,临界碾磨力F2与弹簧预紧力F1成正比。 通过上述综合分析认为磨煤机重负荷时随着原煤层厚度增加,磨辊和磨碗衬板之间的加载力也逐步增加,当原煤层达到一定厚度时磨辊和磨碗衬板之间的原煤夹紧力超过磨辊自重及弹簧加载预紧力时,弹簧加载装置的弹簧受力压缩,磨辊被原煤层抬起,此情况下弹簧加载装置频繁动作造成磨辊加载架与磨辊拉杆之间频繁撞击引起磨煤机异常振动。 综上所述,可以通过两种手段调整磨辊与磨碗衬板间的预加载荷达到磨煤机平稳运行的目的。 1)调整磨煤机弹簧加载装置预紧力。HPS碗式磨煤机运行时的加载力由弹簧加载装置的弹簧预紧力提供,给煤量低时磨辊的自重能够提供磨煤时的碾磨力,随着给煤量的增加,磨辊自重提供的加载力小于磨辊与磨碗衬板之间的碾磨力时,磨辊将被抬起,这时磨辊头与加载弹簧接触,由磨辊自重与加载弹簧共同提供碾磨力,因此可以通过调整加载弹簧预紧力的大小可以对磨煤机加载力进行调整。 2)调整磨辊与磨碗衬板之间的间隙。在相同给煤量的前提条件下,增大磨辊与磨碗衬板之间的间隙,这样磨辊与磨碗衬板之间碾磨力降低后可防止弹簧加载装置的弹簧被频繁的压缩,消除引起磨煤机振动的源头。 考虑到磨煤机的安全运行系数和磨煤机出力,最终决定保持弹簧预紧力不变,通过调整磨辊与磨碗衬板之间间隙的方法调整磨辊与磨碗衬板间的预加载荷。 HPS1203磨煤机磨煤面设计间隙为5-8mm,在保证弹簧加载力不变的条件下,我们逐步对磨煤面间隙进行调整,设备最终平稳运行,这一结果验证了我们的分析与结论。随着生产能力的逐步扩大,实际出力达到设计能力。成功解决了投产初期碗式磨煤机剧烈振动无法使用的问题。 3.5 HPS磨煤机调试方法总结 1)磨煤机调试期间三个弹簧加载装置中的任意一个出现异常振动时说明磨辊与磨碗衬板之间碾磨力已经大于加载弹簧的预加载荷,逐步调高磨辊与磨碗衬板之间的间隙直到磨煤机运行稳定为止。 2)磨辊与磨碗衬板间的最终间隙大小以磨煤机的稳定运行情况来定。 3)由于加大了磨辊与磨碗衬板的间隙,磨煤机启动时给煤量也要做适当调整。 4 . 结论 随着高炉的大型化,高炉喷煤量也在不断增加,选择合适的磨煤机机型至关重要。而MPS中速磨煤机与HPS碗式磨煤机目前都是国内冶金行业使用的主要机型。本文重点介绍了HPS1203磨煤机设备调试成功的整个过程。由于HPS1203磨煤机是当时国内出力最大的碗式磨煤机,没有经验可以借签,通过对它的调试总结出了该类型磨煤机在冶金行业采用喷吹煤的调试方法,该调试方法的成功应用为HPS碗式磨煤机的在冶金行业的推广使用提供了借鉴。 (李立彬 宋云山 王宇哲 赵满祥 刘涛) 本文摘选自本报2021年第13期B06部分内容,若要详细了解更多相关行业和技术信息,请关注本报纸质报纸每期A版和B版内容,或者登陆本报手机APP客户端,或者本报网站新址:http://www.worldmetals.com.cn/电子报阅读全文。转载请注明出处。 扫 码 微信品牌推广电话 《世界金属导报》 邮发代号:1-241 国内统一刊号:CN11-4676/F 全年定价:288元/年 投稿信箱: [email protected]返回搜狐,查看更多 |
【本文地址】
今日新闻 |
推荐新闻 |