切槽铣刀的种类及选用方法 |
您所在的位置:网站首页 › 燕尾槽零件用哪种机床加工 › 切槽铣刀的种类及选用方法 |
切槽铣刀的种类及选用方法
|
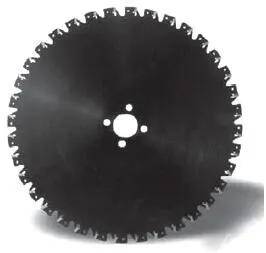
图4-62 三面刃铣刀 (三)锯片铣刀 锯片铣刀(见图4-63)用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。锯片铣刀的特点:可使用磨齿机重复多次重磨刃齿,研磨后的锯片铣刀与新锯片铣刀寿命相同。
图4-63 锯片铣刀 (四)T形槽铣刀 T形槽铣刀(见图4-64)用来铣T形槽。T形槽铣刀可以分为锥柄T形槽铣刀和直柄T形槽铣刀,可用于加工各种机械台面或其他构体上的T形槽,是加工T形槽的专用工具,可一次铣出精度达到要求的T形槽。铣刀端刃有合适的切削角度,刀齿按斜齿、错齿设计,切削平稳、切削力小。
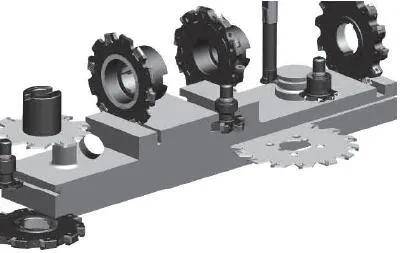
图4-64 T形槽铣刀 二、常用切槽铣刀的选用方法 槽铣工序(见图4-65)刀具选择是根据槽的类型、尺寸而定,在铣槽加工中,一般首选三面刃铣刀。在加工封闭槽、非直线槽的时候,立铣刀的优势就凸显出来。槽铣刀的选择一般注意以下几点: (1)需根据槽长短、封闭或开放、直或不直、深或浅、宽或窄选择刀具类型。 (2)通常由槽的宽度和深度以及长度决定选择刀具。 (3)根据可用的机床类型和操作频率确定应该使用立铣刀、长切削刃刀具还是三面刃铣刀。 (4)三面刃铣刀为铣削量大的长深槽提供最有效的加工方法,特别是当使用卧式铣床时。
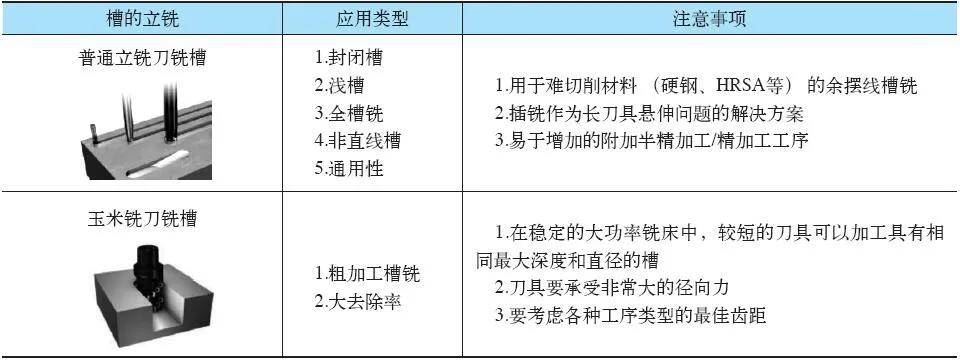
图4-65 槽铣工序 (一)立铣刀选择方法 选择立铣刀时,主要应考虑工件材料和加工部位。在加工切屑呈长条状、韧性强的材料时,使用直齿或是左旋的立铣刀。为减小切削阻力,可沿着齿的长度方向进行加工。在切削铝、铸件时,选择齿数少且旋角大的铣刀,可以减少切削热。在进行沟槽加工时,要根据切屑的排出量选择适当的齿槽,否则发生切屑堵塞,常常会损坏刀具。 选择立铣刀时,应注意以下3个方面:首先,根据不发生切屑堵塞的条件来选定刀具;然后,为防止崩刃而进行切削刃的珩磨;最后,就是选定适当的齿槽。立铣刀在槽铣中的应用如表4-14所示。 表4-14 立铣刀在槽铣中的应用
(二)三面刃铣刀的选用依据 1.同时参与切削的切削刃数 在选用三面刃铣刀时,要从加工材料、刀具半径和进给量方面进行选择。对于直径较小的切削刀具,切削刃承受切削力的变化容易引起刀具本体弯曲,所以一定要注意负载变化的稳定性。 2.有无键槽 在一般加工中不用键槽,然而在进给量和背吃刀量较大或高速切削的情况下,只靠刀具刀体和刀柄之间的摩擦力来传递驱动力是不够的,此时往往应设置键槽。当外径大于100mm时设置键槽为好。 3.侧面的平面度 如果使用外径相当大(相对于内径和切削刃幅度)的三面刃铣刀来加工沟槽,想要提高沟槽侧面的表面精度是很困难的。特别是由于切屑会大量地混在沟槽内,即使提高切削速度、减小进给量,也得不到预想的效果。对这个问题的解决方法是,把三面刃铣刀装在心轴上时调整侧面平面度误差在0.005~0.01mm之间,再将切削刃的尖角倒角成R形面。还有就是采用大的刀齿槽。三面刃铣刀应用如表4-15所示。 表4-15 三面刃铣刀在槽铣中的应用
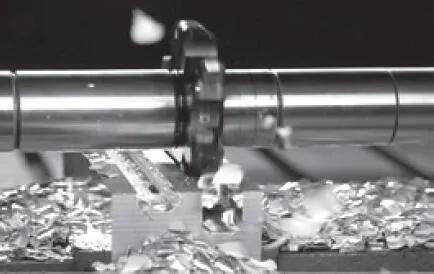
(三)锯片铣刀的应用 在应用锯片铣刀铣槽的时候,由于锯片铣刀的直径要比其厚度大得多,所以很容易受发热的影响,常常会因此而发生故障。发热的原因有很多种,其中特别要提到的是切削热和切削加工中由于侧面变形而发生的加工面与刀具接触所引起的发热。 为减少加工过程中的故障,有必要使用切削液和能吸收切屑的装置,以便收集切屑。此外,还应将锯片铣刀的两个侧面研磨成向内凹进的形状。如果切削刃不坚硬的话发热就更厉害,以至于使金属锯变弯甚至断裂。因此,要时时注意切削刃是否坚硬。关于金属锯的正确使用方法,使用切削液和采用朝下的加工姿势是主要原则。切削速度选择的自由度比较大,但是进给量受切削刃刚性的限制,注意到这一点,然后再选择各个加工条件。 来源:金属加工返回搜狐,查看更多 |


【本文地址】
今日新闻 |
推荐新闻 |