电阻焊工艺技术指导书(3):焊点焊接强度检验及质量控制 |
您所在的位置:网站首页 › 点焊焊接厚度范围 › 电阻焊工艺技术指导书(3):焊点焊接强度检验及质量控制 |
电阻焊工艺技术指导书(3):焊点焊接强度检验及质量控制
|
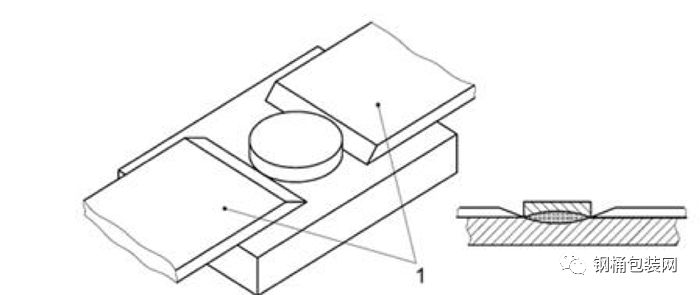
图12 熔核尺寸计算
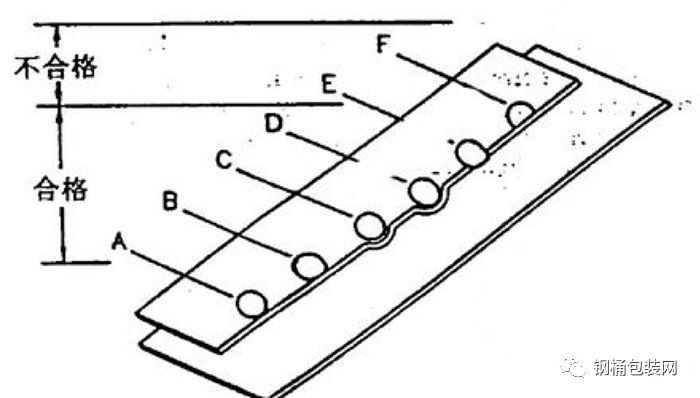
图13 量具测量(注:1为带刃口的检测量具) 3.1.3 裂缝 周边有裂缝的焊点是不合格的焊点,由电极留在表面的压痕区域内的裂缝是允许的。 3.1.4 孔 含孔的点且由各种原因被击穿的视为不合格。 3.1.5 焊接区域 点焊区域为电极焊接后压痕所在区域,点焊区域应该包含在金属边缘之内,否则视为不合格,如图14所示:
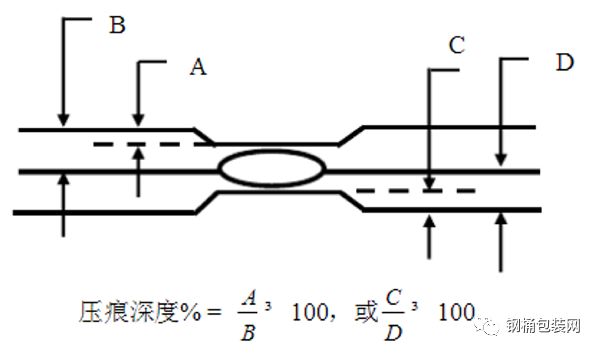
图14 焊接区域极限 3.1.6 位置公差 按照工艺文件中内容焊点位置进行焊接须在偏差10mm范围以内,超出则视为不合格。 3.1.7 压痕深度 由电极压力引起的,导致点焊区域金属厚度比本身厚度变薄超过50%的视为不合格(以薄板为基准),必须调整工艺以减少压痕深度如图15所示:
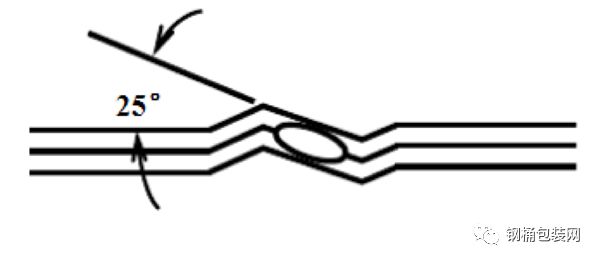
图15 压痕深度计算方法 3.1.8 漏焊 实际焊接数量少于规定的焊点数量时或被遗漏的焊点为不合格。 3.1.9 焊接变形 焊接变形需控制在25°范围之内,否则视为不合格,如图16所示:
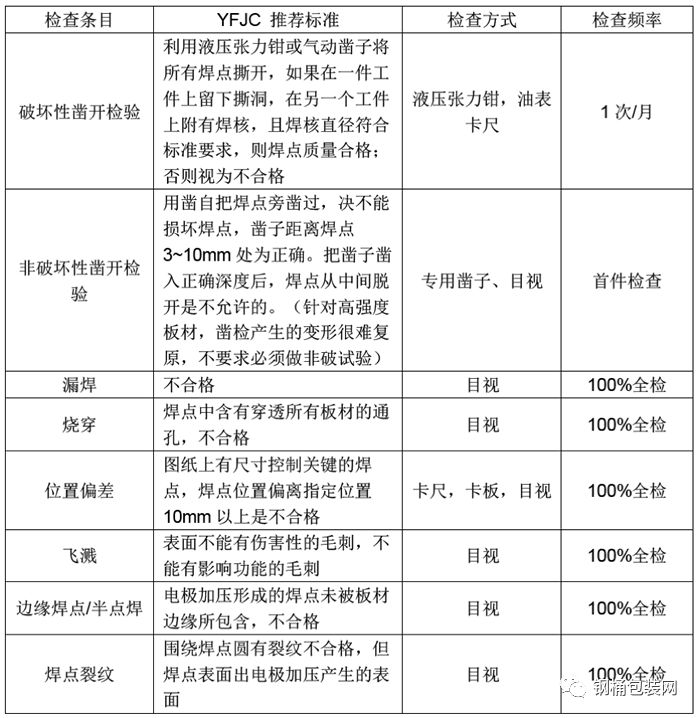
图16 焊接面变表极限 3.2 常规检查方式(表4): 表4 常规检查方式
3.3接头缺陷方面的规定 有关点、缝焊接头缺陷的指标规定,见表9。其中焊点、焊缝的压痕深度:一级接头不超过板厚10%;二级接头不超过板厚15%;三级接头不超过20%。有关熔核尺寸、焊缝宽度、焊透率、重叠量等规定可参阅前面章节中的有关内容。 表5点、缝焊接头允许存在和修补的缺陷数量(%)及推荐修补方法(HB/T5276-1984)
注:表中数值为有缺陷的焊点数占焊点总数的百分数及有缺陷的焊缝长度占焊缝总长的百分数。返回搜狐,查看更多 |

【本文地址】
今日新闻 |
推荐新闻 |