易拉罐制作工艺流程 |
您所在的位置:网站首页 › 瓶盖加工工艺流程 › 易拉罐制作工艺流程 |
易拉罐制作工艺流程
|
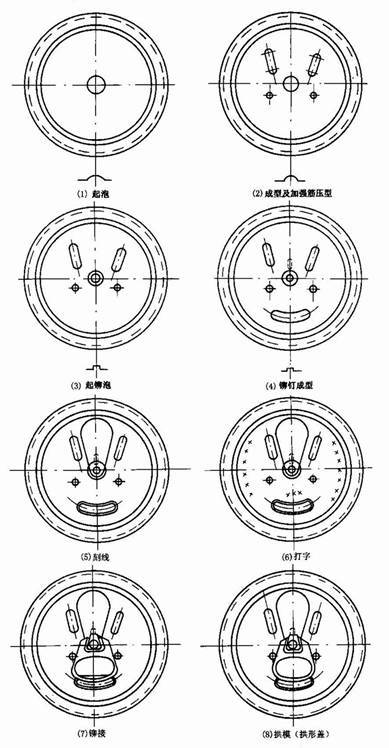
易拉罐是用罐盖本身的材料经加工形成一个铆钉,外套上一拉环再铆紧,配以相适应的刻痕而成为一个完整的罐盖。具有重量轻、体积小、不易破碎、便于携带特点。制造易拉罐的材料有两种:一是铝材,二是马口铁。 罐盖的制造: 落料→基本盖冲压成型→原边→注胶→起泡→刻线→铆合→压拱(汽水盖)→入库罐盖的成型过程
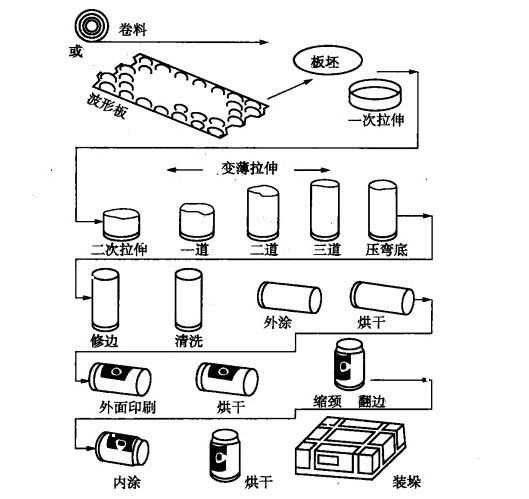
落料: 拉伸时,坯料边缘的材料沿着径向形成杯,因此在塑性流动区域的单元体为双向受压,单向受拉的三向应力状态。由于受凸模圆弧和拉伸凹模圆弧的作用,杯下部壁厚约减薄10%,而杯口增厚约25%。杯转角处的圆弧大小对后续工序(罐体成形)有较大的影响,若控制不好,易产生断罐。因此落料拉伸工序必须考虑以下因素:杯的直径和拉伸比、凸模圆弧、拉伸凹模圆弧、凸、凹模间隙、铝材的机械性能、模具表面的摩擦性能、材料表面的润滑、拉伸速度、突耳率等。 罐身的制造--铝制罐身工艺:
罐体成形: 在拉伸过程中,集中在凹模口内锥形部分的金属是变形区,而传力区则为通过凹模后的筒壁及壳体底部。在变形区,材料处于轴向受拉、切向受压、径向受压的三向应力状态,金属在三向应力的作用下,晶粒细化,强度增加,伴有加工硬化的产生。在传力区,各部分材料受力状况是不相同的,其中位于凸模圆角区域的金属受力情况最为恶劣,其在轴向、切向两向受拉,径向受压,因而材料的减薄趋势严重,金属易从此处发生断裂,从而导致拉伸失败。比较变形区和传力区金属的应力状态可知:变薄拉伸工艺能否顺利进行主要取决于拉伸凸模圆角部位的金属所受拉应力的大小,当拉应力超过材料强度极限时就会引起断裂,否则拉伸工艺可以顺利进行。因此,减小拉伸过程中的拉应力成为保证拉伸顺利进行的关键。 在工艺流程中,落料、拉伸、罐体成形、修边、缩径、旋压缩径/翻边工序需要模具加工,其中以落料、拉伸和罐体成形工序与模具为关键,其工艺水平及模具设计制造水平的高低,直接影响易拉罐的质量和生产成本。 返回搜狐,查看更多 责任编辑: |
【本文地址】
今日新闻 |
推荐新闻 |