讲解10kV电缆T形头制作教程 |
您所在的位置:网站首页 › 烘焙创意产品图片和做法 › 讲解10kV电缆T形头制作教程 |
讲解10kV电缆T形头制作教程
|
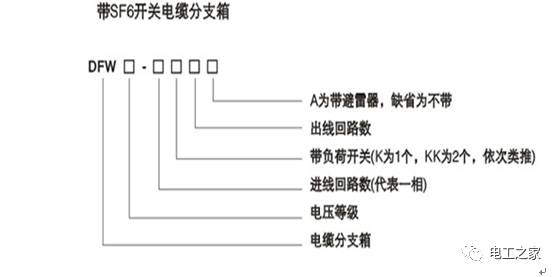
1,热缩型电缆头制作应将需要的工具、附件材料、技术记录材料等准备齐全,检查合格,同时做好施工现场安全,防火措施。 2,热缩型电缆头制作应由经过培训并熟悉操作工艺的人员进行。 3,在污染、寒冷地区或湿度大、雨天制作时应采取防尘、防雨、加热、烘干措施(如搭棚等) 4,一切使用工具、附件材料、操作人员双手都应保持清洁、干燥。禁止使用过期的热缩材料;禁止使用过期的密封胶、填充胶及热熔胶带。 5,热缩型电缆头制作时的环境温度:交联电缆应≥0℃,油纸电缆应≥7℃,相对湿度≤70%,以避免绝缘表面受潮,制作过程中注意清洁绝缘表面,防止尘埃及杂物落入绝缘内。 6,确需要弯曲三相线芯时,用力要适度,以免损伤绝缘。 7,剥切电缆保护层、金属铠装、铜带和绝缘屏蔽层时,不能损伤主绝缘。 8,热缩部件和金属接触密封的部位要仔细打毛并用溶剂清洁。 9,切割热缩管时,切割端面要平整,不应有毛刺和裂痕,以免收缩时由于应力集中而开裂。应力管不允许切割。 10,除特殊设计外,终端均应可靠接地。即每个热缩头都应安装接地线,以确保安全。焊接地线时要注意加热温度,不得损坏绝缘。接地线要内外绑扎牢靠,以防脱落和损伤护套密封。 11,为确保热缩管和包敷材料间的紧密接触及粘接强度,在套入每件管件前,被包敷部位及粘接密封端要预热,然后用溶剂清洁,去除火焰烟炭等沉积物,使层间介面接触良好。 12,加热可采用石油液化气喷枪、丙烷、0号无铅汽油喷灯等。收缩加热温度为110~140℃,收缩率为30%~40%。收缩加热时,火焰不能停留在某一部位,以避免过火损伤管材,应在其周围移动以保证收缩均匀,并缓慢延伸,火焰朝向收缩方向以便预热管材。按工艺中规定的起始收缩部位和方向,加热收缩,以利于排除气体。 13,收缩后的绝缘管应光滑无褶皱,能清晰看出其内部轮廓,密封部位有少量胶挤出,表明密封良好。 14,热缩型电缆附件制作完成并完全冷却后方可搬动、弯曲,以防止密封部位出现介面脱离、产生气隙等现象。 15,压接应使用专用的压接工具,可采用围压或点压方式。 2、施工 1.剥除外护套,长度800-1200mm,用剧弓将钢凯焊接地线处的氧化层去除,用4mm2铜线将地线和钢凯绑扎,地线留余量,圈数不得少于三圈。保留20mm钢凯,保留距钢凯断口6mm护套层,其余剥除。清除填料。将三相电缆加以整形,中间一相锯短,使三相平齐。用相色带临时将铜屏蔽带端部包紧,以免铜屏蔽带散开。 2.将地线一端分成三股分相焊牢在铜屏蔽层上,再与钢凯焊牢。距外护套以下40mm的铜编织带(即地线)进行渗锡处理。焊接后清理掉多余的焊锡及绑扎的尖头,清洁地线焊接部位、护套剖口及芯线等部位。 3.用填充胶绕包护套剖断处和钢凯,呈苹果型。 4.在距外护套剖口60mm处用热熔胶将地线夹在中间绕包两层。 5.安装分支护套。尽量向下套入分支套,从中部向两端加热收缩。 6.剥除铜屏蔽层。剥除距分支端部265mm的铜屏蔽,剥除距分支端部235mm的半导体屏蔽。绝缘层剥离长度距分支端部45mm。做相色标记。在电缆芯线合适位置对应做相色标记。确定定位标志,自绝缘屏蔽层端部量出25mm,用有胶带缠绕两圈作为电缆接头的定位标志。并在绝缘层端部约6mm处做45度的倒角。清洗并润滑绝缘层,从导体端部起用软布及清洗济单方向彻底擦洗至定位标志,并均匀抹上硅脂膏。清洗并润滑应力锥后,将其插入已处理好的电缆上慢慢推入到定位标志位置。 7.安装压接头,清洁导线表面,除掉压接头上的红色保护帽,将导体完全插入压接头后抹导电膏左右转动使其均匀。用压线钳压接端子,注意线鼻子的头要与设备套管垂直。从压接头肩下第一条标志线开始压,共压四道,每道间距5mm,压一道转90度角。压完后擦除多余的硅脂膏和导电膏。检查压接头到电缆接头顶部的长度尺寸,应在159mm到184mm之间。 8.T型电缆接头的连接安装,安装T头本体,清洁并润滑应力锥外表面及T头本体内部,将已经处理好的电缆插入T头本体直到压接头上的螺丝孔到位,除掉电缆上的定位标志。将已经清洁并润滑好的绝缘塞插入T头本体,把绝缘塞的螺杆插入到压接头的螺丝孔中。 9.T型电缆接头与终端设备的连接,清洁并润滑终端设备的电缆接头套管。将T型电缆接头的另一端插入设备套管上,用扳手顺时针将绝缘塞拧紧。最后将清洁并且润滑好了的防护帽扣上,用至少一根地线将T头本体的接地点与系统的接地点连接。 参考资料: 1,分支箱型号
2,DFW10-121K/630 1-3型高压电缆分支箱结构
3,TCTT-15/600 T型接头
4,TCTT-15/600 T型接头内部结构
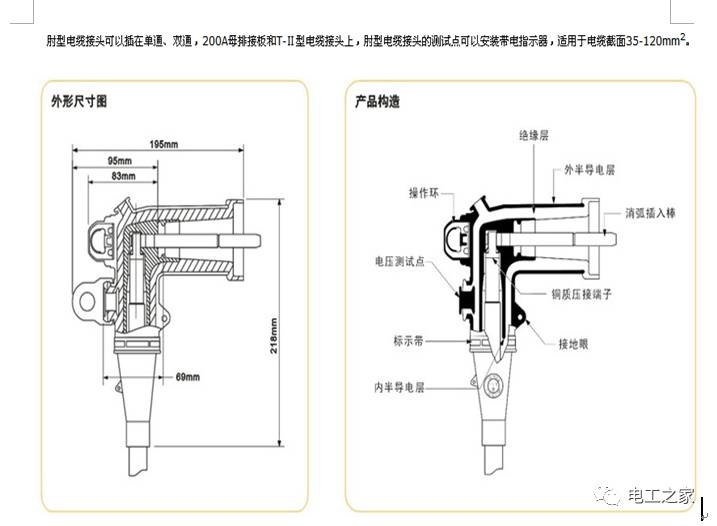
5,TC ZT-15/200肘型电缆接头
6,TC ZT-15/200肘型电缆接头内部结构:
分享到:朋友圈 点击 部分文章精选于网络,版权归原作者所有,我们注重分享。若未能找到作者和原始出处,还望谅解,如原作者看到,欢迎联系小编(可发邮至[email protected]或直接在公众号留言),小编会在后续文章声明中标明。如觉侵权,小编会在第一时间删除。谢谢!! 您看此文用· 返回搜狐,查看更多 |




【本文地址】
今日新闻 |
推荐新闻 |