锂电池失效原因里,极片涂布工艺占10% |
您所在的位置:网站首页 › 电池涂膜过程视频 › 锂电池失效原因里,极片涂布工艺占10% |
锂电池失效原因里,极片涂布工艺占10%
|
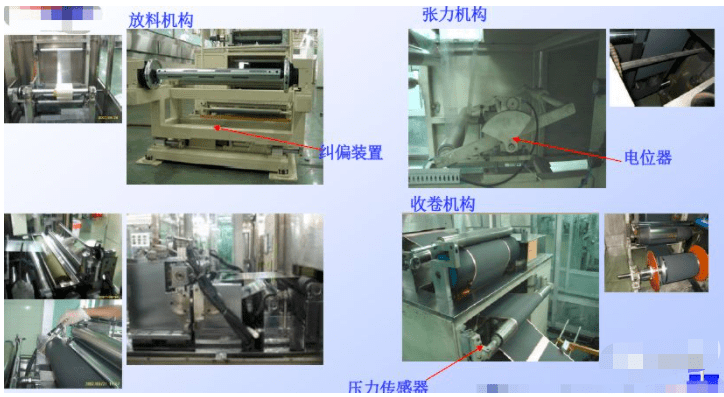
图1 涂布机设备主要构件 辊涂转移式:涂辊转动带动浆料,通过逗号刮刀间隙来调节浆料转移量,并利用背辊和涂辊的转动将浆料转移到基材上,工艺过程如图2所示。 图2 逗号刮刀涂布机 辊涂转移涂布包含两个基本过程: (1)涂布辊转动带动浆料通过计量辊间隙,形成一定厚度的浆料层; (2)一定厚度的浆料层通过方向相对的涂辊与背辊转动转移浆料到箔材上形成涂层。 狭缝挤压涂布:作为一种精密的湿式涂布技术,如图3所示,工作原理为涂布液在一定压力一定流量下沿着涂布模具的缝隙挤压喷出而转移到基材上。相比其他涂布方式,具有很多优点,如涂布速度快、精度高、湿厚均匀;涂布系统封闭,在涂布过程中能防止污染物进入,浆料利用率高、能够保持浆料性质稳定,可同时进行多层涂布。并能适应不同浆料粘度和固含量范围,与转移式涂布工艺相比具有更强的适应性。
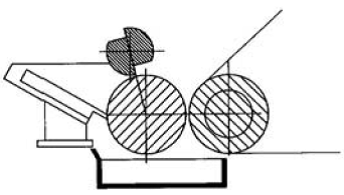
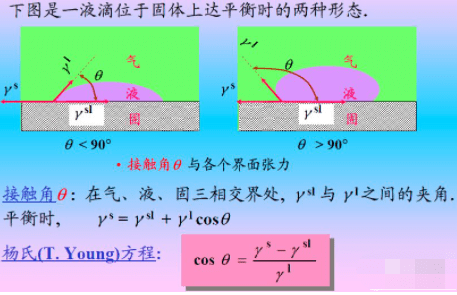
图3 辊涂刮刀转移涂布工艺示意图 涂布缺陷及影响因素 涂布过程中减少涂布缺陷,提高涂布质量和良品率,降低成本是涂布工艺需要研究的重要内容。在涂布工序经常出现的问题是头厚尾薄、双侧厚边、点状暗斑、表面粗糙、露箔等缺陷。头尾厚度可以通过涂布阀或间歇阀的开关时间来调整,厚边问题可以从浆料性质、涂布间隙调整、浆料流速等方面改善,表面粗糙不平整有条纹等可以通过稳定箔材、降低速度、调整风刀角度等改善。 1.基材-浆料 浆料基本物性与涂布之关系:实际工艺过程中,浆料的粘度对涂布效果有一定影响,电极原材料,浆料配比比例,选取粘结剂种类不同时所制备的浆料粘度也不同。浆料粘度太高时,涂布往往无法连续稳定的进行,涂布效果也受到影响。 涂布液的均匀性、稳定性、边缘和表面效应受到涂布液的流变特性影响,从而直接决定涂层的质量。采用理论分析、涂布实验技术、流体力学有限元技术等研究手段可以进行涂布窗口的研究,涂布窗口就是可以进行稳定涂布,得到均匀涂层的工艺操作范围。 2.基材-铜箔和铝箔 表面张力:铜铝箔的表面张力必须高于所涂覆的溶液的表面张力,否则溶液在基材上将很难平整地铺展开而导致比较差的涂布质量。一个需要遵守的原则是:所要涂覆的溶液的表面张力应该比基材的低5dynes/cm,当然这只是粗略的。溶液和基材的表面张力可以通过配方的调整或者基材的表面处理来调整。对两者的表面张力测量也应当作为一个质量控制的测试项目。
厚度均匀:在类似于刮刀式涂布的工艺中,基材横幅面厚度不均匀,会导致涂布厚度的不均匀。因为在涂布工艺中,涂布厚度通过刮刀和基材的之间的间隙控制。如果在基材横向上,有一处的基材厚度比较低,那么通过该处的溶液就会更多,涂布厚度也会更厚,反之亦然。如果从测厚仪中看到如下基材的厚度波动,那最终涂出来的膜厚波动也会呈现同样的偏差。另外横向厚度偏差还会导致收卷的缺陷。所以为了避免这种缺陷,原材料的厚度控制很重要 静电:在涂布线上,涂在放卷及经过辊筒时会在基材表面产生很多的静电。产生的静电有很容易吸附空气及辊筒上的灰层,从而造成涂布缺陷。静电在放电的过程中,同样在涂布表面上会造成静电状的外观缺陷,更严重的甚至会引起火灾。如果在湿度较低的冬天,涂布线上的静电问题会更凸显严重。减少此类缺陷的最有效办法就是尽量保持环境湿度在一个比较高的状态,对涂布线接地,并且装一些抗静电的装置。 清洁度:基材表面上的杂质会导致一些物理性的缺陷,如突点,污质等。所以在基材的生产工艺中需要比较好的控制原材料的清洁度。在线的膜清洁辊是一个比较有效的去除基材杂质的方法。虽然并不能去除所有的膜上的杂质,但是可以有效的提高原材料的质量,降低损失。 锂电池极片缺陷图谱 (1)锂离子电池负极涂层气泡缺陷
左图带有气泡的负极片、右图扫描电镜200倍放大图。在合浆、转运和涂布过程中,粉尘或长度较大的毛絮物等异物混入涂布液中或落到湿涂层表面,该处涂层表面张力因受外力影响导致分子间作用力发生改变,浆料发生轻度转移,经烘干后形成圆形痕迹,中间偏薄。 (2)针孔
一是气泡产生(搅拌过程、输运过程、涂布过程); 气泡产生的针孔缺陷比较容易理解,湿膜中的气泡从内层向膜表面迁移,在膜表面破裂形成针孔缺陷。气泡主要来自搅拌、涂液输运以及涂布过程涂料的流动性不良,流平性差,涂料释放气泡性差。 (3)划痕
可能原因:异物或大颗粒卡在狭缝间隙内或涂布间隙上、基材质量不佳,造成有异物挡在涂辊与背辊的涂布间隙上、模具模唇损伤。 (4)厚边
产生厚边的原因是浆料表面张力的驱使,使浆料向极片边缘无涂覆处迁移,烘干后形成厚边。 (5)负极表面团聚体颗粒
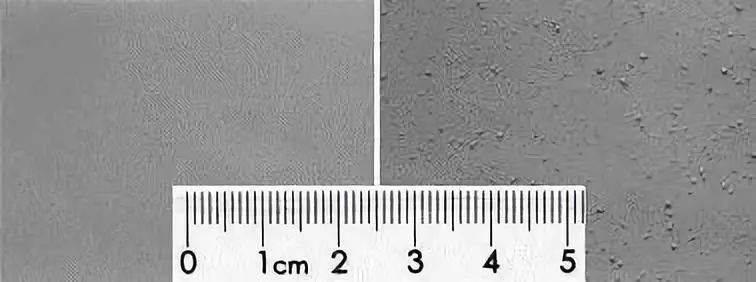
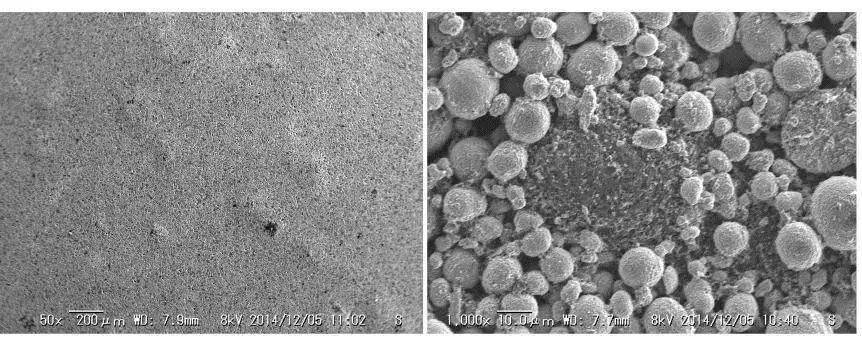
配方:球形石墨+SUPER C65+CMC+蒸馏水。 两种不同搅拌工艺的极片宏观形貌:表面光滑(左)和表面存在大量小颗粒(右)。 配方:球形石墨+SUPER C65+CMC/SBR+蒸馏水。 极片表面小颗粒放大形貌(a和b):导电剂的团聚体,没有完全分散。 表面光滑极片的放大形貌:导电剂充分分散,均匀分布。 (6)正极表面团聚体颗粒
配方:NCA+乙炔黑+PVDF+NMP。 搅拌过程中,环境湿度太高,导致浆料成果冻状态,导电剂没有完全分散好,极片辊压后表面存在大量的颗粒。。 (7)水系极片裂纹
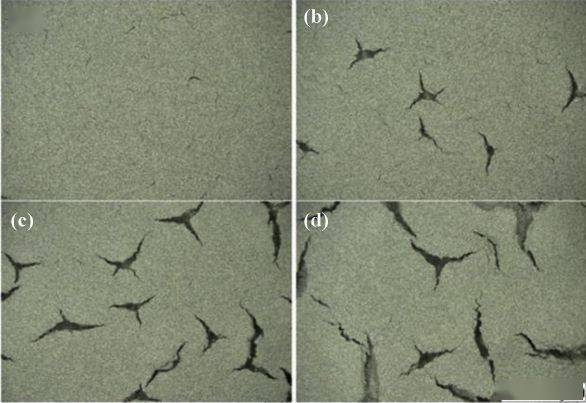
配方:NMC532/carbon black/binder= 90/5/5 wt%, 水/异丙醇(IPA)溶剂;极片表面裂纹光学照片,涂布面密度分别为 (a) 15 mg/cm2,(b)17.5 mg/cm2, (c) 20 mg/cm2和(d) 25 mg/cm2,厚极片更容易出现裂纹。 (8)极片表面缩孔
配方:片状石墨+SP+CMC/SBR+蒸馏水。 箔材表面存在导致污染物颗粒,颗粒表面处的湿膜存在低表面张力区域,液膜向颗粒周围发射状迁移,形成缩孔点状缺陷。 (9)极片表面划痕 配方:NMC532+SP+PVdF+NMP。 狭缝挤压涂布,刃口存在大颗粒导致极片表面漏箔划痕。 (10)涂布竖条道
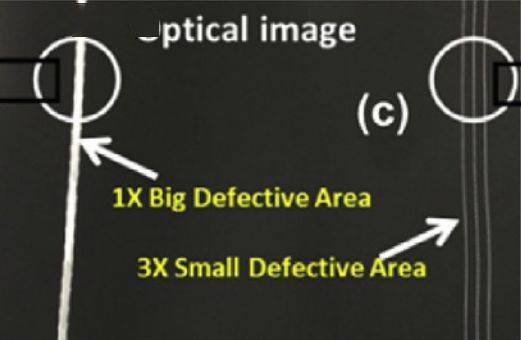
配方:NCA+SP+PVdF+NMP。 转移涂布后期,浆料吸水粘度升高,涂布时接近涂布窗口上限,浆料流平性差,形成竖条道。 (11)极片未干透区域辊压裂纹
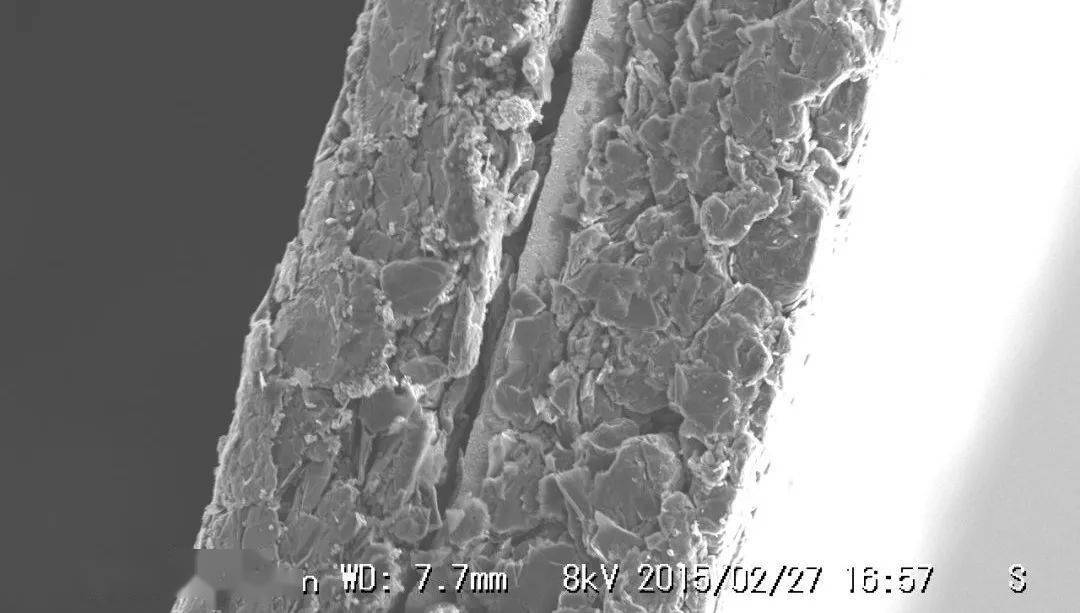
配方:片状石墨+SP+CMC/SBR+蒸馏水。 涂布时,极片中间区域没有完全干透,辊压时涂层发生迁移,形成条状裂纹。 (12)极片辊压边缘褶皱 涂布形成厚边现象,辊压式,涂层边缘产生褶皱。 (13)负极分切涂层与箔材脱离
配方:天然石墨+乙炔黑+CMC/SBR+蒸馏水,活性物质比例96%,极片圆盘分切时,涂层与箔材脱离。 (14)极片分切毛刺
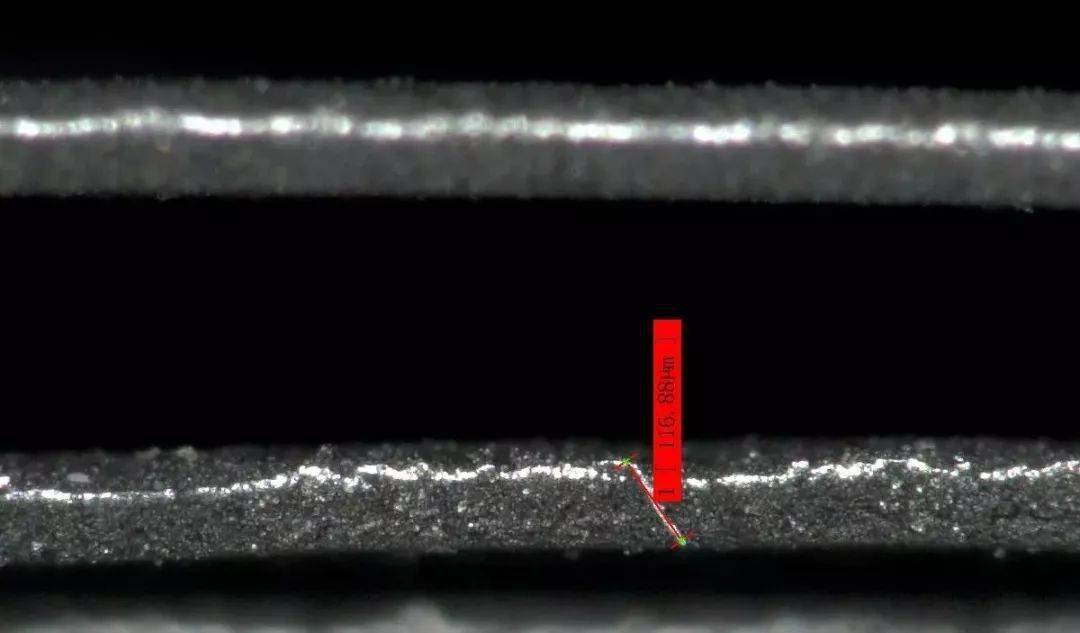
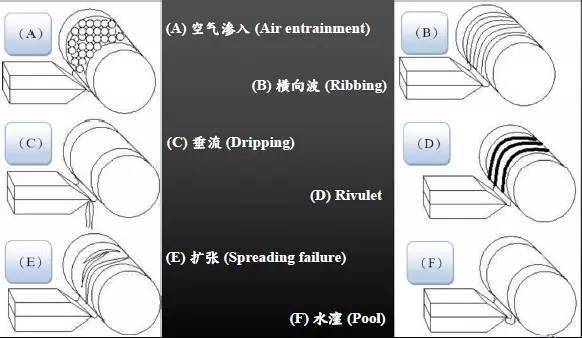
正极极片圆盘分切时,由于张力控制不稳定导致二次切削形成箔材毛刺。 (15)极片分切波浪边 负极极片圆盘分切时,由于切刀重叠量和压力不合适,形成波浪边和切口涂层脱落。 (16)其他常见涂布缺陷有:空气渗入、横向波、垂流、Rivulet、扩张、水漥等
缺陷可能发生在任何加工段:涂料的配制 基材的制作、基材操作涂布区域、干燥区域、裁切、分条、碾压过程等等。那一般解决缺陷的逻辑方法是怎么样的呢? 1)在从中试到生产的过程中就要优化产品的配方,涂布和干燥的工艺,找到比较好的或者说宽的工艺窗口。 2)通过一些质量控制手段,统计工具(SPC) 来控制产品的质量。通过在线的监测控制稳定的涂布厚度,或者视觉外观检测系统(Visual System)来检查涂布表面是否有缺陷。 3)出现产品缺陷时及时调整工艺,避免缺陷重复产生。 涂布的均匀性 所谓涂布均匀性是指在涂布区域内涂层厚度或涂胶量分布的一致性。涂层厚度或涂胶量的一致性越好,涂布均匀性越好,反之越差。涂布均匀性并没有统一的度量指标,可以用一定区域内各点的涂层厚度或涂胶量相对于该区域的平均涂层厚度或涂胶量之偏差或偏差百分比来衡量,也可以用一定区域内最大和最小涂层厚度或涂胶量之差来衡量。涂层厚度通常用µm表示。 涂布均匀性都是用来评价一个区域的整体涂胶状况的。但在实际生产中,我们通常更关心在基材横向和纵向两个方向上的均匀性。所谓横向均匀性在涂布宽度方向(或机器横向)上的均匀性。所谓纵向均匀性是在涂布长度方向(或基材行进方向)上的均匀性。横向和纵向涂胶误差的大小、影响因素及控制方式都有很大的不同。一般情况下,基材(或涂胶)宽度越大,横向均匀性就越难控制。根据涂布在线多年的实际经验,当基材宽度在800mm以下时,横向均匀性通常都很容易保障;当基材宽度在1300~1800mm时,横向均匀性常常能控制好但有一定的难度,需要相当专业的水准;而当基材宽度在2000mm以上时,横向均匀性的控制在有非常大的难度,只有极少厂家能处理好。而当生产批量(即涂布长度)增加时,纵向均匀性就可能成为比横向均匀性更大的难点或挑战。 来源:世界先进制造技术论坛 编 辑: 享受生活 金粉商城热门图书排行 ☞金粉最爱图书排行 ☞ 机械图书排行 ☞ 生产管理排行 ☞ 设计软件排行 《汽车工艺师》杂志2020 全年目次索引 2021年多家工厂减产停产,原因令全球汽车业头疼 同中国一样!德国汽车行业7月份的销量出现明显疲软和下滑 吉利汽车智能制造战略的实施 面向智能工厂的多种类RFID混合跟踪系统应用研究 新能源电池数字化工厂建设必要性及目标 纯电动汽车动力系统匹配及续驶里程仿真 燃油汽车向纯电动汽车过渡的最佳方案 汽车轻量化应用中最轻的是啥? 任正非推荐的5G赋能,已经出书了!这个ppt让您内容全知道。 铝车身连接工艺探秘 徐水智能工厂:286台机器人打造VV5s的豪华与安全 返回搜狐,查看更多 |




【本文地址】
今日新闻 |
推荐新闻 |