TP304和TP347不锈钢焊接工艺 |
您所在的位置:网站首页 › 焊护栏用什么焊条好 › TP304和TP347不锈钢焊接工艺 |
TP304和TP347不锈钢焊接工艺
|
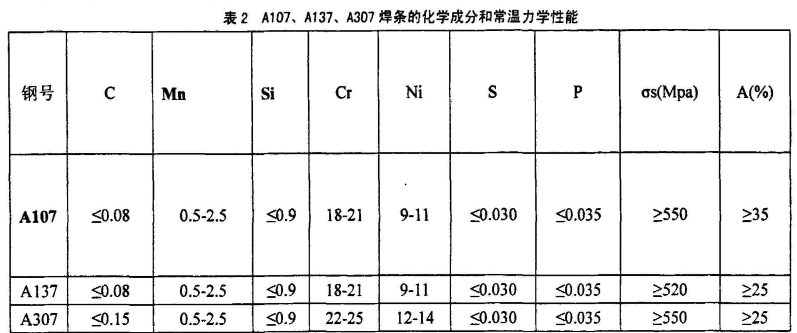
3焊接材料的选用问题。在火力发电厂中,TP304、TP347两种钢材主要用于锅炉的定位管等高温高压部件上,而且,在管子的联接中,经常会遇到TP304、TP347钢与其它钢材的管子形成异种焊接接头的情况如何正确选用焊接材料来满足上述焊接接头的使用性能要求,是一个值得分析和探讨的问题。 工艺解决方案 根据DL869-2004《火力发电厂焊接技术规程》的规定,承压管道壁厚6≤16mm时,采用V形坡口对接焊,采用的焊接方法是钨极氩弧焊打底,焊条电弧焊盖面。内为根部焊缝采用TIG焊比焊条电弧焊打底质量好,效率高、变形小的优点。此外,氩弧焊保护效果好,合金过渡系数高,焊缝成分均匀而且稳定。 (1)一般情况下,从化学成分和常温力学性能上比较,选用A107(或A102〉焊条比较适当,也可选用A137(或A132〉焊条用于焊条电弧焊。但根据国内一些文献记录,A107或A137焊条显然不能满足高温高乐部件的焊接要求,因此焊丝采用HOCr19Ni9Nb等超低碳焊丝,必要时选用电2.5mm的 A302焊条焊芯(选用前将焊芯通过化学成分分析或光谱分析,确认其化学成分)。焊条电弧焊时焊条选用A307或A302焊条。A107、A137、A307焊条的化学成分和常温力学性能见表2。
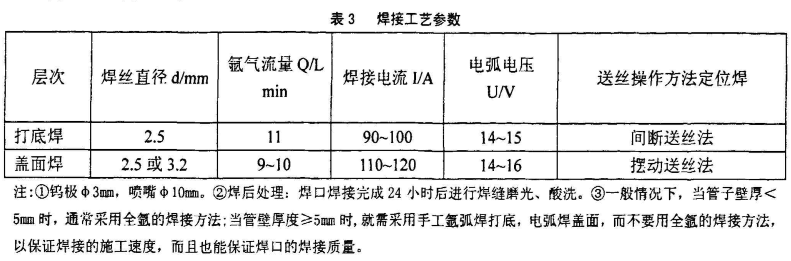
从表1和表2中可以看出,A307焊条与母材两者之间的化学成分差异较要,从焊缝的组织成分及组织的含量,及其组织成分与焊接时的熔合比之间的关系等,是有必要的。为此需要借助舍夫勒组织图来分析形成的焊缝的状况。通过铬、镍当量计算公式分别计算TP304、TP347的碳当曩,并将计算结果在舍夫勒组织图中分别找到对应的点然后用连线相联,分析得到:用A307焊接时,以任何熔合比例进行焊接,形成焊缝组织均是奥氏体与铁素体的混合组织,并且铁素体的含量都在5~10%之间的分布比例问题,这对整个焊缝满足使用性能是没有影﹒响。 (2)氩呱焊焊接现场必须要有可靠的防风、防雨雪措施,以免影响氩气的保护效果。焊件在组装前应将焊口表面及两侧10-~-15mm范围内的母材内、外壁的油、漆、垢、锈等清理干净,直至发出金属光泽。这一点对TP304,TP347的焊接尤为重要,防止焊接中热裂纹的出现。 TP304、TP347钢在钨极氩弧焊打底(根部焊接〉时,焊缝背面要充氩保护,保证背面成形良好且防止合金元素的氧化、烧损。前面提到的“未焊透"现象经过分析和焊接工艺评定结果比较,很可能就是因为未充氩保护,合金元素严重氧化烧损造成的。充氢保护时,焊缝内壁采用可熔纸(如卫生纸、皱纹纸等)紧攥成纸团,塞在坡口两侧距离100~150mm 的管子内,使这形成小的气室,然后仅在该小气室内充氩,这样利于保护焊缝根部和节约氩气。采用p1.0~p3.0mm的微细金属管(最好是细铜管,便于焊接〉焊接在氩气皮带的输出接头上,然后将微细金属通过焊缝的对口间隙伸进管内,打开氩气开关,将氩气的输出调到5-~7/min,对焊缝根部进行充氩保护。 (3)TP304、TP347等类型的奥氏体不锈耐热钢的导热系数小而线膨胀系数大,在自由状态下焊接时易产生焊接变形,如在焊接时定位焊缝数量、长度不够或不牢固,就可能因焊接变形而导致坡口间隙缩小,严重时甚至没有间隙。这也是造成TP304、TP347管焊接时经常出现未焊透的一个主要原因。因此,在定位焊时,不能按照常规只点焊两点,而就沿管四周均匀点缝4~5点,每点长度5~10mm,这样才能保证焊接过程中对口间隙不会因焊接拘束应力而变小。 (5)针对TP304、TP347钢在焊接过程中可能因475℃脆性而发生断裂的可能,在焊接过程中应尽量使焊缝金属在(400~550)℃温度区间内停留的时间不要太长。同时,为提高焊缝抗晶间腐蚀的能力,焊接时采用强制降温的冷处理办法,即采取固熔处理。为此,可采用冷水强制降温的办法:即焊工在施焊时,旁边放上一桶冷水,每焊完~-层焊道就用浸透冷水的棉纱头擦拭焊缝冷却,使焊缝金属的温度骤降到150℃左右时,再进行下一层道的焊接。这样就可以尽量减少焊缝金属在〈400-550)℃温度区间的停留时间,减少产生脆性的机会;同时,因为TP304、TP347奥氏体不锈钢的延展性良好,水冷降温一般不会产生裂纹。 焊缝为多层多道焊,打底焊时焊枪与工件的角度为65~70°,焊丝与工件的角度为10~15°,中间的盖面层焊时焊枪与工件的角度为70~80°,焊丝与.工.件的角度为10~15。喷嘴与焊件的距离以10~20mm 为宜,钨极伸出长度以3~5mm为宜。 (6)常用的焊接.工艺参数见表3。
|

 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】