齿轮加工方法之一:滚齿加工 |
您所在的位置:网站首页 › 滚齿机挂轮的说明 › 齿轮加工方法之一:滚齿加工 |
齿轮加工方法之一:滚齿加工
|
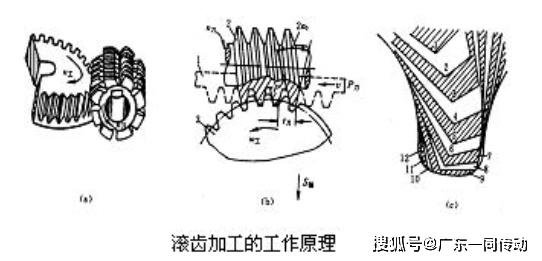
齿轮加工方法之一:滚齿加工,这是展成法加工方式,其工作原理相当于一对螺旋齿轮哒合,用滚刀来加工对轮相当于斜齿圆柱齿轮副啮合。 首先大家要明白的是,滚齿加工是在滚齿机上进行的。滚刀安装在刀架上的滚刀杆上,刀架可沿着立柱垂直导轨上下移动,工件则安装在心轴上。 齿轮滚刀是一种专用刀具,每把滚刀可以加工模数相同而齿数不等的各种大小不同的直齿或斜齿渐开线外圆柱齿轮。滚齿适用于单件小批量生产和大批大量生产。 一、齿轮滚齿加工原理: 滚齿时切削齿坯的刀具为滚刀,由于滚刀的螺旋升角较大所以外形象一个蜗杆,滚刀在垂直于螺旋槽方向开槽,形成若干切削刃,其法向剖面具有齿条形状。
因此当滚刀连续旋转时,刀齿可视为一个无限长的齿条的移动。同时刀齿由上而下的进行切削,保持齿条(滚刀)和齿坯之间的啮合关系,滚刀就可在齿坯上加工出渐开线齿形。 在滚齿时,必须保持滚刀刀齿的运动方向与被切齿轮的齿向一致,然而由于滚刀刀齿排列在一条螺旋线上,刀齿的方向与滚刀轴线并不垂直。所以,必须把刀架扳转一个角度使之与齿轮的齿向协调。 滚切直齿轮时,扳转的角度就是滚刀的螺旋升角。 滚切斜齿轮时,还要根据斜齿轮的螺旋方向,以及螺旋角的大小来决定扳转角度的大小及扳转方向。 二、滚齿加工的3大特点: 1、加工精度高属于展成法的滚齿加工,不存在成形法铣齿的那种齿形曲线理论误差,所以分齿精度高,一般可加工8~7级精度的齿轮。 2、一把滚刀可加工模数和压力角与滚刀相同而齿数不同的圆柱齿轮。 3、生产率高滚齿加工属于连续切削,无辅助时间损失,生产率一般比铣齿、插齿高。 三、齿轮滚齿加工需要有的3类运动: 1、主运动:滚刀的旋转运动,又叫切削运动,用转速n刀(r/min)表示,其切削速度由变速齿轮的传动比决定。 2、分齿运动:工件的旋转运动,其运动的速度必须和滚刀的旋转速度保持齿轮与齿条的啮合关系。其运动关系由分齿挂轮的传动比来实现。对于单线滚刀,当滚刀每转一转时,齿坯需转过一个齿的分度角度,即1/z转(z为被加工齿轮的齿数)。 3、垂直进给运动:滚刀沿工件轴线自上而下的垂直移动,这是保证切出整个齿宽所必须的运动,由进给挂轮的传动比再通过与滚刀架相连接的丝杆螺母来实现。 滚齿加工的精度一般为8~7级,表面粗糙度Ra为3.2~1.6μm。在滚齿机上除加工直齿、斜齿外圆柱齿轮外,也可以加工蜗轮、花键轴及链轮。但不能加工内齿轮,对于加工双联齿轮和三联齿轮也有许多限制。 以上就是齿轮加工方法之滚齿加工的相关说明,包括但不仅限于。 资料出自一同齿轮加工http://www.utransm.com/show-21-61.html,转载请注明出处返回搜狐,查看更多 责任编辑: |
【本文地址】